基于边缘检测的颤抖自动补偿精密加工仪的设计
2015-06-07 11:01魏连锁陈长春
仪表技术与传感器 2015年4期
魏连锁,陈长春
(齐齐哈尔大学计算机与控制工程学院,黑龙江齐齐哈尔 161006)
基于边缘检测的颤抖自动补偿精密加工仪的设计
魏连锁,陈长春
(齐齐哈尔大学计算机与控制工程学院,黑龙江齐齐哈尔 161006)
文中设计了一种在精密加工操作中,对操作人员及外界非正常颤抖信号进行检测并自动补偿的微型操作仪。仪器结构精巧,具有可拆卸及更换的加工探头,方便不同精密加工的使用;采用激光干涉仪对精密加工位置信号进行检测,基于经典PID闭环控制和边缘检测原理,对干扰信号进行判断并做出相应补偿措施;采用压电陶瓷微电动机PM的逆向运动自动补偿颤抖产生的误差,从而保证精密加工的可靠性和精确度。实验表明,该微型仪器能自动补偿颤抖干扰信号,精度可达到1 μm,对精密加工的精度提高及误差补偿研究有一定借鉴价值。
颤抖;自动补偿;精密加工;边缘检测
0 引言
目前,在工业发达国家中,一般精密加工能稳定掌握的加工精度是1 μm,而精密切削可将精度控制在0.1 μm以下,表面粗糙度Ra在0.02~0.1 μm范围内[3]。精密加工自动化、机械化程度日益提高,但手工精密加工依然在很多领域有着不可或缺的地位,例如手工精密雕塑雕刻、手工表面处理(抛光、研磨等)、集成电路、制表等[4]。精密加工在我国起步晚,水平较低,需要大力发展。而达到提高加工精度的目的,必须通过消除或抵消误差本身的影响来实现[5]。
1 系统设计
1.1 系统结构
自动补偿式微型精密加工仪主要由5部分构成:传递激光干涉检测信号的通道,可拆卸精密加工探头,压电陶瓷微电动机,与探头相连的电机驱动杆以及探头与驱动杆的连接锁。其结构如图1所示。

图1 颤抖自动补偿式微型精密加工仪内部结构图
精密加工仪的前端为可拆卸探头基座,可设计多种能与基座相连的不同种类探头更替使用,以方便完成不同种类的精密加工。仪器主体为和陶瓷压电微电机相连的中空驱动杆,驱动杆前端带有连接锁扣并与探头基座相连,中空腔作为光学检测信号的光纤通道。加工仪工作时,通过前端光纤传递的检测信号来确定补偿量值,经外围控制系统分析后作出决策来驱动微电动机,使其进行相应的补偿运动,达到精密加工的要求。
1.2 系统操作原理

图2 系统结构图
精密加工仪的系统结构如图2所示。精密加工仪工作时和外围PID闭环控制系统相连[6-7],工作前精密加工仪一直处于初始化状态,当接收到光学检测部分传递的工作信号以后,系统进行边缘检测,采用Sobel算子[8-9]对工作对象进行提取,并将得到的信号值与系统临界值进行比较[10],当信号值大于临界值时,开始启动补偿系统。位置误差大于零,闭环控制系统采用PD调节方式对电机进行控制和驱动[11-12],通过对电机速度和步距两个参数的调整控制微压电陶瓷电机的补偿运动,从而达到消除颤抖的作用。具体工作流程见图3。

图3 系统工作流程图
1.3 边缘检测
对数字图像{f(x,y)}的每个像素,记为图像的梯度,它包含灰度变化信息。记e(x,y)为f(x,y)的梯度,用作边缘检测算子。为简化计算,将e(x,y)定义为偏导数fx与fy的绝对值之和e(x,y)=|fx(x,y)|+|fy(x,y)|。
本系统的边缘检测部分采用Sobel梯度算子[13],先做成加权平均再微分,然后求梯度,考察它上、下、左、右邻点灰度的加权差,与之接近的邻点的权大。即:
G[f(x,y)]=|Δxf(x,y)|+|Δyf(x,y)|
(1)
式中:
Δxf(x,y)=f(x-1,y+1)+2f(x,y+1)+f(x+1,y+1)-f(x-1,y-1)-2f(x,y-1)-f(x+1,y-1)
(2)
Δyf(x,y)=f(x-1,y+1)+2f(x-1,y)+f(x-1,y+1)-f(x+1,y-1)-2f(x+1,y)-f(x+1,y+1)
(3)
则对数字图像{f(i,j)}的每个像素,Sobel算子有如下表示:
G[i,j]=|f[i-1,j+1]+2f[i,,j+1]+f[i+1,j+1]-f[i-1,j-1]-2f[i,j-1]-f[i+1,j-1]|+ |f[i-1,j-1]+2f[i-1,j]+f[i-1,j+1]-f[i+1,j-1]-2f[i+1,j]-f[i+1,j+1]|
(4)
适当取门限TH,作如下判断:s(i,j)>TH,(i,j)为阶跃状边缘点,{s(i,j)}为边缘图像。
2 系统实验
为证明精密加工仪对颤抖的自动补偿作用,对系统进行实验。采用手持加工仪分别工作60 s及10 s两个时长,对精密加工仪不采取补偿功能及采用自动补偿功能分别进行实验。并提取部分记录采样点数据(见表1和表2)及工作曲线,如图4和图5所示。图中实线为无补偿时工作曲线,虚线为自动补偿后工作曲线。
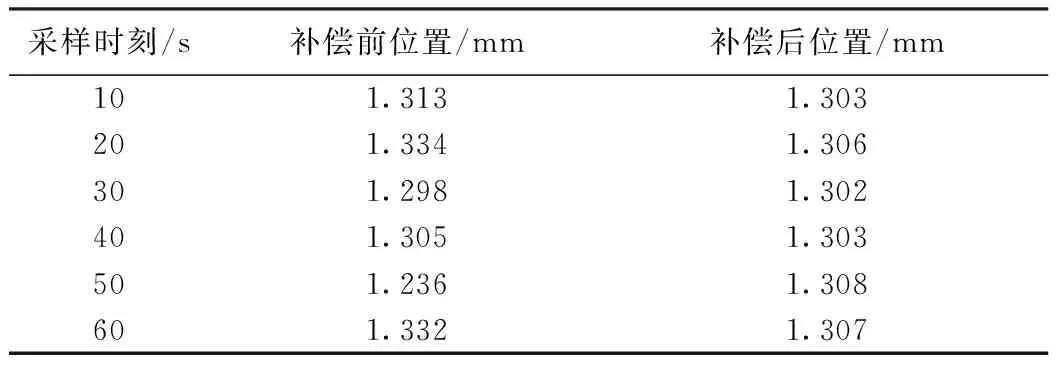
表1 精密加工仪工作60 s采样数据

表2 精密加工仪工作10 s采样数据
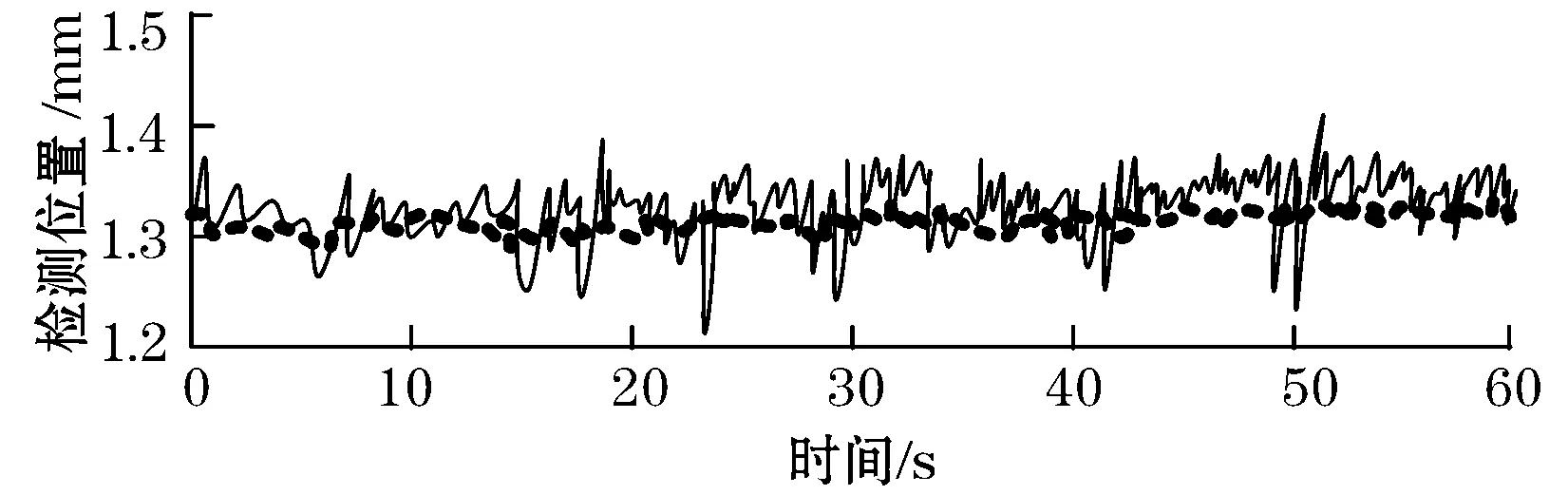
图4 精密加工仪工作60 s工作曲线

图5 精密加工仪工作10 s工作曲线
实验结果表明,手持精密加工仪工作60 s时,颤抖的最大位置误差达到90 μm,经自动补偿后,基本稳定在工作位置,误差仅为5 μm;手持精密加工仪工作10 s时,颤抖的最大位置误差达到30 μm,经自动补偿后基本稳定在工作位置,误差仅为1 μm。该仪器可实现对手部颤抖和外界震动的补偿,能保证加工的精确性。
3 结束语
针对精密加工中颤抖信号对加工精度的影响,设计了一种可实现自动补偿功能的微型精密加工仪。将光学精密检测与压电陶瓷微电动机的反向补偿巧妙结合起来,通过边缘检测算法,提取加工对象位置信号,并对颤抖误差信号进行分辨及相应补偿,保证了精密加工的精确度,将为微型精密加工的精度提高提供可借鉴的方法。
[1] ZHANG J,RAO B,YU L,et al.High-dynamic-range quantitative phase imaging with spectral domain phase microscopy.Opt.Lett,2009,34(21):3442-3444.
[2] HE C H,ZHANG X F,HU Y C.A study on the improved algorithm for Sobel on image edge detection.Optical Technique,2012,38(3):323-327.
[3] 容观澳.计算机图像处理.北京:清华大学出版社,2000.
[4] RONG G A.Computer image processing.Beijing:Tsinghua University Press,2000.
[5] 陶永华.新型PID控制及应用.北京:机械工业出社.2002.
[6] 杨巨庆,黄健,段丽华.PID控制技术与应用.哈尔滨师范大学自然科学学报,2004,20(2):76-79.
[7] 张文庆.PID算法在PLC模拟量闭环控制中的实现.信息技术,2003,27(1):41-43.
[8] 何春华,张雪飞,胡迎春.基于改进Sobel算子的边缘检测算法的研究.光学技术,2012,38(3):323-327.
[9] 姚行中,胡汉平,鲁统伟.一种基于猫视皮层细胞机制的改进Sobel算子.计算机工程与应用,2007,43(31):64-67.
[10] 张毓晋.图像工程(上册):图像处理和分析.北京:清华大学出版社,1993.
[11] 周小凤,肖俊生,韩兴军.便携式智能多点温差测量仪的研究.仪表技术与传感器,2013 (12):27-28.
[12] 乔记平,吕玉祥,胡海林,等.基于 LabVIEW 的电化学气体传感器特性测试系统的设计与研究.仪表技术与传感器,2013 (12):90-92.
[13] YAO X Z,HU H P,LU T W.Improved Sobel operator based on mechanism of cells in primary visual cortex of cat.Computer Engineering and Applications,2007,43(31):64-67.
Precision Machining Instrument Design of Trembling Automatic Compensation Based on Edge Detection
WEI Lian-suo,CHEN Chang-chun
(Department of Computer and Automation,Qiqihar University,Qiqihar 161006,China)
A micro operation instrument which can detect the abnormal trembling signal of operators and outside world,and can compensate the signal automatically was designed in this paper.The structure of the instrument was ingenious with processing probe that can be removed and replaced.This instrument can be used in different precision machining with the laser interferometer adopted to detect the position signal of precision machining and its detection was based on the principle of classical PID closed-loop control and edge detection.It can detect the interference signal and thus make the corresponding compensation.The backward motion of the piezoelectric ceramic micro motor PM was used to compensate the error automatically produced by trembling which can ensure the reliability and accuracy of processing machining.The experiments show that the interference signal can be compensate automatically by the micro instrument and the accuracy reaches 1,so it has certain reference value in the research of accuracy improvement and error compensation.
trembling;automatic compensation;precision machining;edge detection
国家自然科学基金资助项目(60672015);黑龙江省自然科学基金面上项目(F201219);黑龙江省教育厅资助项目(12521600);齐齐哈尔大学青年重点基金资助项目(2011K-02)
2014-04-07 收修改稿日期:2014-11-06
TM359.4
A
1002-1841(2015)04-0031-02
魏连锁(1975—),副教授,在读博士,主要从事智能算法与传感器研究。E-mail:jkxy173@126.com
猜你喜欢
数学物理学报(2022年5期)2022-10-09
数学物理学报(2022年4期)2022-08-22
数学物理学报(2021年2期)2021-06-09
数学物理学报(2021年1期)2021-03-29
制造技术与机床(2019年12期)2020-01-06
通信产业报(2016年44期)2017-03-13
人生十六七(2016年14期)2016-12-01
海峡姐妹(2014年5期)2014-02-27
中国工程咨询(2012年6期)2012-02-16
雕塑(1999年2期)1999-06-28