
电梯复合装配BOM的建立与其齐套性应用
2015-06-14 09:14:10堵士俊吉卫喜钱德成
机械制造 2015年7期
□ 堵士俊 □ 吉卫喜 □ 孙 斌 □ 钱德成
江南大学机械工程学院 江苏 无锡 214122
BOM(Bill of Material)即物料清单,详细记录了一个产品所用到的所有零部件及相关属性,亦即父件与所有子件的从属关系、单位用量及其它属性。装配BOM是在BOM的基础上,按产品、部件、分部件及组件的装配顺序重新生成的BOM,并添加了工艺、工装、作业指导书等装配工艺信息。
当前,电梯制造企业为了平衡旺季和淡季,在采购库存和自制件库存不能满足整机装配齐套性要求的情况下,通常会优先装配满足齐套性要求的半成品,以达到缩短交货期,提高客户满意度的目的,并保证装配车间持续运转,保持效益[1]。
若采用传统装配BOM结构表述上述半成品,会生成大量的半成品装配BOM数据,而其中很多装配工艺信息与整机装配BOM中的某一部分是相同的。为了减少数据冗余,简化装配BOM,笔者提出了以整机装配BOM和半成品装配BOM组成的复合装配BOM来管理不同的信息,其中整机装配BOM包含通用的物料信息和工艺、工装、作业指导书等装配工艺信息,半成品装配BOM包含具体物料的加工、采购、装配等信息,方便产品全生命周期的管理。
1 复合装配BOM的建立
1.1 整机装配BOM的建立
企业需要根据产品和各部件的装配工艺过程来安排零部件的生产计划与原材料、外购件的采购,进行生产能力、物料资源的平衡,高效利用企业资源,保证生产、装配顺利进行,同时需要确定半成品的先后齐套顺序,所以相对传统的装配BOM,整机装配BOM中的物料应具有装配工艺过程的顺序。
为了解决以上提出的问题,需要定义装配单元的概念。装配单元是在装配过程中,由一个基准零件为基础,可以独立组装达到规定的尺寸链与技术要求,作为进一步装配的独立套件、组件、部件或最终整机的一组构件。装配单元是装配件的总称,指机器中能进行独立装配的部分,这些装配单元有些在产品设计时会用一定的件号表示,但还有一些在装配图上没有用件号表示,而它们在实际装配过程中需要先由相关的零部件组装起来,构成装配图上无件号的虚拟件[2]。
为了统一标识装配图上有件号和无件号的装配件,同时描述装配件在上一级装配单元中的装配顺序,需要给装配单元编顺序号,即装配码,这样除了能够描述装配图上的虚拟件,还方便用计算机处理装配BOM,使装配BOM中的物料能够按照装配顺序依次排列。图1是装配单元装配码的编制规则。
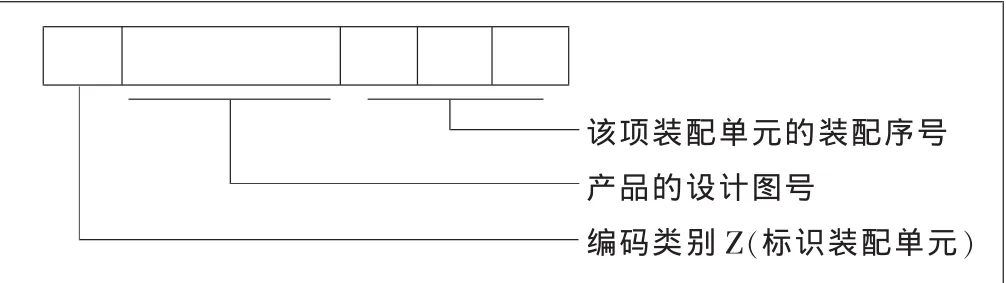
▲图1 装配码编制规则
根据装配工艺文件编制完成装配单元的编号后,调整原有的整机装配BOM,形成新的有装配顺序的装配BOM。同时,将工艺、工装、作业指导书等装配工艺信息放入整机装配BOM,这样就生成了完整的整机装配BOM。
1.2 半成品装配BOM的建立
企业在实际生产过程中总会碰到各种各样的问题,如:在订单生产过程中,有时由于采购没到位或没有及时完成生产任务,不能满足整机装配BOM的齐套性要求,这时可以先装配已满足齐套性要求的装配单元,缩短总的装配时间,及时地交付订单;企业有时为了平衡装配车间的生产任务,在生产淡季时,会提前装配需求量较大的半成品装配单元。上述情况都会生成半成品装配BOM,可以通过需要生成的半成品装配单元编号,直接从整机装配BOM中提取需要的相关基础数据,生成半成品装配BOM。因为在整机装配BOM中已经有工艺、工装、作业指导书等装配工艺信息,所以只需要根据装配生产任务,将具体物料的加工、采购信息与半成品装配BOM关联起来,另外再将装配过程中的信息也与具体的半成品装配BOM联系起来,这样就生成了完整的半成品装配BOM,可以将每个具体产品在加工装配过程中的信息都集成起来,对以后的产品全生命周期管理也给予了支持。
由整机装配BOM和半成品装配BOM组成的复合装配BOM的简要数据模型如图2所示。
2 复合装配BOM的齐套性查询算法描述
2.1 组装成套查询算法
组装成套查询是指通过输入产品编码、缓急序数和产品计划装配数量查看最多能生产多少产品和产品的半成品,其中,缓急序数用于确定产品装配的优先级,优先满足缓急序数小的产品[3]。
2.1.1 基本假设
假设已知条件:①采购库、生产库及半成品库的装配所需件及数量;②各种产品的整机装配BOM。
2.1.2 算法描述
(1) 输入需装配的产品编码 C1、C2、 …、Cn和产品的计划装配数量。
(2) 确定 n 种产品的缓急序数 M1、M2、…、Mn,M1、M2、…、Mn为正整数且互不相等。
(3)对n种产品所有装配所需件 (包括零件和装配单元)进行汇总,相同的装配所需件合并在一起。
(4)从采购库、生产库、半成品库搜索到汇总总表中各种装配所需件的数量,并求和。
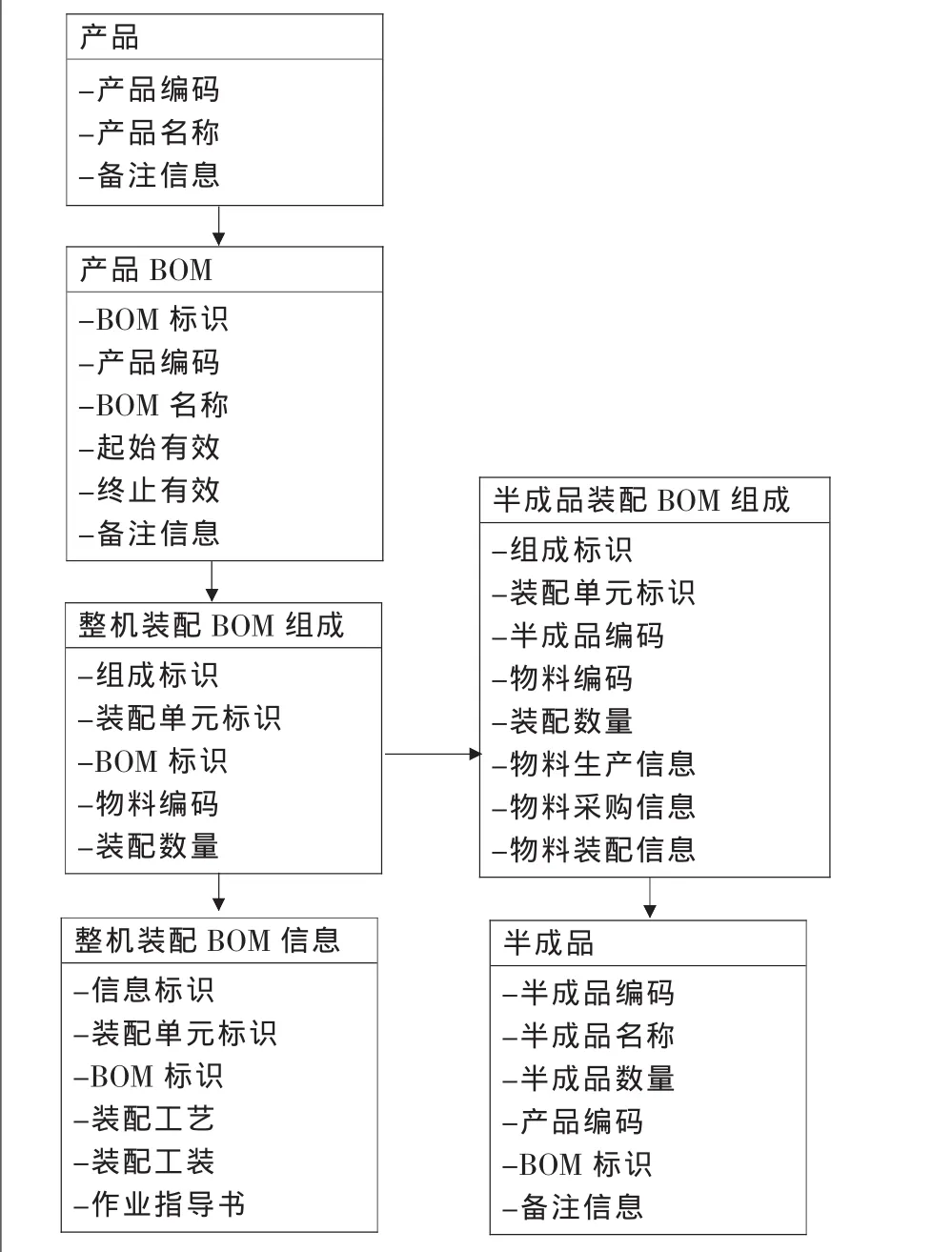
▲图2 复合装配BOM的模型
(5)对M=1的产品,取其整机装配BOM,根据先顶层装配单元、后次层装配单元、最后零件的选用原则,从汇总总表中逐一地选用一个C1产品所用的装配单元和零件,直至所有C1产品的装配清单配置完成,或剩余的装配单元和零件不满足一个C1产品的齐套性要求,输出C1产品的齐套数N1和每套C1产品的装配清单,同时减少汇总总表中相应的装配单元和零件数。当剩余的装配单元和零件不满足一个C1产品的齐套性要求时,按照先第一个顶层装配单元,后相应次层装配单元,再下一个顶层装配单元,后相应次层装配单元直到最后一个顶层装配单元的顺序,输出满足剩余C1产品的半成品齐套要求的装配清单,同时减少汇总总表中相应的装配单元和零件数。最后输出产品成套所缺的零件汇总表和零件数量,方便指导生产和采购。(6)对M=2的产品,按步骤(5)的方法重复进行。(7)输出n个产品的齐套数、每个产品的装配清单和每个半成品装配清单。
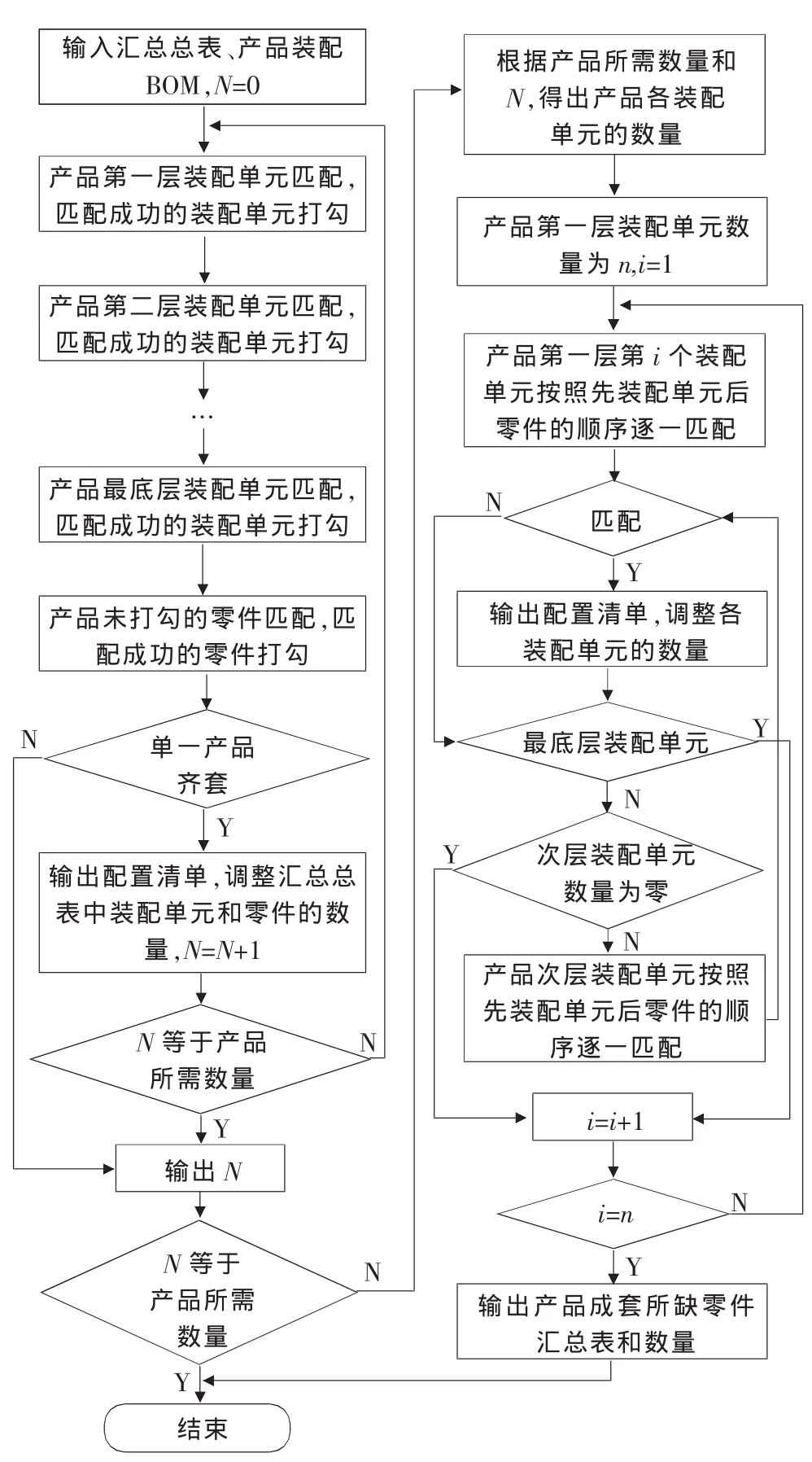
▲图3 组装成套查询算法步骤5)的流程图
图3所示为组装成套查询算法步骤5)的流程图。
2.2 成套缺件查询算法
成套缺件查询是指输入产品编码和其需要装配的数量查看装配所需件数量是否满足,以及不满足时的缺件情况。其中,装配所需件是指所有用于装配产品或半成品的自制件和采购件[3]。
2.2.1 基本假设
假设已知条件:① 采购库、生产库、采购在途及生产车间在制的装配所需件及数量。②各种产品的整机装配BOM。
2.2.2 算法描述
(1)载入组装成套查询时生成的产品成套所缺零件汇总表。
(2)输入一种或多种预装配产品编码C1、C2、…、Cn,以及对应数量 N1、N2、…、Nn。
(3)对n种产品的所有装配所需件进行汇总,并与产品成套所缺零件汇总表进行汇总合并,将相同的装配所需件的数量合并求和,该数量即为装配所需件的装配数量。
(4)从采购库、生产库、采购在途订单和生产车间搜索汇总表中各种装配所需件的数量,并求和。
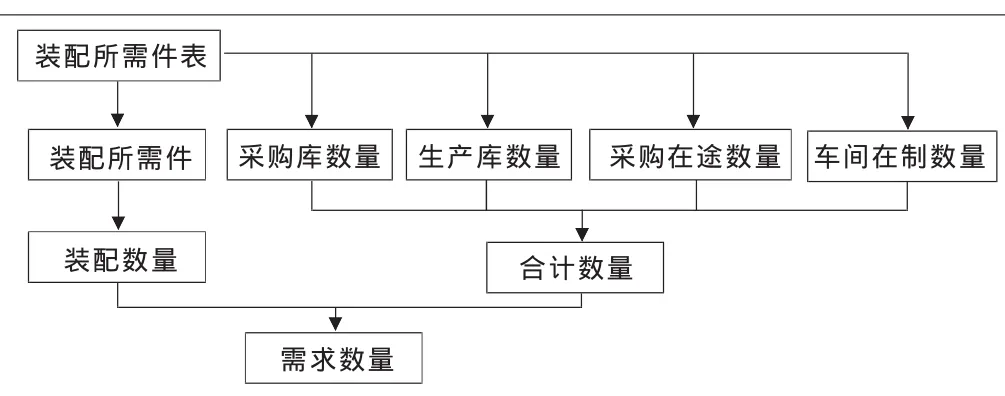
(5)计算各种装配所需件的需求数量。某装配所需件需求数量=装配所需件的装配数量-某装配所需件合计数量。
(6)输出相应的采购库、生产库、采购在途和生产车间在制的装配所需件存量、合计量及成套缺件查询后的需求数量,据此向采购部门和生产车间下达任务,保证按时完成订单。
图4所示为成套缺件查询算法的数据关系。
3 复合装配BOM的齐套性查询应用
通过对组装成套和成套缺件两者的查询,可以有效地确定是否能够生产出计划装配的产品以及所需的装配所需件,另外还可得出未齐套产品的缺件数量,不同的管理人员可以利用这些信息完成他们的任务。
对于计划调度员而言,可以根据成套缺件查询目前零件的缺件情况,若采购件缺件,则督促采购部门及时安排采购计划,若自制件缺件,则督促车间主任安排生产或加快生产进度,这样可以减少因为采购件或自制件缺件导致的装配推迟现象。此外,计划调度员可以预测一段时间的产品订单需求,并根据查询得到缺件情况,提前做好采购计划和生产准备计划。对于采购部门主管而言,可以根据计划调度员给出的采购件缺件情况,及时安排采购计划并督促生产厂家及时发货。对于加工车间主任而言,可以根据计划调度员给出的自制件缺件情况和生产进度,及时安排生产或调整生产计划,尽快满足装配所需件的需求。对于装配车间主任而言,可以直接根据组装成套查询产品的齐套情况和具体的装配清单,及时安排装配计划。
▲图4 成套缺件查询算法的数据关系

▲图5 组装成套查询界面

▲图6 成套缺件查询界面
复合装配BOM模型的齐套性查询应用可以帮助电梯制造企业及时有序地安排生产订单的生产,零部件的缺件情况也能得到及时反馈和处理,解决了企业实际生产中存在的问题,提高了生产效率。
4 实例
通过对以上关键技术进行研究,开发了面向电梯产品的装配齐套性查询模块。
图5所示为组装成套查询的界面,在进行组装成套查询前,先输入产品编码、对应需要装配的数量和产品生产的缓急序数,然后进行查询,查询结果包括所有齐套的单个产品的配置清单、产品的成套数、所有齐套的单个装配单元(即半成品)的配置清单以及未齐套的产品和装配单元的零件汇总表。
图6所示为成套缺件查询的界面,在进行成套缺件查询前,先输入预装配的产品和装配单元编码和对应需要装配的数量,然后进行查询,查询结果包括之前得到的未齐套的产品和装配单元的零件汇总表、预装配的零件汇总表、两者合并组成总的零件汇总表以及按照零件汇总表需要的装配所需件的需求数量,根据需求数量可以发现零件缺件的情况和数量,这样可以根据缺件情况安排采购和生产,及时有序地完成生产订单。
以整机装配BOM和半成品装配BOM组成的复合装配BOM,可以高效地管理与装配相关的信息,减少数据冗余,满足企业在实际生产装配中提出的要求。同时,在装配齐套性查询中也得到了很好的应用,能够先装配出产品的一部分,再装配整个产品,避免订单生产延期,及时把产品交付给客户。装配齐套性查询模块还能够显示零件缺件的情况和数量,相关部门可以及时安排采购和生产任务。
[1]王涛.离散装配制造业中柔性的装配工艺BOM模型建立及应用[J].制造业自动化,2013,35(5):59-61.
[2]陈宗舜.装配 BOM 的形成[J].制造技术与机床,2005(9):105-106.
[3]王福吉,贾振元,王林平,等.装配齐套性查询系统的设计与开发[J].现代制造工程,2007(11):82-84.
[4]费逸超.复杂机电产品装配过程生产任务全生命周期管理系统[D].重庆:重庆大学,2013.
[5]Huang D Y,Liu M Z.Design and Implementation of Manufacturing Execution System (MES) for Automobile Main Gear Reducer Assembly Line [J].Advanced Materials Research,2012,468:111-114.
[6]YokoyamaM.Flow-ShopSchedulingwithSetup and Assembly Operations [J].European Journal of Operational Research,2008,187(3):1184-1195.
[7]周养萍,亓江文.飞机部件数字化装配技术研究现状与思考[J].机械制造,2013,51(8):38-41.
[8]张佳朋,刘检华,宁汝新,等.面向离散型装配的过程和数据集成管理技术[J].计算机集成制造系统,2011,17(4):716-725.
[9]田润心.模块化装配生产在汽车总装生产工艺中的运用[J].机械制造,2012,50(1):62-63.
[10]周健,王爱民,李周瑜.复杂产品装配执行过程的渐增式物料齐套与周转状态管理技术 [J].计算机集成制造系统,2014,20(7):1583-1598.
猜你喜欢
中国钢铁业(2022年8期)2022-12-21 06:44:10
中国钢铁业(2022年7期)2022-12-21 06:09:58
中国钢铁业(2022年4期)2022-07-06 08:54:34
石材(2022年2期)2022-05-25 13:04:26
石材(2022年1期)2022-05-23 12:48:16
河南水利年鉴(2020年0期)2020-06-09 05:45:10
食品界(2020年4期)2020-05-03 14:00:07
小学生学习指导(低年级)(2019年3期)2019-04-22 03:34:42
小猕猴智力画刊(2016年6期)2016-05-14 21:40:48
现代企业(2015年5期)2015-02-28 18:51:08
