
环氧树脂及其固化剂在浇铸母线槽系统中的应用及加工工艺
2015-06-24 08:12辽宁锦榜电气有限公司朱江董泽吕鹏
电气技术与经济 2015年1期
辽宁锦榜电气有限公司 朱江 董泽 吕鹏
0 引言
随着世界经济的飞速发展,用电精度和要求也提升了。目前国内外许多大型工矿企事业单位,高层综合性写字楼等输电系统大多采用电缆、分支电缆、空气绝缘母线槽以及密集型封闭母线槽。但在许多特殊场合,这些输配电方式都不能满足工程用电的精度要求。例如:海上钻井平台、重化工场合、矿上水下、地沟、高腐蚀性场所等[1]。固体环氧复合树脂浇注母线槽,将母排直接浇铸密封,防护等级达到IP68[2],既保留了原有母线槽系统的各项电气性能,同时又具备更高的耐火、防水、防腐和防爆等性能,能充分满足各种特殊场合的用电需求[3]。
固体浇注母线槽运用于额定电压750V以下,额定工作电流100~6300A,频率50~60Hz的输配电系统[4]。采用合理的“三明治”相线紧密叠压结构,母排直接浇铸密封,外形更加紧凑,体积小,树脂的线膨胀系数和铜十分接近,增强了母线槽系统的热稳定性[5]。无金属外壳,在有迷流的环境中工作,不会发生外壳电腐蚀现象,同时树脂材料具有较强的抗化学腐蚀性能[6]。固体浇注母线槽由树脂浇注而成,具有优良的气密性和水密性,防护等级达IP68,能经受消防水龙头喷水,可以在水中长期工作[7],也可地埋敷设,不受海拔高度限制,可长期在零下40℃的环境中工作,不开裂,可在户内外最高污染等级(4级)的环境中长期使用[8]。由于树脂绝缘性能优良,耐火性为A级,防火等级为F120,可在950~1000℃的火焰中工作90min以上保持电路不中断[9],而且树脂中不含卤素,高温时不会释放有害气体,同时能承受6J以上的机械冲击,确保使用安全[10]。
1 固体浇注母线槽的环氧树脂、固化剂及添加剂等相应选型及配比
1.1 固体母线环氧树脂选型
1)环氧树脂E-42(634#),属于低分子液体双酚A型环氧树脂,外观呈淡黄或黄色透明粘稠液体,环氧值(eg/100g):0.38~0.45,无机氯ppm:≤300,挥发份≤1%,软化点21~27℃,环氧当量(g/eg):222~263。634#环氧树脂市场上货源很少,性能同E44环氧树脂接近。
2)环氧树脂E-44(6101#),外观呈淡黄色到棕黄色高粘度透明液体,环氧值(eg/100g):0.41~0.47,无机氯ppm:≤200,挥发份≤1%,环氧当量(g/eg):210~244。6101#环氧树脂是用途最广、用量最大的品种,成型加工方便,固化后尺寸稳定性好,粘接性能优异,电绝缘性能、机械性能和化学稳定性均好。
3)环氧树脂E-39-D,色泽浅,无明显的机械杂质,环氧值(eg/100g):0.39~0.42,挥发份≤0.5%,环氧当量(g/eg):238~256。E-39-D环氧树脂离子杂质含量低,凝胶时间长,收缩率低,电导率低,合成工艺稳定,质量可靠,专用于电工浇注[11]。
1.2 固体母线固化剂的选型
固体浇注母线选用以上几种树脂,用作粘合剂时,不能单独使用,还需要加入固化剂、增韧剂、促进剂、着色剂、填充料等辅助材料。以下为几种常用的固化剂:
1)均苯四甲酸二酐(PMDA),这是一种熔点高达286℃的白色粉末,性质比较活泼。由于熔点高,难于直接加入环氧树脂中作固化剂,可以与顺丁烯二酸酐(MA)按一定比例混合以降低熔点,用于环氧树脂浇注料。用PMDA固化的环氧树脂还具有较好的耐化学腐蚀性能,对酸、碱、有机溶剂均有较好的抵抗能力。这种固化剂一般与其他有机酸酐固化剂混合使用,用以改善固化产品的耐热,耐药品性能。
2)甲基纳迪克酸酐(MNA),这是一种有较长应用历史的液态酸酐固化剂,在国外广泛通用。如果采用阶梯升温固化条件:100℃/1h+120℃/1h+150℃/2h+180℃/4h +200℃/6h,可以得到综合性能更好的固化物。与Me THPA、Me HHPA相比,MNA的黏度稍高一点,但其吸湿性小,与环氧树脂混合物的使用期长,固化时放热量少,固化后体积收缩小,固化物颜色浅,电气性能,特别是耐电弧性优良,因而国外广泛用于电器绝缘材料。另外,MNA固化的环氧树脂具有较高的热变形温度,和良好的高温长期热稳定性。
3)甲基四氢苯酐为环氧树脂产品中最重要的产品之一。主要提供给E-39-D电工浇注,广泛应用于电子、浸渍、绝缘、灌封等领域。由于甲基四氢苯酐固化的环氧树脂的电绝缘性能、机械强度、耐热性等综合性能较好,价格也相对便宜,因而用途比较广泛,主要用于发电机、机车马达线圈的浸渍,绝缘子、绝缘套管、变压器、互感器的浇注。
1.3 固体母线的材料配比
在固体浇注母线中,环氧复合树脂的材料配比尤为重要,材料配比不当有可能导致脆性大、易开裂等缺陷,而环氧树脂分子量,固化剂用量和增韧剂种类的选择,都是影响电气绝缘性能的主要要素,现选用E-39-D和E-44环氧树脂,通过调整固化剂、增韧剂和促进剂的用量,测试材料的抗冲击、抗压等机械性能,得出最佳的材料配比,材料的用量及其性能见表1和表2所示。
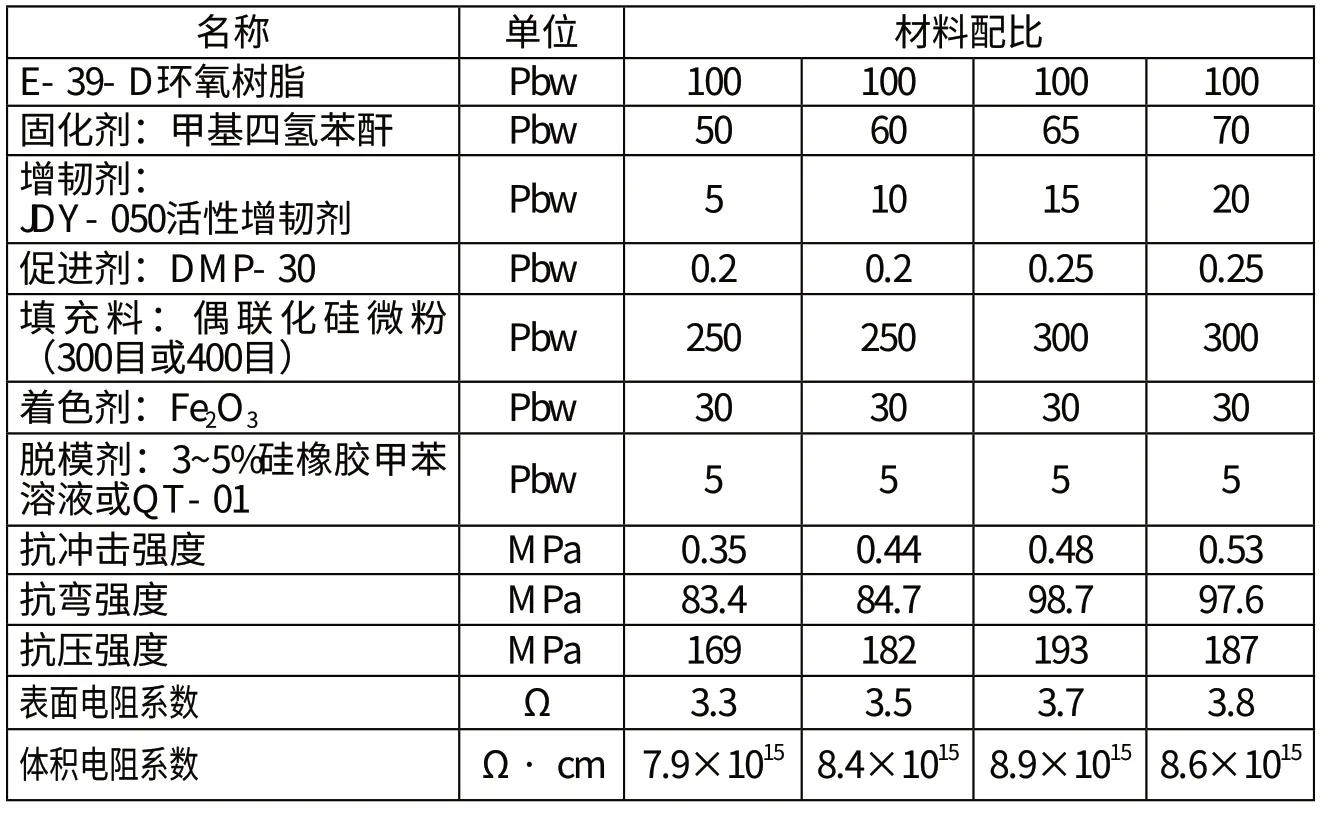
表1 选用E-39-D环氧树脂时材料配比及机械性能
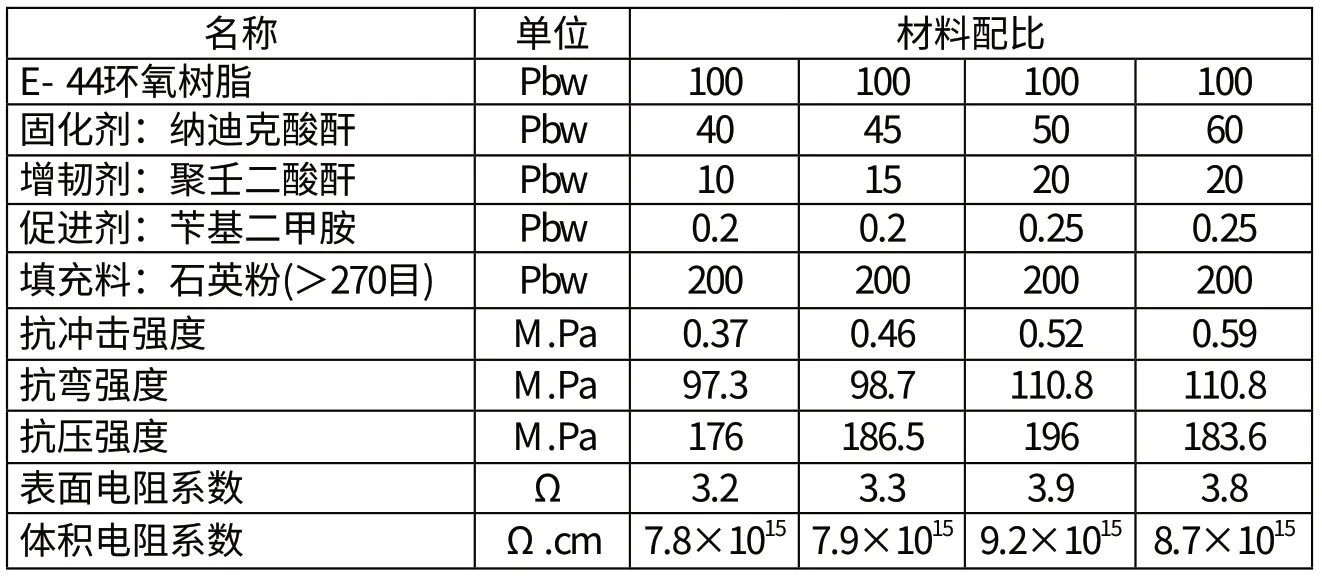
表2 选用E-44环氧树脂时材料配比及机械性能
表1固化条件为100℃/2h+130℃/7h+140℃/3h,表2固化条件为100℃/1h+120℃/1h+150℃/2h+180℃/4h+200℃/6h。综合以上数据,表2的材料配比能达到更好的综合性能,故将表2中的数据作为固体浇铸母线的配方。
2 加工工艺
(1)浇注前准备
固体母线浇注前,应擦净模具表面的水、油污等杂质,若为常用模具,则每次脱模后,应把模具表面的石膏、树脂等清除干净,待模具冷透后涂上脱模剂,脱模剂要尽量薄且全面,以利于脱模。用胶水加硅微粉调成糊状嵌于浇注模拼合缝外侧,防止渗漏,严禁封模胶流入模具内。模具装好后,进烘箱预烘2h以上,温度在125±5℃。然后按照单元分段将浇注模装配好,保证内腔和外形尺寸;根据相位在导体两端套上挡板,保证导体露出端头100mm,在模腔底部每间隔80mm放置合成树脂切块,将导体放入模腔,必要的地方塞入厚度适中的合成树脂切块,导体间插入环氧树脂隔相块,以保证相间间距。
(2)浇注
混合料配制:将硅微粉烘干,温度200±10℃,时间在8h以上,如硅微粉堆放很厚,高于200mm,则需烘干24h以上,以充分干燥为原则。在搅拌锅内先按配比加入溶化了的树脂,然后,将烘干的填料(硅微粉)徐徐倒入搅拌锅内,与树脂溶合,混合料配比如下:环氧树脂:硅微粉=100:200,以上配制的混合料在120±5℃温度的搅拌锅内进行真空脱气处理,真空度不低于665Pa,60kg以上脱气4h,60kg以下脱气2h。在另一只搅拌锅内,将固化剂、硅微粉按照固化剂:硅微粉=70:120进行混合,以上配制的混合料在50±5℃温度下,搅拌抽真空处理2h以上,真空度不低于665Pa。将固化剂、硅微粉混合料在真空下注入终体搅拌锅内与树脂硅微粉溶合,同时将增韧剂也一起加入,最后倒入促进剂(将促进剂先加在500ml左右的液态酸酐内搅拌均匀)然后倒入搅拌锅内搅拌,即可抽真空10~15min。在真空状态下,打开浇注阀门,将混合料注入模具内,待模具浇满后,在进行真空处理10~15 min。补浇模具到规定的高度,真空处理完毕,模具即进烘箱内初固化1h,环氧胶固化前在补浇一次(因环氧胶固化收缩)。
(3)固化与脱模
浇注结束后,在模具外侧用掐子将模具外壁拉紧,以避免固化过程中的发热膨胀使母线外形尺寸变化或变形。在表面固化过程中不时地在配料的表面用塑料刮子刮平,以刮破气泡并进一步促进流平。
初固化温度和时间如下:
100±5℃/2h+120±5℃/2h+130±5℃/1~2h,基本固化后,即可脱模,脱模后迅速做好初步清理,马上放入烘箱内保温继续固化,温度130±5℃,时间14h。待完全固化后,在烘箱温度为130±5℃情况下,以每小时5~7℃的速率,缓缓冷却至室温,固化后,需用硬度计检测硬度。
3 结束语
以上就浇铸母线的环氧树脂、固化剂等和加工工艺方式进行了阐述,但在实际操作过程中,影响的因素很多,树脂混合物的流动速度,浇注速率,固化温度,空气温度等都会不同程度的影响最终母线的电气和介电性能。在不同区域和环境下,配方和添加物都需作相应整合调整,才能达到最好的性能。
[1]孙景武.环氧树脂浇注绝缘全封闭式母线槽[J].低压电器,1992 (6):41-42.
[2]GB4208-2008.外壳防护等级(IP代码)[S].
[3]Chang-Chou Hwang,J.J. Chang,Y.H. Jiang. Analysis of electromagnetic and thermal fields for a bus duct system [J]. Elect. Power Syst. Res. 1998, 45(1):20-25.
[4]JB/T 9662-1999 密集绝缘母线干线系统(密集绝缘母线槽)[S].
[5]Y. Du,J. Burnett,Z. C. Fu. Experimental and numerical evaluation of busbar trunking impedance [J]. Elect.Power Syst. Res., 2000, 55 (2): 63 -69.
[6]Ho, S.L., Li, Y.,Lin, X.,Wong, H.C.A 3-D study of eddy current field and temperature rises in a compact bus duct system[J]. Magnetics, IEEE Transactions on, 2006, 42 (4):987-990.
[7]H. Hedia.Arrangement of phases and heating constraints in a busbar[J]. IEEE Trans. Magn, 1999, 35(3):.334 -343.
[8]GB7251.1-2005 低压成套开关设备和控制设备 第1部分:型式试验和部分型式试验成套设备[S].
[9]GA/T 537-2005 母线干线系统(母线槽)阻燃、防火、耐火性能的试验方法[S].
[10]Lee Henry,Neville Kris.Handbook of Epoxy Resins[M]. McGraw-Hill,New York,1967:35-43.
[11]王德中.环氧树脂生产与应用[M].1版.北京:化学工业出版社,2001.
猜你喜欢
河北地质(2022年2期)2022-08-22
建材发展导向(2022年12期)2022-08-19
石油和化工设备(2022年1期)2022-02-22
水泥技术(2022年1期)2022-02-12
科学技术创新(2020年11期)2020-01-10
纤维复合材料(2018年4期)2018-04-28
制造技术与机床(2017年10期)2017-11-28
中国机械工程(2017年4期)2017-03-09
环境科技(2016年1期)2016-11-08
工程建设与设计(2016年8期)2016-03-11
