
基于Simufact的Q345焊接热循环主要参数研究
2015-06-05 14:54:01周训谦
电焊机 2015年9期
张 建,周训谦
(1.毕节市农业机械研究所,贵州毕节551700;2.毕节市工业学校,贵州毕节551700)
基于Simufact的Q345焊接热循环主要参数研究
张 建1,周训谦2
(1.毕节市农业机械研究所,贵州毕节551700;2.毕节市工业学校,贵州毕节551700)
焊条电弧焊焊接时由于热源在移动,母材金属各点经历着热循环历程,这种历程既使焊接母材的组织和性能产生不均匀变化,还使焊接区域产生扭转、残余应力和变形。运用Simufact-Welding软件对Q345钢进行焊接仿真,研究了焊接热循环过程中的主要参数:加热速度、加热最高温度、高温持续时间和t8/5时间,简化研究焊条电弧焊焊接热循环的试验过程,为探索焊条电弧焊提供了一种新方法。
Simufact;焊条电弧焊;热循环
0 前言
焊条电弧焊焊接时,被焊金属在热源作用下发生加热和熔化,当热源离开后,金属开始冷却,在整个焊接过程中必然存在热的输入、传播和分布问题,由于热源的移动,焊接部位要经历不均匀的加热和冷却的热循环历程,这种历程既使焊接母材的组织和性能产生不均匀变化,还使焊接区域产生残余应力、扭曲和变形。焊接热循环过程影响产品的制造质量和使用性能,焊接结构破坏事故许多是由焊接应力和变形所引起[1-2]。本研究运用Simufact软件研究Q345钢焊接热循环的主要参数。
1 焊接过程三维导热微分方程
焊条电弧焊的三维导热微分方程为

式中 T为温度值(单位:K);λ为热导率(单位:W/ m·K);ρ为密度(单位:kg/m3);c为比定压热容(单位:J/kg·K);q为热流密度(单位:W/m3);x、y、z为坐标分量(单位:m)。
2 高斯分布热源本构方程
对于焊条电弧焊,由于熔深浅和挺度小,焊接热源是移动的加热斑点,因此,在加热斑点上的热流分布一般近似地用高斯分布函数来描述。
高斯分布函数

式中 q(r)为距离热源中心r处的热流密度(单位:J/m2·s);η为焊接热效率(取0.8);U为电弧电压(单位:V);I为焊接电流(单位:A);rH为加热斑点半径(单位:m),rH=0.015 m[3-4]。
3 焊接模型的建立
由于Solidworks、Hypermesh和Simufact Welding的系统默认坐标系都是笛卡尔坐标系,因此模型导入时视图方向不发生变化。本研究运用Solidworks建立实体焊接模型,该模型由焊件(part)、固定装置(fix)、夹紧装置(clamp)和工作台(low plate)组成,焊件1和焊件2的几何尺寸分别为150mm×80mm× 5 mm和150 mm×60 mm×5 mm,焊件材料为Q345,将该实体模型导入Hypermesh进行实体网格划分,将划分好的实体网格导入Simufact Welding中进行装配并赋值,焊件1和焊件2完全约束,环境温度20℃,焊接电流170 A,电弧电压18 V,焊接速度9 m/h,焊条直径φ4.0,电弧长度控制在2~4 mm,重力方向的矢量坐标为X,Y,Z(0,0,-1),焊接方向矢量坐标为X,Y,Z(-1,0,0),焊条与水平焊件夹角的矢量坐标为X,Y,Z(0,1,1),焊条与焊接方向的矢量坐标为X,Y,Z(-0.364,0,1),导入Simufact Welding中的焊件模型如图1所示,求解器类型为Multifrontal Direct Sparse Solver。
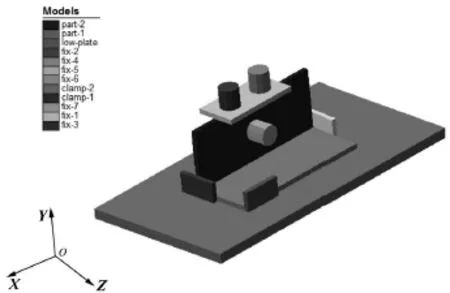
图1 焊接模型Fig.1 Welding model
4 结果分析
4.1 加热速度ωH
焊接过程中的加热速度一般比常规金属热处理加热速度快得多,因此其相变过程有自身的特性,加热速度快的部位,其加热相变温度随之提高。不同的焊接方法、焊接材料、焊接工艺参数、接头形式、几何尺寸和约束条件以及板厚度等都会影响加热速度。本研究中板厚为5 mm,不开坡口的单层T形平角焊接。对于Q345材料而言,加热速度快,意味着发生奥氏体转变的温度提高,奥氏体的均质化和碳化物的熔解过程就越不充分,必然会影响其冷却过程时的组织和性能。图2为熔合线处采样点的加热温度曲线,引弧时的采样点为1,收弧时的采样点为31,从引弧到收弧熔合线上共设31个采样点(下同),采样点1到采样点5的加热速度分别为:168℃/s、130℃/s、104℃/s、108℃/s和123℃/s,采样点27到采样点31的加热速度分别为:192℃/s,217℃/s,173℃/s,298℃/s,317℃/s。
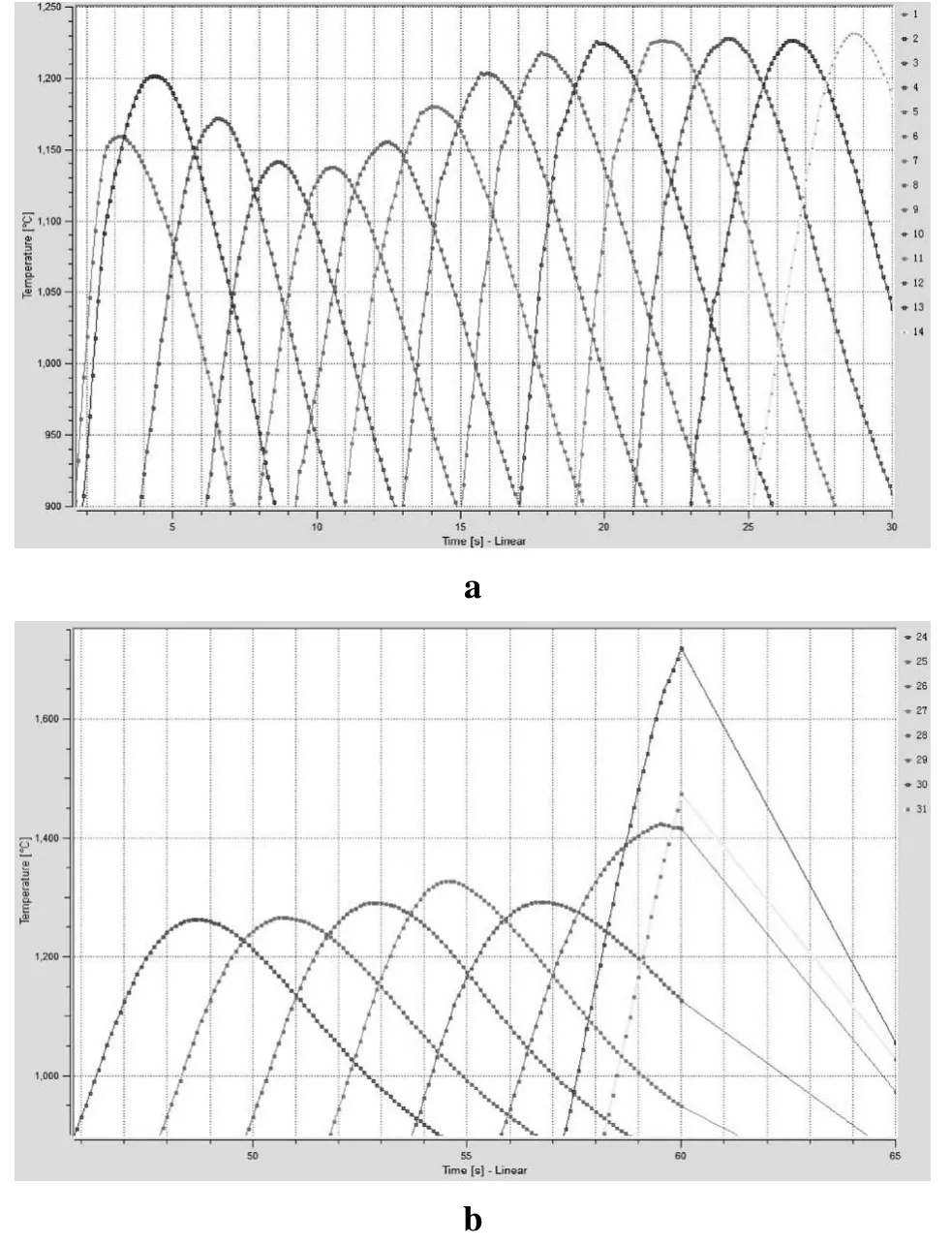
图2 加热温度曲线Fig.2 Curve of heating temperature
4.2 加热最高温度Tm
焊接过程中的最高温度对焊后母材热影响区的组织和性能有很大影响,接头熔合线上由于温度高,晶粒长大严重,韧性降低。Q345焊缝处的最高温度曲线见图3,由于在焊件2的对称平面上施加约束,当热源离开此约束位置时,采样点的Tm=1 548℃,采样点1的Tm=1156℃,采样点2的Tm=1120℃,采样点30的Tm=1 720℃,采样点31的Tm=1 475℃。
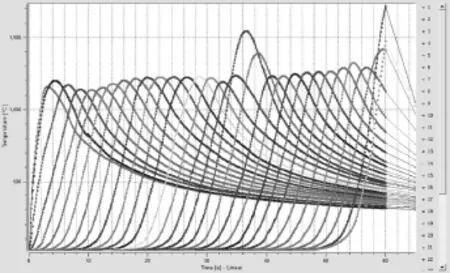
图3 加热最高温度曲线Fig.3 Curve of heating highest temperature
4.3 高温持续时间tH
该时间的长短对于Q345金属相的溶解、组分的扩散均质化、析出以及晶粒大小均产生很大影响。高温持续时间越长,越有利于奥氏体均质化过程和奥氏体晶粒的长大。Q345钢的高温持续时间如图4所示,由图4可知,加热过程持续时间比冷却过程持续时间小,采样点1的tH=5.6 s,采样点2的tH=6.7 s,采样点3到采样点26的tH值小于10 s,采样点27的tH=9.5 s,采样点28的tH=10.6 s,采样点29的tH=11.1 s,从采样点1到采样点29的高温持续时间值从小变大,采样点30的tH=10.9 s,采样点31的tH=9.5 s。
4.4 不预热的t8/5时间
t8/5时间决定Q345钢热影响区组织和性能的主要参量,也是热循环过程研究的主要内容,对其组织和性能有决定性作用。焊接热循环特征参数是对焊接接头热循环的定量描述,反映了接头组织和性能的变化,研究焊接热循环参数,对于了解和改善接头的组织和性能具有重要意义。知道这些参量后,可以根据材料特性预测热影响区的组织、性能和焊接裂纹倾向。Q345钢的不预热的t8/5如图5和图6所示,由图5、图6可以计算出采样点1的t8/5= 12.9 s,采样点2的t8/5=12.2 s,采样点3的t8/5=12.5 s,采样点27的t8/5=17 s,采样点28的t8/5=17.7s,从采样点2到采样点28的t8/5时间递增,采样点29的t8/5= 16.1 s,采样点30的t8/5=17.2 s,采样点31的t8/5= 15.8 s。图7为焊条电弧焊的线算图。1976年,西德的钢铁学会将D.乌威等人所提出的t8/5工程计算方法正式列入了学会的钢铁材料技术指导文件。这一工程计算的假设条件是:(1)在静止的空气中焊接;(2)忽略不计相变的反应热及电弧周围的热交换;(3)所输入的热量全部由母材吸收[5]。从图7中测出的不预热t8/5时间值和Simufact模拟出的采样点1到采样点6值基本吻合,但从采样点7到采样点31的t8/5时间值比线算图中的值大,具体原因有待进一步研究。
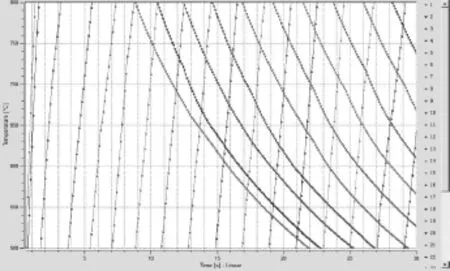
图5 t8/5时间图Fig.5 Chart of t8/5time
5 结论
运用simufact-welding软件对Q345钢采用焊条电弧焊进行焊接仿真,研究其焊接时热循环的主要参数:加热速度、加热最高温度、高温持续时间和不预热的时间,简化研究焊条电弧焊焊接热循环的试验过程,为探索焊条电弧焊焊接提供了一种新方法。在仿真中发现:不预热的t8/5的前6个采样点与t8/5线算图中的值基本吻合,但从第7个采样点开始到采样点结束时的t8/5比线算图中的值大,具体原因还待进一步研究。
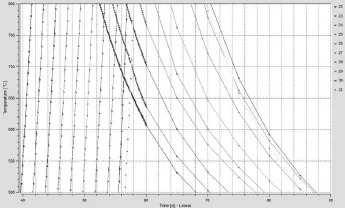
图6 t8/5时间图Fig.6 Chart of t8/5time
[1]张文钺.焊接传热学[M].北京:机械工业出版社,1989.
[2]中国机械工程学会焊接学会.焊接手册(3版)[M].北京:机械工业出版社,2007.
[3]高耀东,何建霞,乔云芳.焊接过程有限元分析[J].北京大学学报(自然科学版),2010,46(6):1107-1109.
[4]雷卡林H H.焊接热过程计算[M].徐碧宇等译,北京:中国工业出版社,1958.

图7 t8/5线算图Fig.7 t8/5chart of linear calculation
[5]史耀武.材料工程大典(22卷)[M].北京:化学工业出版 社,2006.
Study on the major parameters of Q345 welding thermal cycle based on Simufact
ZHANG Jian1,ZHOU Xunqian2
(1.Bijie Agriculture Machinery Research Institue,Bijie 551700,China;2.Bijie Polytechnic School,BiJie 551700,China)
Due to the heat source is moving during shielded metal arc welding,each point of the base metal undergoes thermal cycle process.This process not only makes the microstructure and property of the base metal change asymmetrically,but also makes the weld zone generate torsion,residual stress and deformation.The Q345 steel is conducted with welding simulation by using Simufact-Welding software to study the main parameters in the process of thermal cycle;these parameters are heating rate,the highest heating temperature,duration time of high temperature and t8/5 time.And the experimental process of thermal cycle of the shielded metal arc welding is studied simply and a new method is provided for shielded metal arc welding.
simufact;shielded metal arc welding;thermal cycle;parameter
TG444+.1
:A
1001-2303(2015)09-0167-04
10.7512/j.issn.1001-2303.2015.09.38
2014-12-05;
2014-12-20
张 建(1962—),男,贵州纳雍人,讲师,学士,主要从事农业机械化的研究工作。
猜你喜欢
江苏安全生产(2023年10期)2023-12-18 23:48:32
焊接(2021年12期)2022-01-20 08:17:16
有色金属(矿山部分)(2021年4期)2021-08-30 06:10:50
佳木斯大学学报(自然科学版)(2021年3期)2021-07-05 01:34:12
新疆大学学报(自然科学版)(中英文)(2020年2期)2020-07-25 01:40:48
制造技术与机床(2017年7期)2018-01-19 02:29:32
中国塑料(2016年10期)2016-06-27 06:35:28
焊接(2016年10期)2016-02-27 13:05:32
焊接(2016年5期)2016-02-27 13:04:44
焊接(2016年1期)2016-02-27 12:51:48
