S355J2W+N钢激光-MAG复合焊与MAG焊对比
2015-06-22 14:39谷晓鹏段珍珍谷晓燕
材料工程 2015年2期
谷晓鹏,段珍珍,邓 钢,谷晓燕
(1 吉林大学 材料科学与工程学院,长春 130022; 2 长春轨道客车股份有限公司,长春 130062)
S355J2W+N钢激光-MAG复合焊与MAG焊对比
谷晓鹏1,段珍珍2,邓 钢2,谷晓燕1
(1 吉林大学 材料科学与工程学院,长春 130022; 2 长春轨道客车股份有限公司,长春 130062)
利用激光-MAG复合焊和MAG焊进行了厚板S355J2W+N低碳钢的焊接实验,分析了两种焊接方法接头的微观组织和力学性能。结果表明:复合焊和MAG焊焊缝接头均由焊缝区、过热区、重结晶区和不完全重结晶区构成,复合焊接头截面呈“高脚杯”状特点,焊缝填充量和热影响区宽度较MAG焊明显减小。复合焊由于冷却速率快,过热区魏氏组织略有增多,硬度高于MAG焊,抗拉强度和弯曲性能与MAG焊相比,无显著差异,均能够满足生产标准的要求。
S355J2W+N;激光;MAG;复合焊;接头组织;性能
S355J2W+N低碳钢由于添加了铬、铜等合金元素,通过气候条件的影响在基体表面形成了一层具有自我保护功能的氧化膜,从而在大气环境下具有较强的耐腐蚀性,被广泛地应用于轨道车辆、石油管道和造船行业中[1-3]。
气体保护焊是在气体保护气氛中,以电弧为能源对金属进行熔化焊接的方法,特别适合于薄板焊接[4-7]。厚板低碳钢的焊接主要采用传统的自动和半自动气体保护焊多层焊接,如MAG焊、TIG焊,焊接和打磨工作量非常大,焊接和打磨产生的烟尘、电弧产生的热量使工作环境条件非常差。针对存在的问题,急需找到一种高效、污染小的焊接方法。激光-电弧复合焊通过激光与电弧相互作用,充分发挥了各自的优势,形成了一种新的高效焊接热源,可有效地提高焊接速率和熔敷率,减小热影响区,减少MAG焊接气孔和裂纹的缺陷[8-13]。
目前,激光-电弧复合焊在铝合金和不锈钢上已有较多的研究,而在厚板低碳钢上的研究较少[14]。本工作研究了16mm板厚S355J2W+N低碳钢机械手MAG焊和激光-MAG复合焊的接头组织,并对比分析了焊缝接头的力学性能,为复合焊技术在厚板低碳钢上的应用提供实验基础和理论依据。
1 实验材料和方法
1.1 实验材料
实验采用的母材为S355J2W+N板材,为正火轧制状态,主要由近等轴状的铁素体晶粒构成,并具有因枝晶偏析和夹杂物在轧制过程中被拉长所造成的“带状组织”特点(见图1)。尺寸规格为300mm×100mm×16mm,成分如表1所示。采用G 424M(C)G0(EN440—1995[15])焊丝,直径为1.2mm。焊接前对焊缝周围20mm表面进行打磨,并用丙酮去除表面油脂。
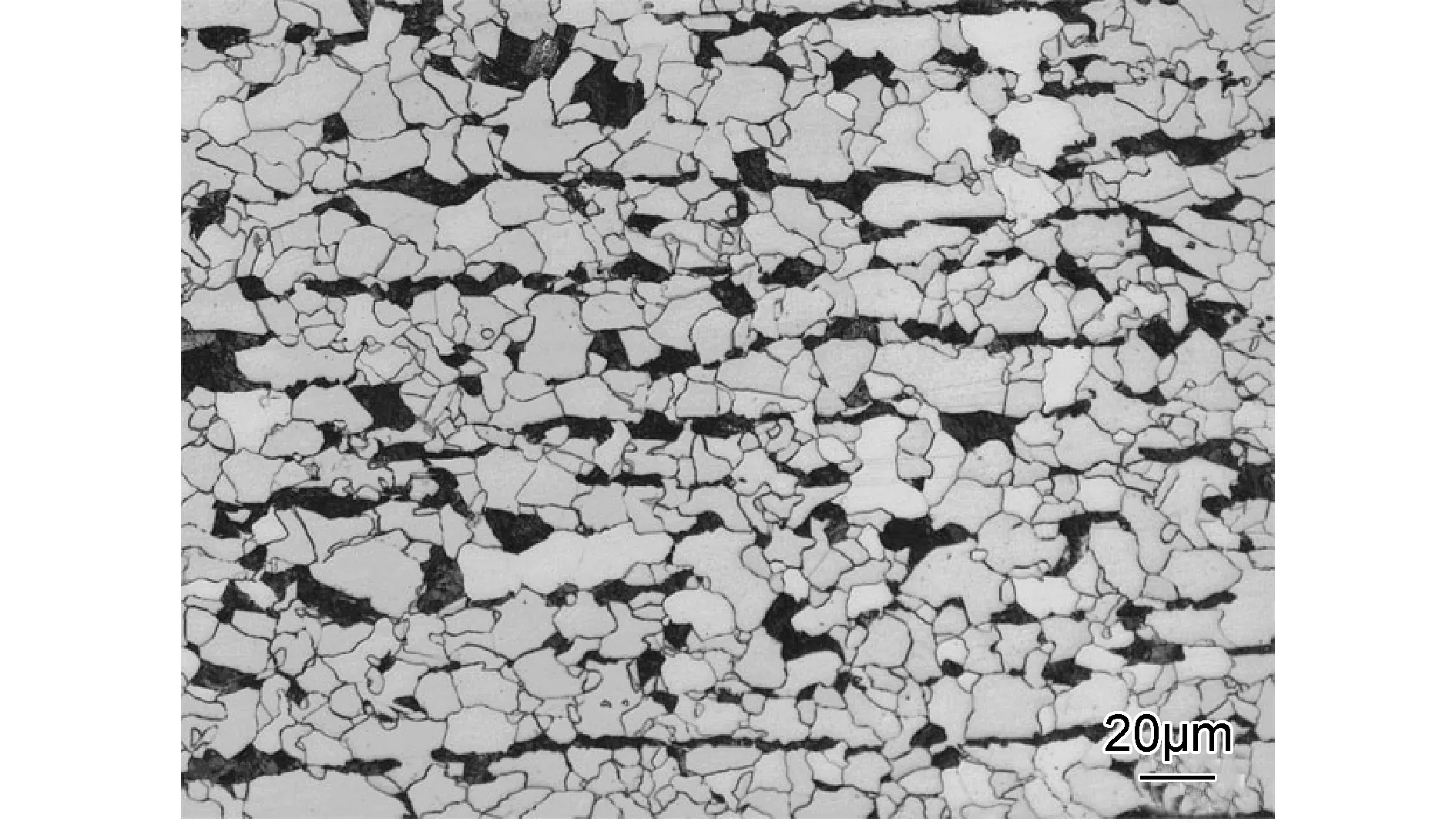
图1 母材微观组织Fig.1 Microstructure of the base metal

CSiMnPSCrCu0.160.500.50-1.50≤0.030.030.40-0.800.25-0.55
1.2 实验方法
实验使用6kW光纤激光器、6轴CNC机械手系统和500A直流弧焊电源组成的激光-MAG复合焊接设备。复合焊采用单面三层焊接,MAG焊接采用单面五层焊接,要求单面焊双面成型。焊接保护气体成分为80%Ar+20%CO2,工艺参数如表2和表3所示。实验根据标准ISO 15614—1—2004进行取样和检测。采用PMG3型金相图像分析系统、D/max 2500pc型X射线衍射仪研究焊接接头的微观组织;采用MH-3型显微硬度计测试接头的硬度分布;采用HY-1000型万能实验机进行拉伸性能测试。

表2 激光-MAG复合焊工艺参数Table 2 Parameters for laser-MAG hybrid welding

表3 MAG焊工艺参数Table 3 Parameters for MAG welding
2 实验结果与讨论
2.1 焊缝接头微观组织分析
图2为MAG焊和激光-MAG复合焊接头的宏观形貌。从图2可以看出,与常规MAG相比,复合焊接头上宽下窄,焊丝填充量大幅度降低,焊接热影响区明显减小,具有近似“高脚杯”状的突出特点。焊缝金属呈柱状晶形式,由半熔化的母材晶粒向熔池生长,柱状晶生长方向近似垂直于焊接熔池边界,具有联生结晶特点。由于复合焊焊缝底部较窄,焊缝两侧联生的柱状晶相对生长在中心线附近形成等轴晶。两种焊接方法焊缝接头均由焊缝区、过热区、重结晶区和不完全重结晶区构成。
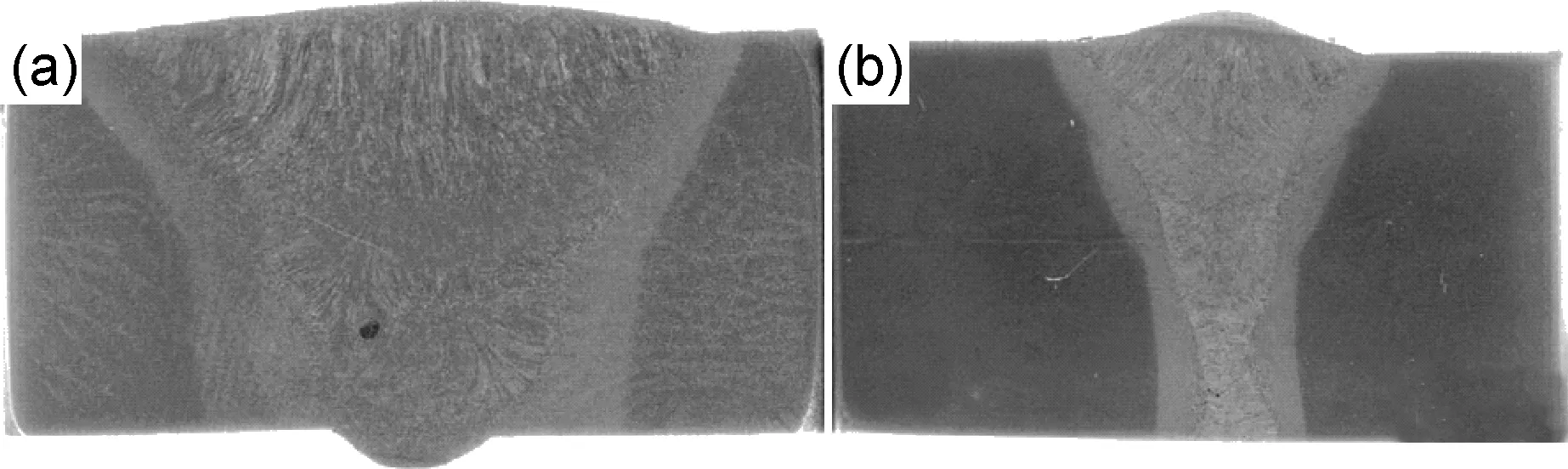
图2 接头截面照片 (a)MAG焊;(b)激光-MAG复合焊Fig.2 Cross-section picture of joints(a)MAG welding;(b)laser-MAG hybrid welding
2.1.1 焊缝区
经XRD分析,复合焊和MAG焊焊缝区相结构主要为α-Fe。图3为复合焊和MAG焊焊缝顶层 (第三层)的微观组织,为未经重熔和热处理作用的焊态组织。从图3可以看出,复合焊焊缝中块状先共析铁素体沿奥氏体晶界析出,大量的针状、条状铁素体由奥氏体晶界向晶内生长,也可见少量的珠光体组织。该区的组织形貌与MAG焊的类似,这主要是由于复合焊在顶层焊接过程中,电弧起主要作用,激光功率较小,主要对电弧起引导和稳定作用。
图4为焊缝底层(第一层)微观组织。底层焊缝受到前层焊缝的热处理作用,微观组织发生变化,与顶层焊缝相比,晶粒均有细化的趋势。复合焊在焊缝底层激光起主要作用,且由于激光功率高、焊接熔池小,在较快的冷却速率下,还产生了类似于魏氏体和贝氏体的组织(图4(b));MAG焊冷却速率较缓慢,在冷却过程中主要发生γ→α转变,最终形成具有等轴晶粒的正火组织。
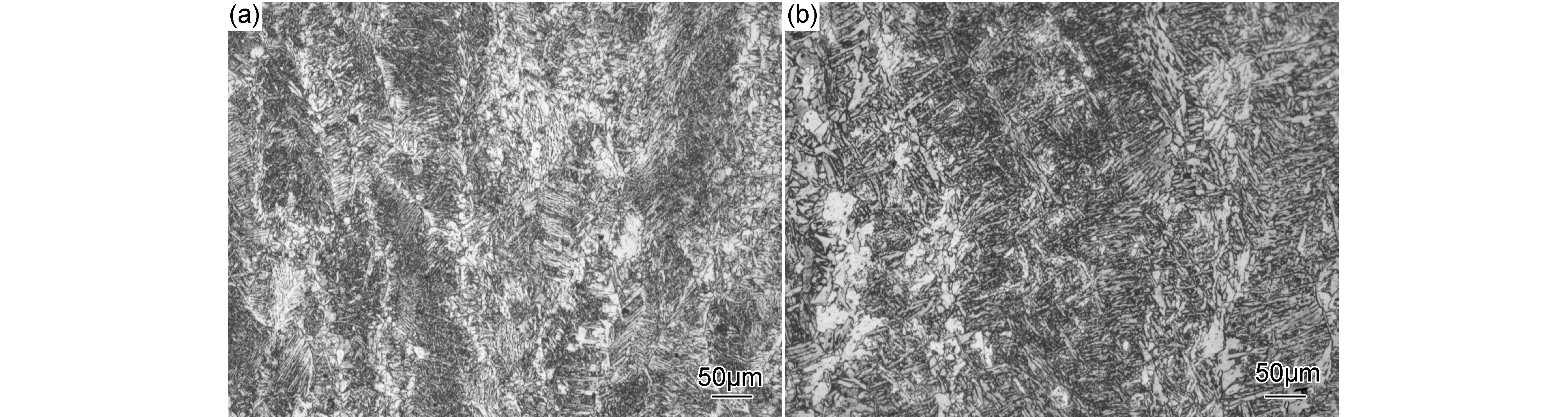
图3 焊缝顶层微观组织 (a)激光-MAG复合焊;(b)MAG焊Fig.3 Upper layer microstructure of welding seam (a)laser-MAG hybrid welding;(b)MAG welding

图4 焊缝底层微观组织 (a)激光-MAG复合焊光镜照片;(b)激光-MAG复合焊扫描电镜照片;(c)MAG焊光镜照片Fig.4 Root layer microstructure of welding seam (a)optical picture of laser-MAG hybrid welding joint; (b)SEM picture of laser-MAG hybrid welding joint;(c)optical picture of MAG welding
2.1.2 过热区
图5为接头过热区的微观组织。复合焊过热区的组织主要为过热魏氏组织,也含有少量的珠光体和贝氏体(图5(a))。在焊接热循环作用下,过热区奥氏体晶粒急剧长大,粗大的奥氏体在较快的冷却速率下形成了魏氏组织。魏氏组织中的铁素体是以切变机制沿着奥氏体的{111}晶面长大,铁素体易由晶界向奥氏体晶粒内部生长,在一个粗大的奥氏体晶粒内形成许多平行的铁素体片,在铁素体片之间的剩余奥氏体最后转变为珠光体。同时一些难溶质点(如碳化物和氧化物等)溶入奥氏体,增加奥氏体的含碳量,使动力学转变曲线右移,在快冷条件下形成少量的贝氏体。MAG焊过热区主要为沿原奥氏体晶界分布的块状先共析铁素体、珠光体组织、魏氏组织和较多的粒状贝氏体(图5(b))。复合焊与MAG焊相比,由于其冷却速率快,过热区魏氏组织增多。S355J2W+N钢属于不易淬火钢,过热区的魏氏组织是焊接接头脆化的主要原因之一,降低焊接热输入有利于控制奥氏体晶粒粗大,从而改善接头韧性。

图5 过热区的微观组织 (a)激光-MAG复合焊;(b)MAG焊Fig.5 Microstructure of overheated zone (a)laser-MAG hybrid welding;(b)MAG welding
2.1.3 重结晶区
图6为重结晶区的微观组织。从图6可以看出,复合焊和MAG焊重结晶区的组织基本相同,均为均匀细小的块状铁素体和少量的珠光体。由于在加热和冷却过程中经受了两次重结晶相变的作用,该区晶粒明显的细化,因此具有更高的综合力学性能。

图6 重结晶区的微观组织 (a)激光-MAG复合焊;(b)MAG焊Fig.6 Microstructure of annealed zone (a)laser-MAG hybrid welding;(b)MAG welding
2.1.4 不完全重结晶区
复合焊和MAG焊不完全重结晶区的微观组织也基本相似(见图7),在未经重结晶的原始铁素体之间分布着经过重结晶后的细小铁素体和少量的珠光体。该区只有部分金属经受了重结晶相变,因此是一个粗晶粒和细晶粒的混合区,并保留了母材的轧制特征。该区因存在部分未经重结晶的较粗大的铁素体,因此它的力学性能低于重结晶区。
2.2 焊缝接头力学性能分析
2.2.1 接头硬度分布
图8为距离接头上表面2mm(FL)、下表面2mm(RL)的硬度分布曲线。由于复合焊焊缝区主要为柱状、针状、条状、块状铁素体和少量的贝氏体和珠光体,因此硬度相对较高。在整个焊接接头中过热区的硬度最高,这主要归因于大量的魏氏组织。重结晶区主要由细化的等轴铁素体晶粒构成,其硬度低于过热区,但稍高于不完全重结晶区。在焊接过程中母材区未发生固态相变,因此其硬度低于焊缝区和热影响区。与接头上部的过热区相比,复合焊接头下部的过热区硬度明显提高,这主要归因于冷却速率增大导致过热区组织细化。复合焊接头硬度最高值(280HV)出现在焊缝下部的过热区,满足EN15614标准[16]中不超过380HV的要求。
图8(b)为MAG焊接头的硬度分布曲线。接头硬度分布曲线的变化趋势与复合焊相似,但硬度均值低于复合焊,这与MAG焊焊缝填充量大,冷却缓慢有关。因焊缝上部和下部宽度变化均匀,因此上表面与下表面硬度值差异较小,最高值(242HV)出现在焊缝上部的过热区。
2.2.2 接头抗拉强度
图9为复合焊接头断裂位置和断口形貌。从图9可以看出,焊接接头拉伸过程中产生明显的颈缩,且颈缩均发生在母材区,表明焊接接头的强度和塑性是不均匀的,焊缝和热影响区的强度高于母材,而母材的塑性高于焊缝和热影响区。接头断裂均发生在母材区,断口表面具有明显的塑性变形特征。MAG焊接头断裂位置、断口形貌和复合焊基本相同。从表4接头拉伸实验结果也可以看出,复合焊和MAG焊在抗拉强度、屈服强度和伸长率三方面无显著差异,接头的平均抗拉强度、屈服强度及伸长率均满足生产要求。

图9 激光-MAG复合焊接头断裂位置和断口形貌 (a)断裂位置;(b)断口SEM照片Fig.9 Fracture site and morphology of laser-MAG welded joints (a)fracture site of joint;(b)SEM photograph of joint fracture surface

WeldingmethodTensilestrength/MPaYieldstrength/MPaElongation/%SingleAverageSingleAverageSingleAverageLaser-MAGhybridwelding500.5380.430.0498.1502.6379.0380.928.828.8509.1383.227.5MAGwelding499.2375.528.2505.6503.2375.0376.929.528.5504.8380.327.7
2.2.3 接头弯曲性能
根据标准EN910—1996[17]对接头进行了180°横向侧弯实验。实验结果如表5所示。由表5可见,复合焊和MAG焊接头试样均可以弯曲180°,两组(每组三个)试样中均有一个试样出现裂纹,其余两个试样均无裂纹。复合焊裂纹位于焊缝宽窄变化的过渡区(见图10(a)),裂纹长度约2.4mm,这可能与该区存在应力集中有关;MAG焊裂纹出现在焊缝层间熔合线附近(见图10(b)),裂纹长度约0.6mm,原因可能与焊缝中存在缺陷(气孔、夹杂等)有相关。复合焊和MAG裂纹的长度均满足标准要求(小于3mm)。

表5 焊接接头弯曲实验结果Table 5 Impact test data of welding joint

图10 接头弯曲实验后产生的裂纹(a)激光-MAG复合焊;(b)MAG焊Fig.10 Crack formed in the joint after side bend test(a)laser-MAG hybrid welding;(b)MAG welding
3 结论
(1)S355J2W厚板低碳钢激光-MAG复合焊和MAG焊焊缝均由焊缝区、过热区、重结晶区和不完全重结晶区构成;复合焊接头呈“高脚杯”状特点,焊缝填充量和热影响区宽度较MAG焊明显减小。
(2)复合焊与MAG焊接头在不同的区域组织结构基本类似,但由于复合焊较MAG焊焊缝冷却速率快,过热区魏氏组织略有增多。
(3)复合焊与MAG焊接头硬度的变化趋势类似,硬度最高值均出现在过热区;复合焊的硬度值略高于MAG焊,但满足标准的要求,这也与复合焊冷却速率快有关。
(4)复合焊和MAG焊接头的抗拉强度和弯曲性能无明显的差异,拉伸后均断裂于母材,且均能做180°侧弯,抗拉强度和弯曲性能满足生产标准的要求。
[1] 卢峰华, 许鸿吉, 郭伟,等. S355J2W+N 耐候钢焊接接头的组织和力学性能[J]. 热加工工艺, 2012, 41(5):137-139.
LU Feng-hua, XU Hong-ji, GUO Wei, et al. Microstructures and mechanical properties of S355J2W+N weathering steel welded joints [J]. Hot Working Technology, 2012, 41(5):137-139.
[2] 白志范, 李贵中, 王超. S355J2W+N钢焊接接头显微组织与力学性能[J].吉林大学学报:工学版,2011,41(2): 202-204.
BAI Zhi-fan, LI Gui-zhong, WANG Chao. Microstructure and mechanical property of the welded joints of S355J2W+N steel [J]. Journal of Jilin University:Engineering and Technology Edition, 2011,41(2): 202-204.
[3] BS EN10025—5—2004, 热轧结构钢产品—第五部分: 改良耐候结构钢的交货技术条件[S].
[4] 游国强, 王向杰, 齐冬亮, 等. 线能量对挤压AZ91D镁合金GTAW焊接接头组织与性能的影响[J]. 材料工程, 2013, (10): 57-63,70.
YOU Guo-qiang, WANG Xiang-jie, QI Dong-liang, et al. Effect of line energy on the microstructure and properties of GTAW welded hot extruded AZ91D magnesium alloy joints [J]. Journal of Materials Engineering, 2013, (10): 57-63,70.
[5] ZIELINSKA S, PELLERIN S, DZIERZEGA F. Gas influence on the arc shape in MIG-MAG welding [J]. Journal of Applied Physics,2008,43:111-122.
[6] ADOLFSSON S, BAHRAMI A, BOLMSJ G, et al. On-line quality monitoring in short-circuit gas metal arc welding [J]. Welding Research Supplement,1999,78 (2):59-73.
[7] 彭建, 周绸, 陶健全, 等. AZ31与AZ61异种镁合金的TIG焊研究[J]. 材料工程, 2011, (2): 46-51.
PENG Jian, ZHOU Chou, TAO Jian-quan, et al. Gas tungsten arc welding of dissimilar magnesium alloys as AZ31 with AZ61 [J]. Journal of Materials Engineering, 2011, (2): 46-51.
[8] MAHRLE A, BEYER E. Hybrid laser beam welding-classification, characteristics, and application [J]. Journal of Laser Application, 2006, 18(3): 169-170.
[9] HU B, OUDEN G D. Laser induced stabilization of the welding arc [J]. Science and Technology of Welding and Joining, 2005, 10(1): 76-80.
[10] 朱晓明, 蔡艳, 吴毅雄. 大厚度船用高强钢激光-电弧复合焊技术研究[J]. 热加工工艺, 2009, 38(21):122-125.
ZHU Xiao-ming, CAI Yan, WU Yi-xiong. Research on laser-MAG hybrid welding process of thick ship plates [J]. Hot Working Technology, 2009, 38(21):122-125.
[11] 陈国珠, 夏风, 胡永刚, 等. ZL114A铝合金激光-电弧复合焊接头枝晶尺寸与熔宽的关系[J]. 材料工程, 2011, (11): 53-57.
CHEN Guo-zhu, XIA Feng, HU Yong-gang, et al. Relationship between the dendritic length and width of fusion zone in ZL114A casting alloy welding joints by laser-MIG hybrid welding [J]. Journal of Materials Engineering, 2011, (11): 53-57.
[12] 许飞, 陈俐, 巩水利, 等. 铝锂合金YAG-MIG复合焊缝成形特征及性能研究[J]. 材料工程, 2011, (10): 28-37.
XU Fei, CHEN Li, GONG Shui-li, et al. Weld appearance and mechanical properties of aluminum-lithium alloy by YAG-MIG hybrid welding[J]. Journal of Materials Engineering, 2011, (10): 28-37.
[13] 王敏, 杨磊, 于瑛, 等. 钛合金T-型结构单面焊背面双侧成形焊接接头组织与性能[J]. 航空材料学报, 2012, 32(1): 45-50.
WANG Min, YANG Lei, YU Ying, et al. Microstructure and properties of T-structure joints by single pass welding and double backside shaping on titanium alloy [J]. Journal of Aeronautical Materials, 2012, 32(1): 45-50.
[14] BAGGER C, OLSEN FO. Review of laser hybrid welding[J]. Journal of Laser Applications, 2005, 17(1): 55-68.
[15] BS EN 440—1995, Welding consumables-wire electrodes and deposits for gas shielded metal arc welding of non alloy and fine grain steels-classification [S].
[16] EN 15614—1—2004, 金属材料焊接工艺规程及评定-焊接工艺评定试验-第一部分:钢的弧焊和气焊、镍及镍合金的弧焊[S].
[17] BS EN910—1996, 金属材料焊接的破坏试验-弯曲试验[S].
Comparison Between Laser-MAG Hybrid Welding and MAG Welding of S355J2W+N Steel
GU Xiao-peng1,DUAN Zhen-zhen2,DENG Gang2,GU Xiao-yan1
(1 College of Materials Science and Engineering,Jilin University, Changchun 130022,China;2 Changchun Railway Vehicles Co.,Ltd.,Changchun 130062,China)
Welding research on thick low carbon steel plate of S355J2W+N was done by using laser-MAG hybrid and MAG welding. Microstructure and mechanical properties of the joints were analyzed. The results show that the hybrid and MAG welded joint is composed of welding seam zone, over-heated zone, annealed zone and local annealed zone. The cross-section of hybrid welded joint shows a goblet appearance and the wire accumulation and width of HAZ are significantly reduced compared with MAG welding. The Widmanstaten structure in over heated zone increases a little bit due to fast cooling speed in hybrid welding. The hardness is higher than that of MAG welding. There is no significant difference in the tensile strength and bending property between hybrid welded joint and MAG welded joint. The tensile strength and bending property of hybrid welded joints and MAG welded joints both meet production standards.
S355J2W+N;laser;MAG;hybrid welding;joint microstructure;property
10.11868/j.issn.1001-4381.2015.02.004
TG456.7
A
1001-4381(2015)02-0020-06
2013-06-27;
2014-04-23
谷晓燕(1979-),女,副教授,博士,研究方向为材料焊接,联系地址:长春市人民大街5988号,吉林大学材料学院(130022),E-mail:guxy@jlu.edu.cn
猜你喜欢
山东冶金(2022年2期)2022-08-08
山东冶金(2022年3期)2022-07-19
航空制造技术(2022年5期)2022-07-15
智能建筑电气技术(2022年2期)2022-02-06
失效分析与预防(2021年6期)2021-02-15
上海金属(2020年4期)2020-08-25
制造技术与机床(2019年9期)2019-09-10
武汉科技大学学报(2019年4期)2019-07-04
中国资源综合利用(2017年12期)2018-01-21
电子制作(2017年22期)2017-02-02