
脂肪酸乙酯合成工艺研究
2015-06-09 03:27:21王海东郝凤岭
化工科技 2015年1期
王海东,丁 斌,郝凤岭,关 昶,李 祥,刘 群
(吉林化工学院 化工与生物技术学院,吉林 吉林 132022 )
脂肪酸乙酯具有许多优良特性,如润滑性、柔软性、铺展性等,被广泛应用于化妆品、医药、塑料、纺织、皮革、机械切削加工等行业[1-4]。目前,在生物柴油研究方面,大多数的研究集中于脂肪酸甲酯,即由植物油和甲醇进行酯交换反应生成脂肪酸甲酯,而利用植物油或餐饮废油和乙醇制备脂肪酸乙酯则研究很少,乙醇与甲醇相比,具有易得、无毒、可再生、工艺条件温和等优势[5-13]。据文献报道,大豆油基油墨是近年来国外比较流行的环保油墨之一,但是由于大豆油的黏度较高,对纸张纤维的渗透性较低,故需对其改性,一种方法就是通过与乙醇进行酯交换反应合成脂肪酸乙酯[14]。脂肪酸及其衍生物来自于天然产物,最新的研究表明,脂肪酸及其衍生物可用于控制有害生物,毒性低,可生物降解,无残留,符合环保方面的要求,引起了研究人员的关注,一方面,脂肪酸乙酯作为农药可以防止水中繁殖害虫;另一方面,作为农药助剂,有利于提高有效成分的活性和分散性[15]。此外,脂肪酸乙酯还可以开发更高附加值保健品,如作为制备蔗糖多酯的原料,以及应用于与人体广泛接触的洗涤、化妆品行业,如作为脂肪酸乙酯磺酸盐的原料[1,16]。
油脂通过酯交换反应合成脂肪酸甲酯采用的催化剂有对甲苯磺酸、KOH、NaOMe、脂肪酶、Na2SiO3/Al2O3、CaO、Ba(OH)2、Ca(MeO)2等[17],合成脂肪酸乙酯的催化剂有KOH、NaOH、NaOMe[18]、脂肪酶等。作者以大豆油和乙醇为原料,以碱催化进行酯交换合成脂肪酸乙酯,通过单因素实验和正交实验研究脂肪酸乙酯合成的最佳工艺条件,并进行验证。
1 实验部分
1.1 试剂
大豆油:一级食用大豆色拉油,辽宁富虹油品集团有限公司;NaOMe、高碘酸钾、硫代硫酸钠:分析纯,天津市大茂化学试剂厂;碘化钾:分析纯,天津市北方化玻购销中心。
1.2 脂肪酸乙酯的制备
反应装置为带有搅拌器、冷凝器和液相温度计的250 mL四口烧瓶,采用水浴加热。按物质的量比向四口烧瓶中加入计量的乙醇、大豆油和NaOMe催化剂,搅拌、加热,随着油脂转化率的提高,反应液温度逐步上升,一定温度条件下,酯交换反应一段时间后,结束反应。反应液经冷却、过滤出催化剂后,置于分液漏斗中静置分层。分出下层甘油相,上层为粗产物脂肪酸乙酯,分别称重,计算酯交换率。
1.3 甘油含量的测定及酯交换率的计算
依据GB/T 13216.6—1991《甘油试验方法 甘油含量的测定》,采用皂化—高碘酸钾氧化法,确定原料油脂的平均相对分子质量;通过测定原料油和粗产物皂化后的甘油含量,由下式计算酯交换率(%)[12]:
酯交换率=1-粗产物皂化后的甘油量/原料废油脂皂化后的甘油量
2 结果与讨论
2.1 催化剂类型对酯交换率的影响
在n(醇)∶n(油)=5∶1、酯化反应时间4 h、一定温度条件下,考察催化剂类型Na2SiO3,CaO,MgO,Ba(OH)2,NaOMe对酯交换反应的影响,见表1。

表1 催化剂类型对酯交换率的影响
实验发现以Na2SiO3,CaO,MgO,Ba(OH)2作为催化剂,产物几乎无分层现象,甘油产生量极少,酯交换率很低,而当以NaOMe催化时,出现明显的分层现象,酯交换率约95%。因此,选用NaOMe为催化剂。
2.2 w(NaOMe)对酯交换率的影响
在n(醇)∶n(油)=5∶1、酯化反应时间4 h、一定温度条件下,考察w(NaOMe)对酯交换率的影响,结果见图1。
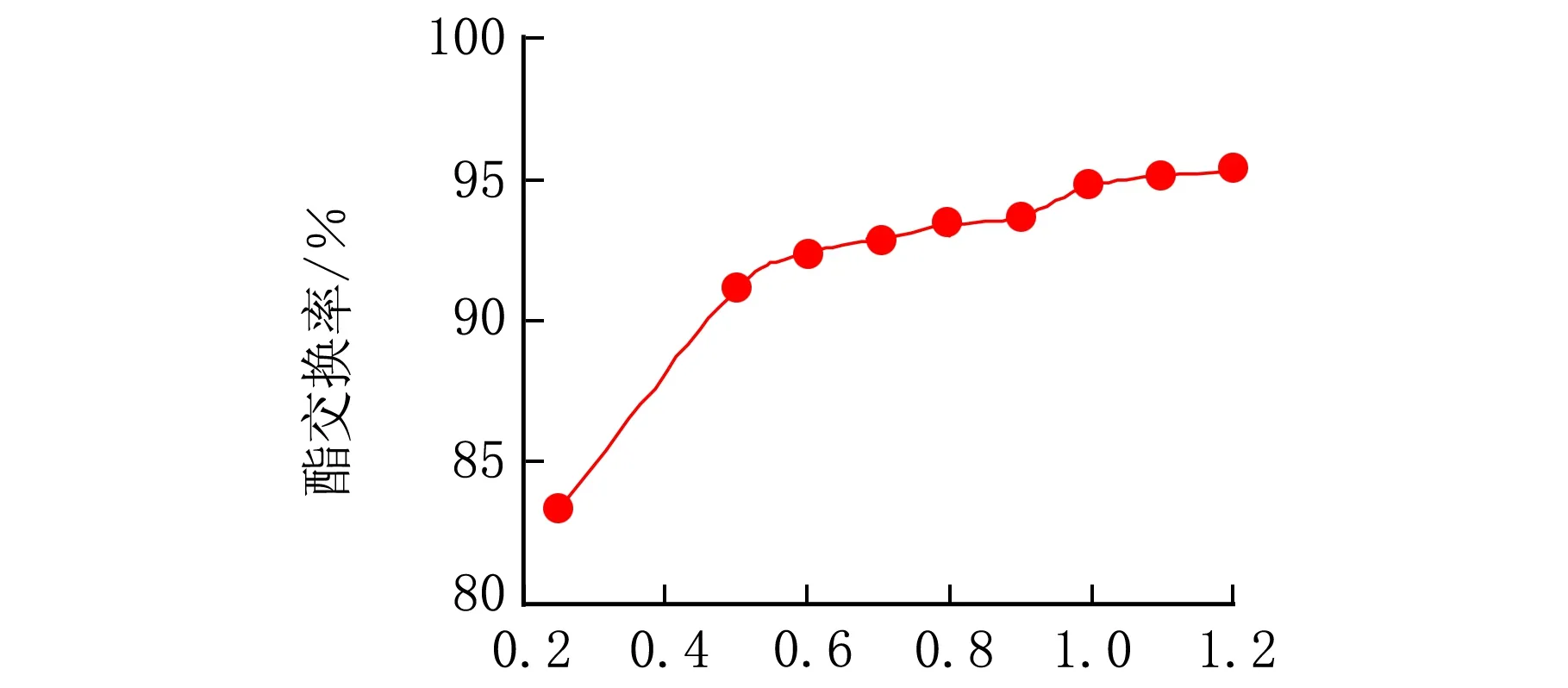
w(NaOMe)/%图1 w(NaOMe)对酯交换率的影响
从图1可以看出,随着w(NaOMe)的增大,酯交换率起初提高幅度较大,之后趋于平缓。这是因为,开始时,随着w(NaOMe)的增大,反应所需活化能降低,反应速率增大,原料油的酯交换率提高;当w(NaOMe)=1.0%时,原料油的酯交换率达到94.8%;继续增大w(NaOMe),会出现凝胶现象,导致反应速率降低,原料油的酯交换率增幅趋缓。
2.3 n(醇)∶n(油)对酯交换率的影响
在w(NaOMe)=1.0%、酯化反应时间4 h、一定温度条件下,考察n(醇)∶n(油)对原料油酯交换率的影响,结果见图2。
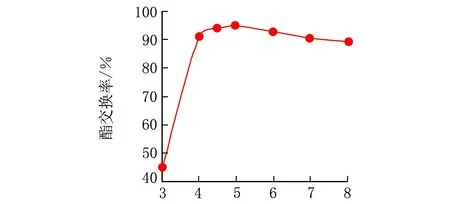
n(醇)∶n(油)图2 n(醇)∶n(油)对酯交换率的影响
从图2可以看出,随着n(醇)∶n(油)的增加,原料油的酯交换率先增大后减小,当n(醇)∶n(油)=5∶1时,酯交换率出现最大值94.8%,继续增加n(醇)∶n(油),原料油的酯交换率逐渐降低。n(醇)∶n(油)过大,导致反应温度降低,原料油的酯交换率下降,此外,还会为后续的分离提纯增加负荷。
2.4 反应温度对酯交换率的影响
在n(醇)∶n(油)=5∶1、酯化反应时间4 h、w(NaOMe)=1.0%条件下,考察温度对原料油酯交换率的影响,结果见图3。
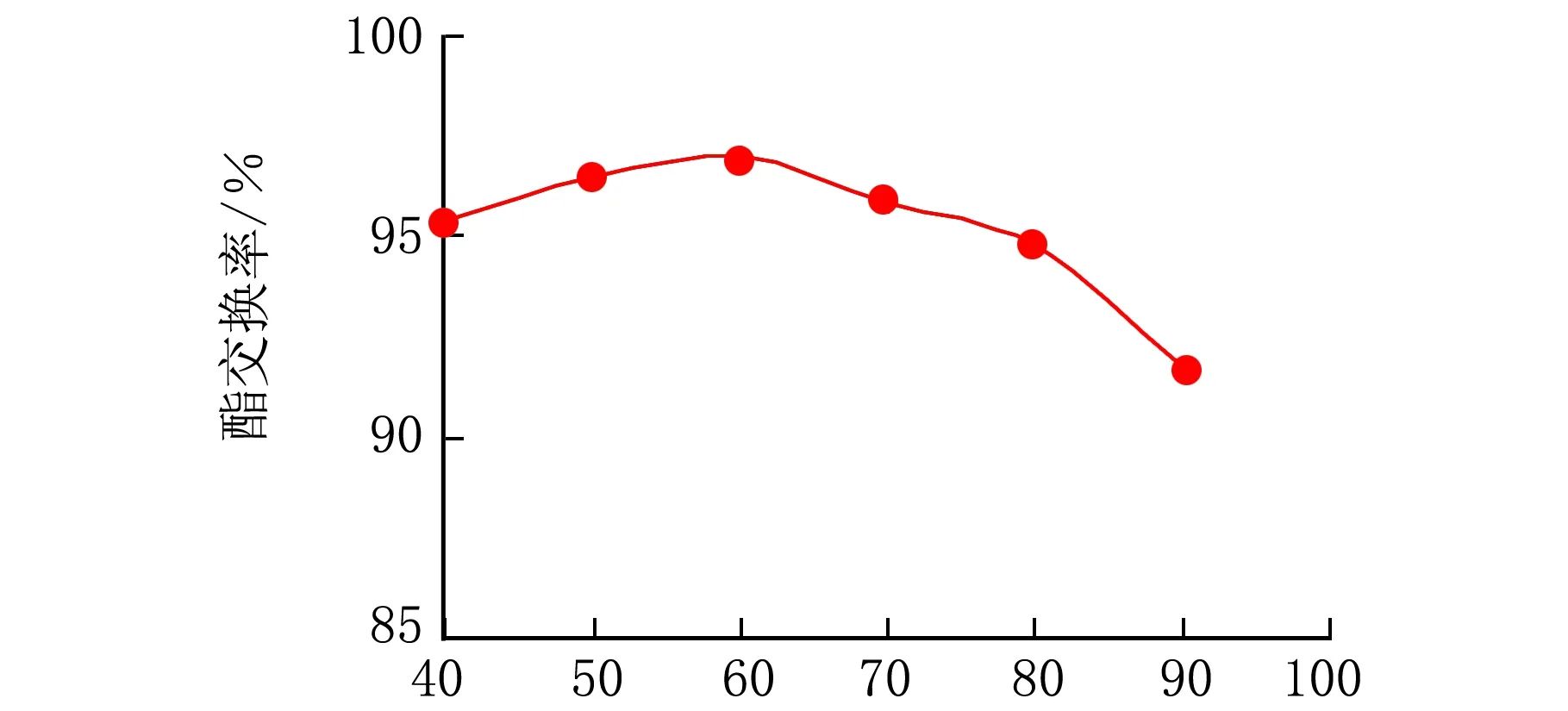
t/℃图3 反应温度对酯交换率的影响
从图3可以看出,随着反应温度的升高,原料油的酯交换率先增大后减小,当反应温度低于60 ℃时,随着反应温度的上升,原料油的酯交换率增大;当反应温度为60 ℃时,原料油的酯交换率最高,为97.0%;继续升高反应温度,原料油的酯交换率逐渐减小。
2.5 反应时间对酯交换率的影响
在n(醇)∶n(油)=5∶1,反应温度60 ℃,w(NaOMe)=1.0%,考察酯化反应时间对原料油酯交换率的影响,结果见图4。
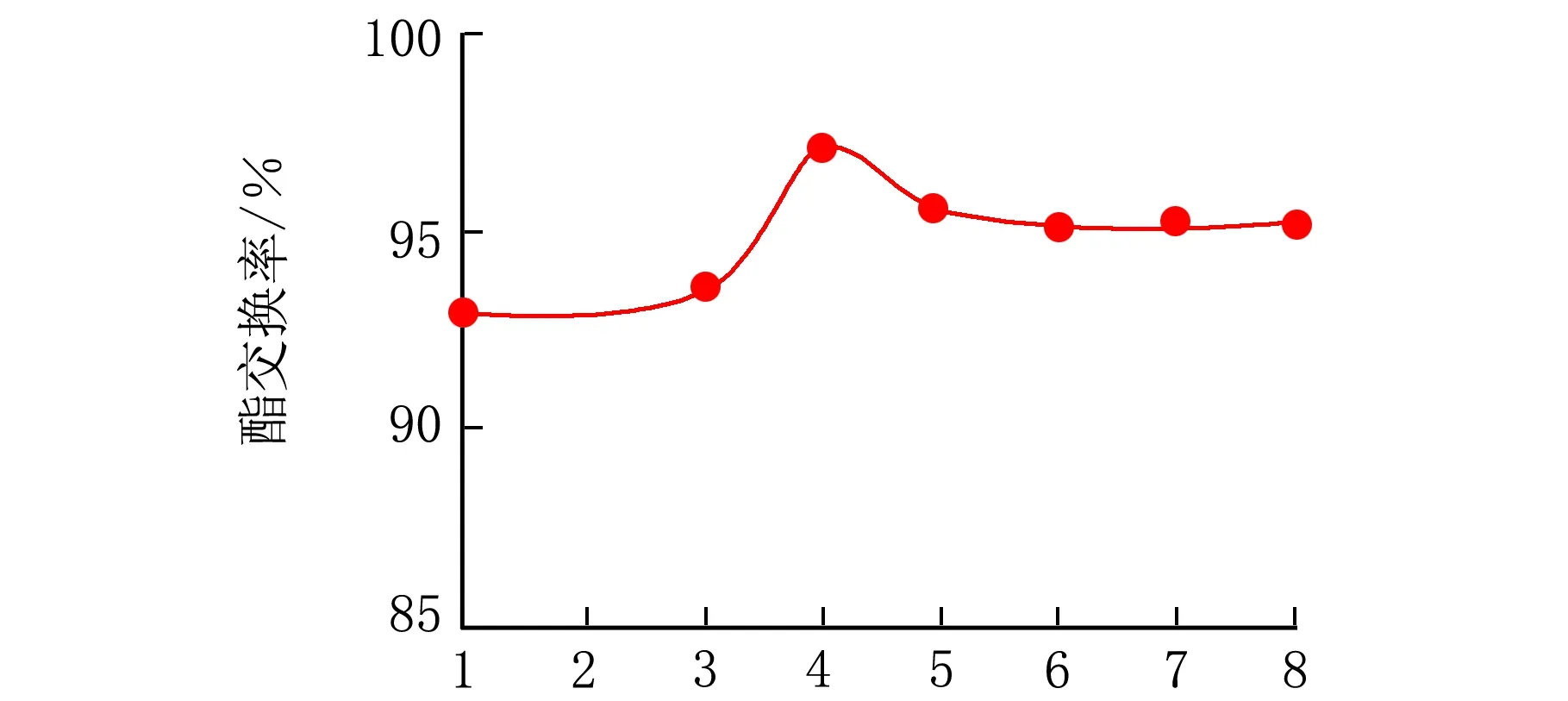
t/h图4 反应时间对酯交换率的影响
从图4可以看出,随着反应时间的延长,原料油的酯交换率先增大,当反应时间为4 h时,酯交换率有最大值97.0%,之后,随着反应时间的继续延长,酯交换率变化趋于平缓,从酯交换率以及生产周期考虑,反应时间确定为4 h较适宜。
2.6 正交实验
在单因素实验的基础上,选取反应温度、n(醇)∶n(油)、w(NaOMe)和反应时间4个因素进行正交实验,结果见表1。
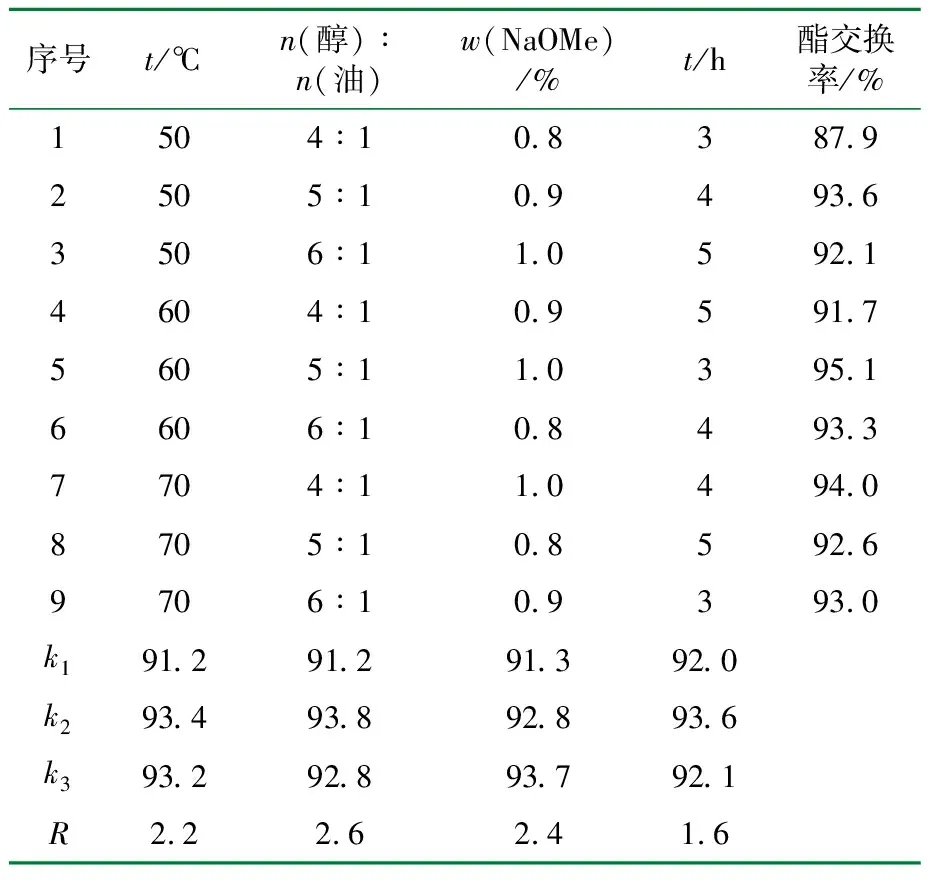
表1 因素水平及正交实验结果表
从表1可以看出,n(醇)∶n(油)对酯交换率影响最显著,其次是催化剂用量,反应时间对酯交换率的影响最小。从正交实验得出的最优反应条件为反应温度60 ℃,n(醇)∶n(油)=5∶1,w(NaOMe)=1.0%,反应时间4 h。
在确定的最优条件下,进行6次验证性实验,结果表明最佳条件下原料油的平均转化率为96.7%。
3 结 论
(1) 通过对5种碱性催化剂的筛选,确定了脂肪酸乙酯合成适宜的催化剂为NaOMe。
(2) 以NaOMe为催化剂,大豆油和乙醇为原料合成脂肪酸乙酯的最佳工艺条件为反应温度60 ℃,n(醇)∶n(油)=5∶1,w(NaOMe)=1.0%,反应时间4 h,在该条件下大豆油的酯交换率可达到96.7%。
[ 参 考 文 献 ]
[1] 谭桂琼,陈天祥,周华东,等.交酯化法合成乌桕脂肪酸乙酯[J].贵州工业大学学报,2003,32(6):71-74.
[2] ZHOU Weiyang,BOOCOCK D G B.Phase behavior of the base-catalyzed transesterification of soybean oil[J].J Am Oil Chem Soc,2006,83(12):1041-1045.
[3] 刘润哲,毕艳兰,杨国龙,等.红花籽油醇解法制备脂肪酸乙酯[J].中国油脂,2009,34(1):50-53.
[4] 康建波,胡士恒,王亚男,等.脂肪酶催化玉米油合成脂肪酸乙酯工艺研究[J].现代化工,2012,32(7):47-49.
[5] 苑丽,张晓丽,高文艺,等.固体酸催化大豆油与乙醇酯交换制备生物柴油[J].辽宁石油化工大学学报,2008,28(2):4-7.
[6] 韩秀丽,马晓建,陈俊英.利用餐饮废油制备生物柴油的研究[J].粮油加工,2007(7):72-74.
[7] Edgar L,James G G,David A B,et al.The catalysis of biodiesel synthesis[J].Catalysis,2006(19):41-83.
[8] Edgar L,Liu Y J,Dora E L,et al.Synthesis of biodiesel via acid catalysis[J].Industrial & Engineering Chemistry Research,2005,44(14):5353-5363.
[9] Mangesh G K,Ajay K D.Waste cooking oils an economical source for biodiesel:a review[J].Industrial & Engineering Chemistry Research,2006,45(9):2901-2913.
[10] Toda M,Takagaki A,Okamura M,et al.Green chemistry:bio-diesel made with sugar catalyst[J].Nature,2005,438(382):178-179.
[11] ARMENTA R E,VINATORU M,BURJA A M,et al.Transesterification of fish oil to produce fatty acid ethyl esters useing ultrasonic energy[J].J Am Oil Chem Soc,2007,84(11):1045-1052.
[12] 丁斌,郝凤岭,关昶,等.Na2SiO3/Al2O3催化废餐饮油合成生物柴油[J].石油炼制与化工,2012,43(9):14-16.
[13] 苏有勇,张无敌,刘士清,等.植物油制备生物柴油的研究[J].可再生能源,2005(6):13-15.
[14] 王鑫,陈蕴智,田福祯,等.大豆油脂肪酸乙酯的制备及其在印刷油墨中的应用[J].中国油脂,2008,33(2):60-62.
[15] 孙传厚.制备脂肪酸酯类农药所用固体碱催化剂的研究[D].贵阳:贵州大学,2007:2-3.
[16] 王利宾,李文林,黄庆德.响应面法优化大豆油脂肪酸乙酯合成工艺[J].中国油料作物学报,2010,32(1):119-123.
[17] 梁斌.生物柴油的生产技术[J].化工进展,2005,24(6):577-585.
[18] 冯丹华,刘敏,冯树波.大豆油脂肪酸乙酯的合成与精制工艺研究[J].中国油脂,2014,39(4):71-73.
猜你喜欢
石油炼制与化工(2020年7期)2020-07-08 07:11:42
中国油脂(2020年5期)2020-05-16 11:23:52
石油石化绿色低碳(2019年6期)2019-01-14 01:16:12
福建质量管理(2018年18期)2018-04-02 09:27:06
中国粮油学报(2016年5期)2016-01-23 02:44:56
化工管理(2015年36期)2015-08-15 00:51:32
重庆三峡学院学报(2015年3期)2015-06-27 05:53:57
食品工业科技(2014年12期)2014-02-28 08:09:59
华东理工大学学报(自然科学版)(2014年4期)2014-02-27 13:49:11
华东理工大学学报(自然科学版)(2014年4期)2014-02-27 13:49:11
