
熔体直纺细旦扁平128 dtex/144f涤纶POY质量提高的对策分析
2015-06-24 14:39胡军
合成技术及应用 2015年4期
胡 军
(新凤鸣集团(湖州)中石科技公司,浙江湖州 313021)
熔体直纺细旦扁平128 dtex/144f涤纶POY质量提高的对策分析
胡 军
(新凤鸣集团(湖州)中石科技公司,浙江湖州 313021)
对在熔体直纺80位/线上应用环吹风冷却方式生产细旦扁平丝128 dtex/144 f涤纶POY工艺进行全面系统分析,结果表明,选择适当的熔体粘度和熔体端羧基值,控制合适的熔体输送温度和纺丝温度,在55 mm无风区条件下,通过采用优化冷却成型条件、降低卷绕速度等措施,产品的AA率达到97%以上,生产出强度高、条干值小的扁平细旦涤纶POY。
细旦 涤纶POY 端羧基 纺丝工艺
熔体直纺大规模生产细旦多孔涤纶POY目前已经很普遍,利润空间十分狭窄。新上大规模聚酯纺丝厂家纷纷扩大异形细旦POY的生产,希望获取较好的效益。由于细旦扁平涤纶制作的织物光泽亮、布面蓬松、平整、起毛效果好等特点,一些下道客户纷纷订购细旦扁平POY进行后加工。我公司经过生产试验,批量生产出144f、192f、288f的多孔细旦扁平丝。现以128 dtex/144f扁平涤纶POY为例,分析如何通过工艺调整来提高产品质量,获得高附加值的产品。
1 试验
1.1 原料
PTA:工业级,恒力大连石化公司产。
EG:工业级,扬子石化公司产。
PET熔体:特性粘度(0.635±0.003)dL/g,熔点261℃,端羧基含量32~34 mol/t。
纺丝油剂:德国双“S”公司专用油剂(有效成分88%、配油浓度10%)。
1.2 设备
酯化、预缩聚、终缩聚反应釜和熔体输送管道,康泰斯公司提供。
TR-224HP型增压泵,瑞士Maag公司产。W型箱体和外环吹装置,苏拉纺织机械公司提供。W INGS-40T12头卷绕设备,欧瑞康公司提供。
1.3 工艺流程
聚酯终聚釜→熔体泵→聚酯熔体冷却器→熔体过滤器→增压泵→纺丝熔体冷却器→静态混合器→计量泵→W型纺丝箱体→异形喷丝板→环吹风冷却→油嘴上油→卷绕成型
1.4 主要指标及测试条件
表1为128 dtex/144 f扁平涤纶POY的主要指标及采用的设备和测试条件。

表1 128 dtex/144f扁平涤纶POY物性指标
2 结果与讨论
2.1 熔体粘度对强伸度的影响
细旦扁平128 dtex/144 f POY因纺丝拉伸倍数高,导致剩余伸长低,强度损失大,同时纺丝过程中熔体在喷丝孔中流动性差,在一条线80个位批量生产该品种情况下,熔体在管道中停留时间长,造成降解大,生产满卷率也较低。在其它条件不变的情况下,通过对熔体粘度的降低和熔体端羧基的提高,POY的强伸度反而能够提高,断头次数明显下降,满卷率得到提高,经分析可能是高粘度下熔体均匀性差造成强伸度CV值大而导致强伸度低的原因。表2为不同的粘度对应的产品强伸度。
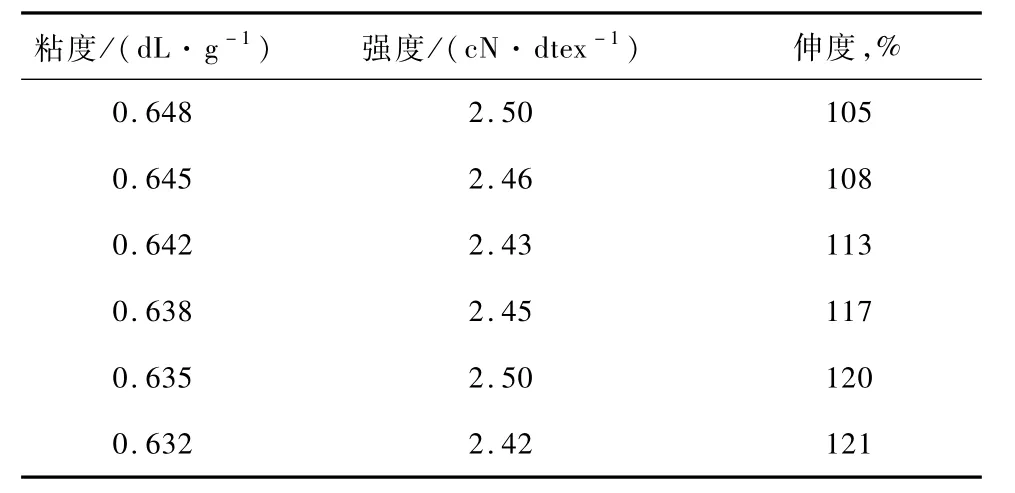
表2 熔体特性粘度对产品强伸度的影响
较高的粘度下,聚合物分子量高,熔体流动性差,纤维的强度较高、伸长较低;逐步降低粘度,虽然强度稍微下降,但是伸长显著提高;当粘度过低时,强度下降较多,而伸长却没有继续提高。经过摸索,发现熔体粘度在0.635 dL/g左右可以得到最佳的强伸度。
2.2 端羧基值对生产稳定性的影响
细旦扁平POY在纺制过程中,喷丝板面容易受到降解的小分子挥发物污染,板面容易粘板而断头。纺丝铲板后不到24 h就断头,生产效率和满卷率低,经济效益受到影响。生产上需要通过抑制熔体的降解程度才能提高满卷率。熔体在管道输送过程中的降解主要受输送温度、停留时间和熔体自身质量的影响。当生产细旦多孔扁平POY时,熔体流量小,停留时间相对长,只有适当地降低输送温度才能减少降解。熔体粘度越低,相应输送温度较低,熔体降解也较小。熔体粘度控制在0.632~0.635 dL/g范围内,将纺丝冷却器出口熔体温度由282℃降到279℃以下,无油丝的粘度降控制在0.015 dL/g以内,但是还不能明显提高产品AA率到95%以上。国内有文献报道,端羧基控制在30~34 mol/t之间反而能够抑制熔体在输送过程中降解[1]。结合本公司使用康泰斯三釜聚合装置工艺技术特点,将熔体端羧基由28 mol/t逐步提高到34 mol/t,结果发现无油丝的粘度降在0.008 dL/g以内,纺丝满卷率提高到97%,如表3所示。
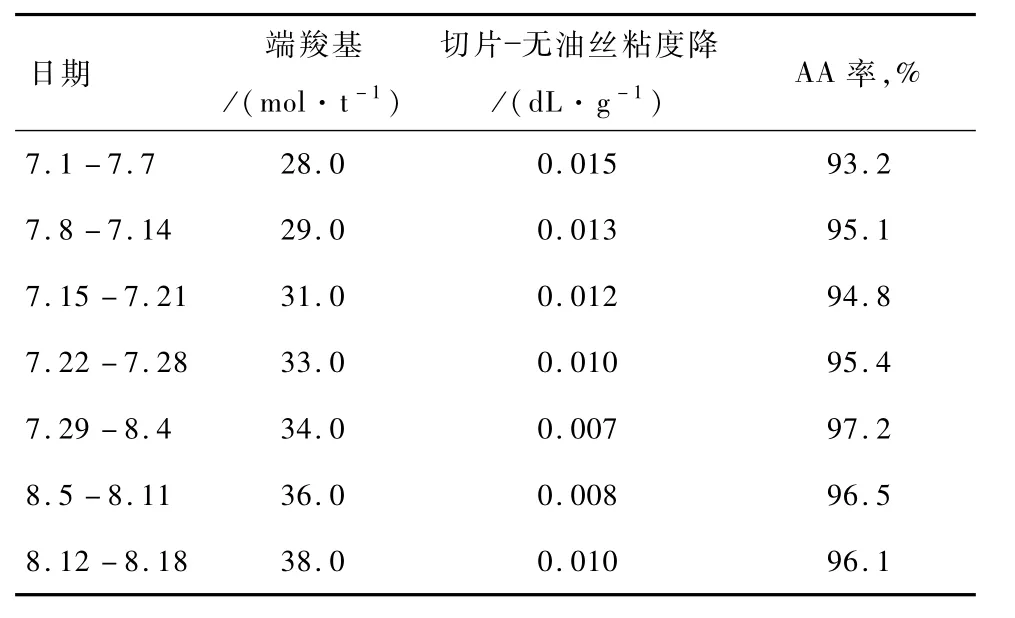
表3__不同的端羧基对应的无油丝和对产品满卷率的影响
2.3 熔体输送温度和纺丝温度对断头及产品质量的影响
熔体在输送过程中存在一定的降解,既要考虑到熔体的压力降和流动均匀性,又要尽可能减少熔体的降解。依据本套装置的熔体特性,采用低温输送有利于纺丝稳定性。当熔体换热器出口温度超过283℃以上时,熔体在管道中降解程度大,纺丝板面粘板、飘丝断头较多,满卷率低。当熔体换热器出口温度低于276℃以下时,熔体流动性差,熔体容易出现层流现象[2],即使通过带有静态混合器的熔体管道,熔体仍然出现不均匀流动,体现在管道熔体交接点处压力异常波动幅度大,熔体压力损失大。纺丝喷丝板面出现大量“硬头丝”、“竹节丝”等不良现象。工艺对熔体换热器出口温度逐步调整到278℃,管道气相伴热温度调整到280℃时,纺丝状况良好。如表4所示。
2.4 冷却条件对生产稳定性及条干的影响
生产扁平丝,既要考虑产品的扁平度,又要考虑生产稳定性和后加工的质量。扁平度主要受喷丝板孔规格、无风区、纺丝温度、冷却速度综合方面的影响。在喷丝板孔规格一定的条件下,无风区对扁平度影响最大。经过对异型孔喷丝头拉伸和剪切速率的计算,选择0.6 mm×0.06 mm规格的喷丝板板较为合适。无风区越高,冷却越缓慢,产品的伸长越大,条干均匀性变差,扁平度减小,纺丝并丝多,断头也多;但无风区过低,板面温度容易降低,喷丝板孔出现注头丝多,纺丝断头也增加。故一方面考虑生产稳定性,另一方面又考虑产品的加工性能,因此研究了不同的无风区和冷却条件对生产影响,如表5所示。
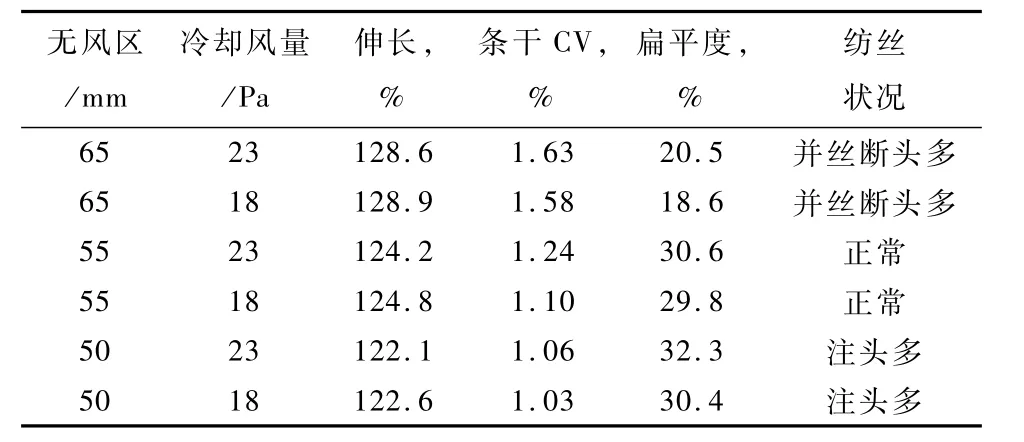
表5 无风区和冷却风量大小对物性指标的影响_
从以上试验数据看,选择55 mm无风区和18 Pa的冷却风量,能够得到合适的伸长率和扁平度,同时条干CV也较小,纺丝生产正常,能够满足后加工的质量要求。
2.5 纺丝上油和卷绕速度对生产的影响
128 dtex/144 f扁平POY丝束纺丝张力大,而且孔数多且为异形截面,丝条不容易上油造成上油不匀率高,油嘴处油剂飞溅严重。卷绕成型后丝饼毛丝多。既要考虑单丝细上移油架降低纺丝张力,又要保证丝条集束上油时温度不超过60℃,我们采用一种由日本Maruu公司设计的具有犁地型效果、扁平孔形状的油嘴OJ160来上油[3-4]。该油嘴扁平型、丝道宽、摩擦因数小,丝条可以平铺于油孔上,每孔单丝上油充分,代替了大多使用双油嘴左右分布上油方式来解决上油均匀性和毛丝问题。同时也降低了纺丝张力,降低了生产成本。
生产细旦多孔扁平丝POY,卷绕速度的高低取决于产品强伸度的大小,也决定了单位时间内产品的产量。保证产品在一定的强伸度条件下尽可能地提高卷绕速度,有利于发挥效益最大化。本装置选择了一定的熔体粘度、输送温度、无风区、喷丝板规格条件下,卷绕速度设定在2 600 m/min时POY强度在2.5 cN/dtex、伸长120%以上,能满足下游客户的加工。
3 结论
a)降低熔体粘度,提高端羧基含量到一定的范围,有利于128 dtex/144f扁平POY强伸度的提高,生产稳定好,AA率较高。
b)降低熔体输送温度和纺丝温度,熔体降解小,纺丝过程中断头减少,纺丝状况稳定。
c)试验对比发现较低的无风区和减小冷却风量,能够得到较小的条干CV值和较大的扁平度。
d)选择特殊的油嘴上油和适当的卷绕速度,产品外观良好,纺丝产量得到提高,具有较好的经济效益。
[1] 艾宝泉,刘波.PET端羧基含量对可纺性能的影响及控制[J].甘肃化工,2002,(2):11-13.
[2] 马英杰,蔡晓娇,郭群.熔体直纺PET-FDY工艺影响因素的研究[J].聚酯工业,2014,27(3):24-26.
[3] 晏金龙.熔体直纺205dtex/192 f细旦扁平涤纶的开发[J].合成纤维,2012,41(12):37-39.
[4] 晏金龙,康爱旗.多孔超细旦涤纶预取向丝上油均匀性的工艺研究[J].合成纤维,2013,42(10):38-40.
Counterm easure analysis on quality im p rovem ent of 128d tex/144 f fine denier polyester POY flat yarn by m elt direct spinning
Hu Jun
(New Fengming Group(Huzhou)Sinopec Science and Technology Co.,Ltd.,Huzhou Zhejiang 313021,China)
The process of 128dtex/144 f fine denier polYester POY flat Yarn bY 80/online melt direct spinning with circular cooling was analYzed.It showed that bYselecting appropriatemelt viscositYand melt end carboxYl value,controlling themelt transfer and spinning temperature,under the condition of no wind area 55 mm,in the optimization of processing and,AA product rate could attained 97%above.And also we could produce fine denier pol-Yester POY flat Yarn with high stretching,low evenness CV value.
fine denier;polYester POY products flat;end carboxYl;spinning process
TQ 342
A
1006-334X(2015)04-0021-03
2015-09-15
胡军(1976—),河南漯河市人,助理工程师,主要从事涤纶长丝生产管理工作。
猜你喜欢
内蒙古电力技术(2022年6期)2022-02-21
宁夏电力(2021年3期)2021-07-12
China International Studies(2021年5期)2021-01-03
纺织科学与工程学报(2020年1期)2020-06-12
陶瓷学报(2019年5期)2019-01-12
橡胶工业(2015年11期)2015-08-01
中华皮肤科杂志(2014年4期)2014-12-19
应用化工(2014年10期)2014-08-16
应用化工(2014年7期)2014-08-09
