
智能水平仪检测装置的研究与开发*
2015-06-09 22:37赵焕宇
计量技术 2015年11期
赵焕宇
(辽宁省大连市计量检定测试所,大连 116033)
智能水平仪检测装置的研究与开发*
赵焕宇
(辽宁省大连市计量检定测试所,大连 116033)
结合步进电机驱动与视觉处理技术,设计了一种水平仪自动检测装置,采用Labview软件系统NI Vision开发了其中的视觉处理模块,模块化开发优化了软件设计过程。在装置开发过程中,对图像采集系统及步进电机驱动电路进行了大量实验,证明了设计方法可靠实用,符合计量校准规范要求,提高了水平仪检测的检测精度和效率,可以用于气泡式水平仪的计量溯源。
步进电机;视觉处理;Labview;NI Vision
0 引言
目前国内计量检定机构大都使用杠杆螺丝副式水平仪检定装置检测气泡式水平仪的刻线示值误差。检测时通过人工转动手轮带动杠杆螺丝副使工作台产生微小倾角变化,通过人工判断水泡刻线误差。近年来,国内相关生产厂家也对水平仪检定器产品进行了不同程度的技术改进,如利用光栅尺和数显装置替代了微分筒读数,既消除了检定过程中机械部分螺纹回程误差又很大程度的提高了读数精度,但未能消除完全凭人眼判断水泡与刻线相对位置所带来的稳定性和重复性误差,同样也无法解决要对刻线逐一静止检定,工作效率较低等诸多问题[1]。
本文所阐述的智能水平仪检测装置是针对现有水平仪检定装置进行自动化和智能化的技术改造,以步进电机代替人工为系统提供匀速可控转动,利用高清镜头进行图像采集和处理,替代人眼观测。采用NI公司的Labview软件开发上位机软件系统,对校准数据进行量化分析,实现对气泡式水平仪计量指标的准确有效检测,做到了试验过程的动态可控。
1 技术原理及测量方法
本次改造是通过在原有检定器外围增加功能模块的方式进行,在实际运行中,以行星减速步进电机模块提供匀速、可控转动,使水平仪检定器工作台产生对应的倾角变化,单片机模块记录表示转动角度的驱动脉冲数,通过限位模块保证水平仪鼓轮转动不超出可动范围;利用高清工业镜头对水平仪读数面图像进行采集和处理,替代人眼观测,对被检水平仪气泡运动进行跟踪与判断,依次记录气泡与每条读数刻线相切时的脉冲数;将气泡通过两条刻线间的脉冲数之差通过特定的系数换算,就可以将检测结果量化,进而对检测结果进行判断。系统设计示意图如图1所示。

图1 系统设计示意图
2 智能检测装置的实际工作效果
本系统的控制信息以及检测数据都是根据工业镜头采集到的图像数据进行的,能否得到良好的图像直接关系到系统的性能,所以对图像预处理是非常必要的,目的就是去除图像噪声干扰,恢复图像的本来面目,真实可靠的图像是数据检测和系统控制的前提。根据本检测系统的特点,需要对原始图像作滤波、平滑、锐化、增强处理等[2]。
检测目标的确定,亦关注区ROI的设定。在机器视觉系统设计中,是从关注区中提取测量指标而不是从整个图像中。因为本系统设计思路是工业镜头和待检水平仪始终处于相对静止,待处理的图像中被测物体始终保持在相同的位置和方向,唯一的变化是水平仪液泡随水平仪检定器手轮旋转而做直线运动,所以直接定义了关注区ROI,实际效果如图2所示。

图2 水平仪图像设置ROI后的实际效果
为了获取水平仪刻度以及液泡顶端坐标。通过调用Ni Vision函数中的IMA QLine Profile.VI,获取ROI直线上的像素值[3],以数组的形式返回直线上分布的像素大小,将其输入进波形显示控件,形成一个最大值是255、最小值为0的波形图,尖峰的位置坐标就是玻璃管刻度和液泡顶端的位置坐标,可以通过算法程序得到像素数组值的最大值以及与其对应的索引坐标,就可以确定水平仪玻璃管刻度和液泡顶端位置坐标。显示效果如图3。
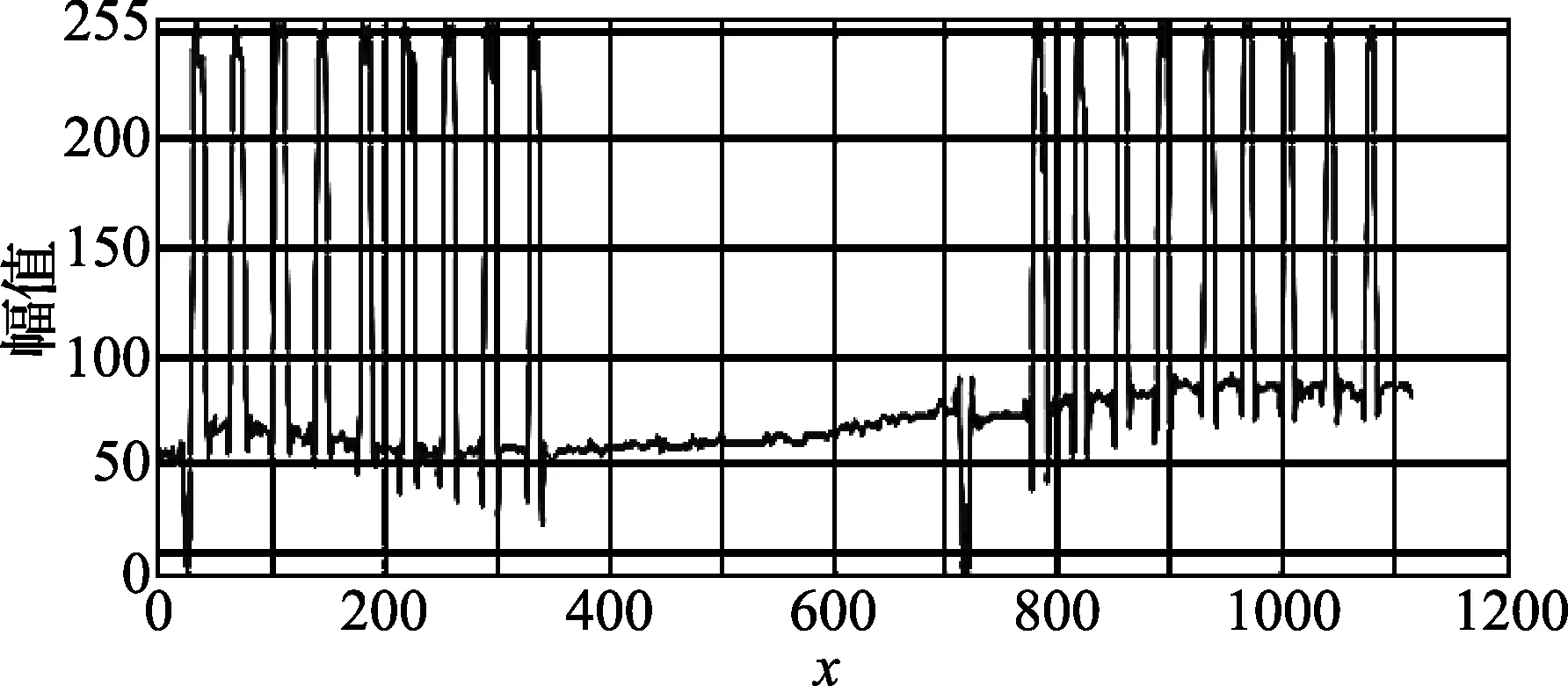
图3 原始图像对应的波形坐标
3 装置改造后的误差来源分析
改造后的装置各方面运行良好,为了确保其可靠性,我们从以下几个方面对其进行误差分析。
3.1 机器视觉读数判断能力
首先对机器视觉的分辨力进行分析,通过与人眼的分辨力进行对比论证系统采用机器视觉的可行性与合理性。
人眼的极限分辨力:查阅相关文献,得到两个数值。一是在中等亮度、中等对比度及对应的最佳距离(0.668m)的条件下,人眼的分辨力为0.2mm;另一个根据瑞利准则,利用公式:
(1)
式中,θ为最小分辩角;l 为入射波长;D为光学仪器入射直径。
一般人的虹膜直径约为3~5mm,充足光线,取虹膜直径为3mm,肉眼对波长约555nm的光最敏感,可以得到人眼的最小分辨角为:
θ=1.22×555×10-9/(3×10-3)=0.000226,在人眼明视距为250mm条件下的极限分辨力为:
Δy=2×250×θ=0.113mm
(2)
机器视觉的分辨力由以下三个方面的因素决定:软件图像算法、相机光学系统畸变以及成像光路误差。
软件图像算法误差:在图像处理中,我们采用Labview和NI Vision实现,根据相机的视场与分辨率,通过公式:特征分辨力=(视场/分辨率)×2,相机的分辨率为1280×768,横向成像宽度为50mm,则相机横向特征分辨力即软件图像算法误差为:
(50/1280)×2=0.078125mm
(3)
相机光学系统畸变:在一般的机器视觉应用中,由于需要精确定位的要求,通常需要对相机进行畸变修正。而在本装置中,由于采集到的图像并不需要进行定位,只需要完成相对位置的判断即可,实际并不需要进行畸变的修正,该影响量可忽略不计。
成像光路误差:由于水平仪的结构,相机采集到的图像实际是将三维信息转换为二维的信息,而在实际应用时,水平仪的玻璃管与外部的防尘玻璃/有机玻璃都会引入误差,只有摄像机正下方的读数点才是零误差的。在这里进行最坏情况分析,即相机视场的最边缘位置。利用一个简化的模型来评估玻璃厚度的影响,将成像路径简化为如图4所示。在这里做了两个简化处理:一是将两层玻璃的影响做合并处理,不计算玻璃的折射影响;二是忽略读数时水泡端读数切线位置的微小变化影响。
测试条件为:相机距离读数面距离为400mm,相机视场为50mm,合并的玻璃厚度为2.5mm,刻线间距为2mm,最边缘的两条刻线的误差分别是x0,x1。利用正切与平行关系有:
(4)
两刻线间之差为x0-x1=0.0125mm,根据正切函数性质,该值为最大值,为光路误差。

图4 简化光路
将软件图像算法误差与光路误差进行合并,在最不理想的情况下,得出机器视觉系统的分辨力为:
(5)
与人眼的极限分辨力相比较,机器视觉分辨力更高,这个精度可以一直保持,避免了人眼存在的疲劳和个体差异等因素影响。
3.2 步进电机模块转动精度
由电机模块结构决定,影响系统精度的因素有:脉冲计数误差、减速装置不均匀以及机械振动影响。
脉冲计数误差:影响脉冲数与转动角度的量有步进电机驱动角、减速比、驱动电流细分数,在本次应用中有:1步进计数=360°/(200×264×32),对于检定器显示刻度为6°/格,每格刻度对应的脉冲数为:6×200×264×32/360=28160,对于规格为0.02mm的水平仪,水平仪气泡移动一个刻度区间需要转动的格数为6格,理论上记录的脉冲数为168960,只要系统驱动步进电机的脉冲数足够多,系统中脉冲计数误差影响可以忽略不计。
减速装置不均匀:机械固有,实际测试比较小,通过实验可以在软件设计中对其进行修正。
机械振动影响:通过采用相互隔离的工作底座、柔性连接以及其它减震措施,实际的测试运行过程中机械振动的影响可以忽略不计。
步进电机模块能提供均匀、连续和可控的转动,与人工方式比较,避免了转速波动的发生,有利于缓解水平仪气泡在玻璃管中的粘滞现象。
通过比对的方法完成系统性能测试,对采用传统装置进行检测的数据与改造后的装置测试数据进行对比试验,验证系统工作情况及性能,分析测量数据及测量过程,找到影响测量精度的因素并加以改进。使用分度值为0.005mm/m的水平仪检定器校准一台分度值为0.02mm/m的水平仪,传统装置与改造后的装置取得的数据分析如图5。

图5 传统方法、自动检测数据分析
分析两种方法取得的数据可以看出,传统方法因检定人员个体判定标准差异导致校准结果的稳定性和重复性一致性较差,也无法解决要对刻线逐一静止检定、工作效率较低等诸多问题。水平仪自动检测装置取得的数据一致性较好,而且只要驱动步进电机脉冲数足够多,装置的精度也会得到相应提高,实现了试验过程动态连续检测,大大提高了检定系统精度和工作效率。
4 结论
传统的水平仪检测校准采用人眼识别判断的方法费时费力,研制成功的智能水平仪检测装置综合运用视觉处理技术,结合Labview相关工具软件,能够自动检测,达到了预期的设计效果,能够满足水平仪校准规范对检测标准装置的要求,节省了人力的同时也提高了检测结果的客观性和精确性,研究成果在计量检定校准行业中具有很好的应用前景。
[1] 贺凯琴.水平仪的调修及保养[J].中国计量,2005(5):57-58
[2] 王庆有.图像传感器应用技术[M].北京:电子工业出版社,2006
[3] 王建民,浦昭邦,刘国栋.提高图像测量系统精度的细分算法的研究[J].光学精密工程,1998,6(4):44-50
[4] 何宝泉,雷振山.基于机器视觉的螺纹测量技术[J].计量技术,2005(2).:21-23
[5] 赵易彬,王振文.基于Lab VIEW的数据采集系统[J].中国计量,2006(10)
[6] 陈志坤,马晓峰.基于Labview的图像检测系统的设计及实现[J].河北理工学院学报,2003,25(3):40-45
[7] 李瑞,周冰,胡仁喜.Labview 2009中文版虚拟仪器从入门到精通[M].北京:机械工业出版社,2010
*课题项目:辽宁省质量技术监督局科技计划项目:2011607
10.3969/j.issn.1000-0771.2015.11.12
猜你喜欢
新技术新工艺(2022年10期)2022-11-21
工程与试验(2022年3期)2022-09-27
少儿美术(2020年1期)2020-12-06
中国设备工程(2020年16期)2020-08-28
科学技术创新(2020年20期)2020-08-11
质量技术监督研究(2018年6期)2019-01-15
通信电源技术(2018年8期)2018-10-15
测绘工程(2018年1期)2018-01-09
制造技术与机床(2017年8期)2017-11-27
职教通讯(2013年27期)2013-11-12
