
CS2024型电子称重式给煤机给煤率异常的原因分析及处理
2015-06-05 14:56肖榕辉管斐然俞康
综合智慧能源 2015年1期
肖榕辉,管斐然,俞康
(广东珠海金湾发电有限公司,广东珠海 519050)
CS2024型电子称重式给煤机给煤率异常的原因分析及处理
肖榕辉,管斐然,俞康
(广东珠海金湾发电有限公司,广东珠海 519050)
CS2024型给煤机在运行过程中出现了给煤率异常的问题,直接恶化了燃烧控制系统的性能,限制了机组出力,影响机组运行的安全。对给煤率异常的原因进行了分析,提出了防范措施,取得了较好的效果。
CS2024型称重式给煤机;给煤率;处理;防范措施
1 CS2024型给煤机结构
上海新拓电力设备有限公司生产的CS2024型给煤机具有微机控制电子称量及自动调速功能,运行过程中能根据锅炉燃烧控制系统指令自动调节给煤量,以满足锅炉负荷的要求。CS2024型给煤机基本结构如图1所示。

图1 CS2024型给煤机结构
2 给煤机控制原理
给煤机控制器包含电源板、中央处理器(CPU)和电动机速度控制器3个硬件包,另外还附加有输入、输出组件,该组件可通过各种组合来满足不同数字量或模拟量的控制要求。该称重式给煤机控制的物理量是燃料的流量(即给煤率,t/h),为实现这一功能,CS2024型给煤机称重传感器测量皮带单位长度上煤的质量,同时通过测速发电机测量并换算出皮带的传动速度,二者的乘积得出实际给煤率,并与要求的给煤率进行比较,然后调节皮带电动机的转速,使给煤率控制在指令值上。给煤机控制原理如图2所示。
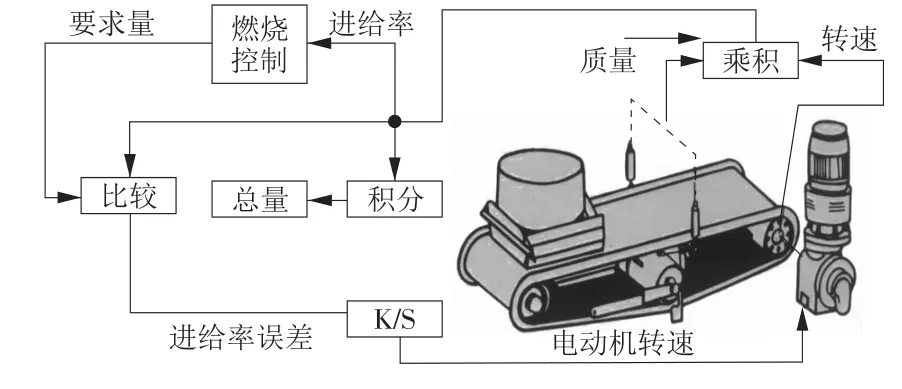
图2 给煤机控制原理简图
从图2可以看出,在给煤机CPU中,首先接收称重传感器输入一个与测得的质量成正比的信号,这个信号由微处理器板上分辨率为1/4000(12位)或0.025%的A/D转换器转换成一个二进制数字信号。该数字与存储在永久存储器(ROM)中的参数进行比较,如果该数字信号是在可以接受的范围之内,它就被存储在暂时存储器(RAM)中,接着对从另一个称重传感器来的信号进行同样处理。2个信号可进行比较以进一步证实它们的正确性。若比较后发现该2个信号是不正确的,则给煤机转到容积式操作运行,这时控制器就采用存储在内存中的由先前的平均值而定的假定传感器输出信号进行操作;若比较后发现2个信号是正确的,2个传感器的信号相加后减去毛质量,其结果与一个定度因数相乘(该因数是在给煤机定度时得出的),从而得到单位皮带长度上的物料质量,这个结果存储在RAM中。电动机转速是通过在一段时间中测量与电动机轴相连的交流测速机所发生的输出脉冲频率来决定的。这种以晶体振荡为参考频率的微处理器测试的精度是0.025%。这个模拟量信号被转换成数字量信号(二进制数)并且与另一个定度因数相乘(该因数是在定度时获得的),从而得到一个代表皮带速度的数字。最后这个皮带速度与物料质量相乘后得出给煤率。然后,将这个结果与给煤率设定值比较后得出误差信号,以此对速度控制器进行控制。
而在外部给煤率设定及反馈控制回路中,分散控制系统(DCS)首先根据锅炉指令(BD)与实际燃料测量值比例-积分-微分(PID)控制器得出每台给煤机的给煤率给定值,给定信号经过控制器、卡件量纲的传递变换,并经过分频把信号从A1指令板送入微机板CPU中。CPU经过内部控制,最后把给煤率通过A3反馈卡送至DCS,这样就实现了给煤机给煤率外部和内部之间的闭环控制。
CPU中给煤率的计算公式
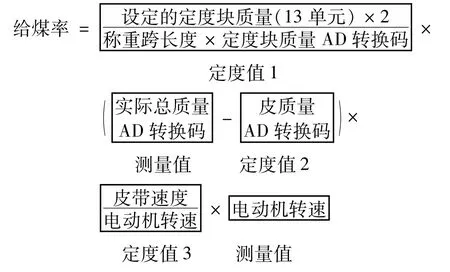
从上面的公式可以看出,在给煤率运算中,需要测量的2个量分别为称重传感器测量值和测速传感器测量值。式中:定度值1~3分别是质量系数因子、皮带质量因子和速比因子,这3个因子都是在给煤机校验定度时所得。这几个量的准确度对于给煤率运算的精度影响较大。
3 给煤机给煤率异常分析
3.1 给煤机给煤率异常分析流程
给煤机给煤率异常分析流程如图3所示。
3.2 历次给煤率异常原因分析及防范措施
3.2.1 机械故障
机械故障有皮带跑偏、传动及称重系统变形和有异物阻碍3种类型。
2010-06-02,3D给煤机煤量出现波动,波动幅度达5~65 t/h,但波动仅持续几分钟,分析判断为大块异物通过皮带导致。
防范措施。当给煤机出现短时煤量波动时,可先对煤量波动状态进行观察,如果很快就恢复正常,则基本可判断是因为大块异物已通过皮带。为保证机械称重和传动装置正常,要求机械专业人员在每次给煤机定检时,着重做好如下工作。
(1)查看给煤机运行后皮带的张紧度是否合
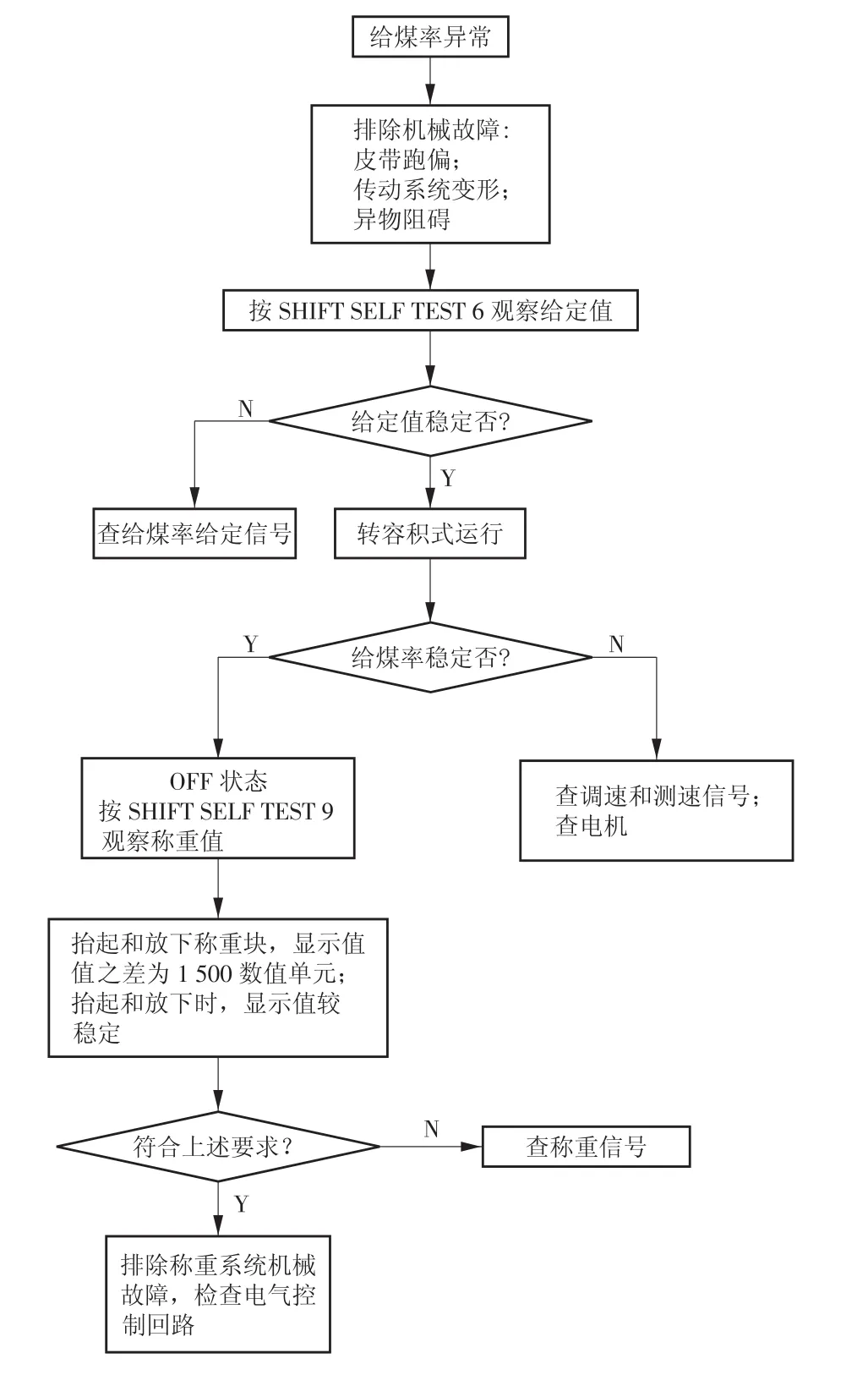
图3 给煤机给煤率异常分析流程
适、皮带是否跑偏和破损(皮带张紧度是否合适参考:空载时皮带张紧辊筒的滚轮中心在指示器的中下限区域时为最佳状态;加载时皮带会变紧,中心会上移)。
(2)查看3根称重托辊转动是否正常、无跳动和表面光洁。
(3)查看张力辊筒(皮带下方)、称重托辊是否松动和松脱,若有,则拧开轴承端盖进行紧固处理。
(4)检查张力辊筒两端的摆臂是否卡涩,若有,则需要除灰、除锈,并进行松动处理。
(5)检查称重支撑,连杆要平直,关节轴承要活络(反之则要除灰、除锈并喷松锈剂)。
3.2.2 称重质量信号处理回路异常
2010-09-10,4B磨煤机磨煤量为21 t/h,磨煤机电流由38A上升至57A,磨煤机吹扫时内部有较大摩擦声。机械专业点检员开票停磨煤机进行检查:磨煤机内部没发现异常,稍微调大了磨辊间隙。然后押票试运行,发现情况依然没改变,磨煤机电流依然偏大。因此,作者怀疑给煤量偏大,联系热控专业人员对给煤机称重控制系统进行检查。打开给煤机人孔门,检查给煤机内部机械传动机构,没有发现异常,切至局部(LOCAL)转动,皮带空载时给煤机面板上有23 t/h煤量显示,初步怀疑称重系统有故障。给煤机切至OFF模式,在空载状态下按SHIFT SELF TEST 9,观察左右侧称重传感器测量值为36651/6510(该数值为皮带质量A/D转换码,正常值应为600多数值单元),加载时数值为1368/1309(正常值应为2000多数值单元)。由数值可以发现给煤率存在以下异常。
(1)数值与正常值偏差较大。
(2)传感器数值不对称,差别太大。
(3)加载时的数值反而变小。观察皮带,发现数值小的这边传感器侧皮带很松,于是怀疑皮带张紧度不对称造成称重虚称,联系机务人员调整张紧度,调至两边一致时,观察参数SELF TEST 9问题依然存在。在微机板上把2个称重传感器插头对换,发现出现的问题与前述相同,仔细观察分析,发现显示数值36 5101/6 651不对称(显示屏上、下两行数值)是由于下行显示屏显示位数最多为4位数,下行的最高位没显示出来(此时下行数值应为36651),表明称重系统测量或处理回路有问题。
通过对图3中称重系统回路流程分析,造成上述异常的原因主要有称重传感器故障、CPU板中A/D码转换器故障或运算程序出错和电源板故障导致电子元件供电电压不稳定。
根据分析,首先把微机板上2个称重传感器插头拔下,按照图4所示的测量方法,测得2个称重传感器1,2,3,4电阻值均为350Ω左右,同时测量称重传感器10V电压正常。
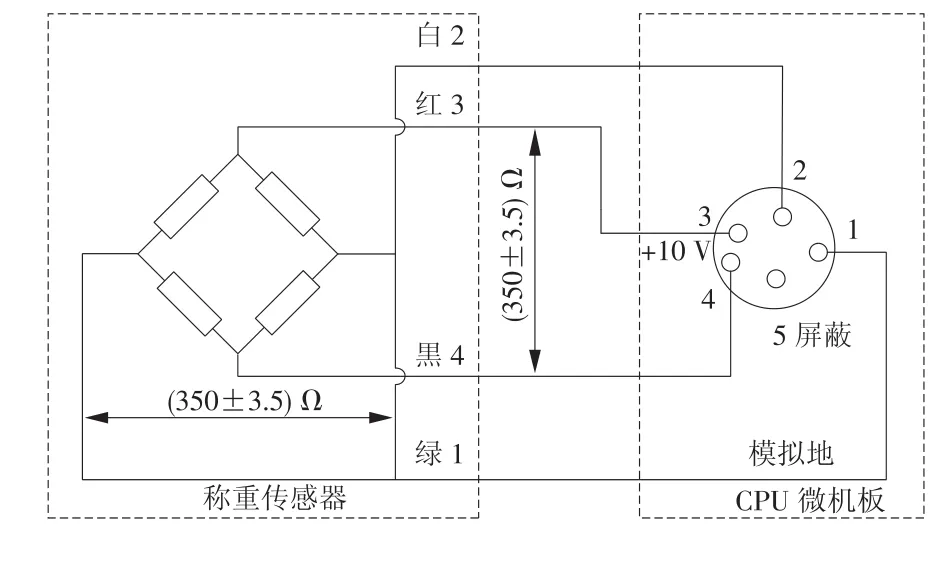
图4 称重传感器检测示意图
综合分析了上述数据,同时咨询了生产厂家技术人员,认为传感器出故障的可能性很小,同时出现2个故障的可能性更小。因此,怀疑微机板上的A/D转换器出了故障。为此,更换新的CPU板,故障依然;又更换新的电源板,故障依旧,由此判断CPU板出了故障,电源板应该是正常。最后,把故障原因再次锁定在称重传感器上,把2个称重传感器更换后,故障消除。
此次故障是#4机组发电机故障抢修后首次启动时发生的,估计是停运时皮带上燃煤较多,同时太久没运行,煤仓中有剩煤,煤种较湿,水分慢慢下渗沉积在皮带上的燃煤中,导致皮带负荷过大,称重传感器内部承重应变片形变过度,电阻应变计损坏,最终导致称重故障。
防范措施。
(1)称重传感器检测需要综合面板显示及电压、电阻测量数据进行判断。
1)两边称重传感器读数接近(显示屏上、下两行数据)。
2)抬起和放下称重块时,两次显示值之差为1500数值单元(称重块的质量为34.70 kg)。
3)抬起和放下时,显示值较稳定。
4)称重传感器端子1,2,3,4电阻值均为(350±3.5)Ω,供电电压为10V(DC)。
(2)当给煤机需要长期停运或检修时,最好让运行人员烧空或点空皮带上的燃煤,以免皮带长期负荷过重,导致称重传感器应变片损坏。
3.2.3 电动机测速信号异常
2009-05-19,#4锅炉A给煤机给煤率不稳定,波动较大。给煤机停运并把皮带点空后,当把给煤机切至LOCAL模式下,发现面板上转速显示不稳定,波动较大。为此,把测速传感器送至电源板上的端子145-146拆下,测量其电阻偏离330Ω,电阻值达到1MΩ,为此判断测速探头故障,如图5所示。

图5 测速传感器检测图
拆下测速探头,发现其表面已布满铁锈,观察电动机底盘接触处没有密封好,分析其原因应是前几天下雨,雨水从缝隙渗入导致探头生锈。更换后,速度测量稳定,给煤机给煤率恢复稳定。
防范措施。检查其他给煤机,将电动机底盘螺丝拧紧并用密封胶封堵后,近3年再也没发生此类事故。
3.2.4 给煤机电气回路中继电器辅助触点异常
2010年夏季,给煤机经常出现给煤率波动甚至给煤机跳闸现象。给煤机运行时出现给煤量波动且波动无规律,停运后根据给煤机给煤率异常情况,分析了流程图并进行排查,机械装置及控制回路没有发现异常。紧固各端子重新启动,运行一段时间后给煤率波动再次发生,并且出现给煤机停机现象,但是给煤机和变频器均记录不到报警跳闸代码。
当打开就地控制柜时,可以明显感觉到柜内温度较高,用手背感触电子元件,发现启动和正转中间继电器很烫,用万用表电阻档测量其辅助触点,发现启动继电器FS触点6-16断开,正转继电器1ZJ的辅助触点B16-B17在持续测量的3min内出现跳转现象,时闭合时断开。
分析1ZJ继电器的辅助触点B16-B17是常开触点,给煤机运行时得电闭合,把信号传递到变频器作为正转使能信号,如果该信号不稳定,会直接导致变频器运行异常,给煤率波动。FS继电器的辅助触点6-16为常开触点,在给煤机运行时闭合,给煤机电气回路自保持成功,当该触点在运行中断开,则直接导致启动回路断路,给煤机停机。查明原因,更换继电器后,故障消失。
防范措施。
(1)该继电器是原厂配供的,型号为MK3P-1,其耐高温性能差,最高耐温值仅为55℃。由于控制柜内变频器散热量较大,尤其到了夏天,控制柜内温度甚至达到50℃以上,在这样的条件下,继电器性能开始变差,变得极不可靠,辅助触点动作出现异常,导致设备异常,因此继电器急需换型。2010年下半年,逐步把控制柜内独立的中间继电器的FS启动继电器、1ZJ正转继电器、2ZJ反转继电器、3ZJ清扫电动机继电器换型为耐高温性能更好的MKS3P继电器,该继电器耐高温值可提高20℃,更换后,继电器运行稳定性提高,有效提高了给煤机控制系统的稳定性。
(2)控制柜内变频器散热量较大,导致柜内温度升高,会影响柜内电子元件寿命,影响给煤机给煤率稳定性,因此,可考虑把内置式变频器更换为外置式变频器。
3.2.5 给煤机变频器串行通信故障
2010年5月至10月,2台机组共发生了5次类似现象:给煤机给煤率大幅波动,然后停机。打开就地控制柜发现变频器跳闸,其手操连接器面板显示“HIM ID 1 Ver.1.07 ser.B Connecting…”循环滚动,查看故障代码为“10”(串行故障),SCANport适配器断开。更换新变频器后,给煤机重新启动,正常运行。
拆下故障变频器,送至外协修理,修理报告显示故障原因:部分电子元件老化损坏,导致通信故障,适配器连接失败。变频器为美国ROCKWELL公司生产,型号为AB 1336F。该型号变频器是给煤机出厂时配供的,设计为内置式,散热量较大,到了夏季,为了应对南方台风雨水季节,控制柜都要做密封处理,导致控制柜不能通风对流,柜内温度很高,严重影响了柜内电子元器件的使用寿命。
防范措施。
(1)只要没有台风,不下雨,打开就地控制柜通风,设法降低控制柜内温度。
(2)增加控制柜排气孔,加装排气扇,变频器应考虑换型。通过进一步调研分析,所使用的变频器还存在以下问题。
1)变频器已经使用了5年,基本达到使用寿命极限,部分元器件开始老化,容易出现故障。
2)对于该型号的变频器,美国公司目前已趋于停产,且该型号变频器原采购价格本来就比同类产品高出好几倍,近年来进口价格还在不断攀升(每台2.2万元以上),且供货周期长,海外供货周期一般都在4个月以上。
3)该变频器为柜内安装方式,散热方式不佳,特别是在夏季高温季节,导致控制柜柜内温度较高(接近50℃),严重影响变频器本身及控制柜内其他元器件的使用寿命。
经原供货厂家推荐及多方调研,了解到ABB公司的ACS 510外置式低压传动变频器在较多电厂有实际应用,效果良好。该型号的变频器散热性好,运行稳定、可靠,且价格相对较低,供货周期短,能有效节约备件维护成本。
为此,于2011年6月对机组变频器进行外挂式换型改造。改造后,控制柜工作环境明显变好,至今变频器没有发生过一次故障,大大提高了给煤机给煤率的稳定性。
3.2.6 给煤机指令和反馈卡漂移
2012-06-12,B给煤机和C给煤机接受指令都是58.7%,但是B给煤机需要加偏置-14.6%,即输出指令和其他给煤机相差14.6%,给煤率反馈才一致,如果不加偏置,偏差很大。观察给煤率并没有波动,怀疑是指令卡和反馈卡漂移所致。对该台给煤机进行校验,并着重对指令板A1和反馈板A3标定后,偏差消除,给煤率反馈正常,给煤机指令反馈偏差大画面控制如图6所示。
防范措施。严格遵守维护规程,定期校验及标定给煤机。
3.2.7 电源板、微机板故障
当发现给煤率异常时,可以根据流程图进行初步排查,检查给定反馈信号、称重信号、测速信号均正常,变频器及电气启动回路均正常,分析异常的原因可能是电源板或微机板故障。

图6 给煤机指令反馈偏差大画面控制图
电源板将交流电压调制成电子控制所要求的负载稳压电压,电源板的输入电压为110V(AC),频率为50~60Hz。通过变压器变成一系列低电压,然后进行整流,滤波和稳压,电源板电压等级及主要负载见表1。
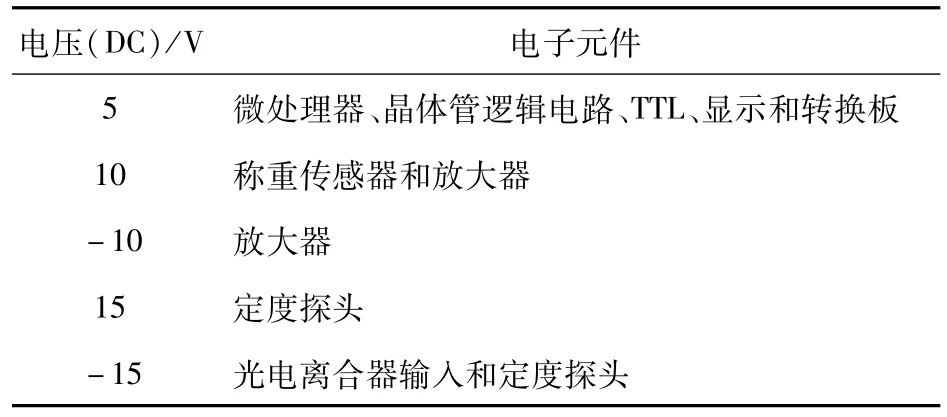
表1 电源板电压等级及主要负载
±15 V电压是与逻辑电路和放大器电路的电源隔离用的,此外在+15V电源的滤波端引出非稳定电压24V是供继电器线圈用的,同时还有两路交流20V电压是供隔离的给煤率转换板A3和速度指令转换板A2用的,每块转换板上都有滤波器和稳压器。电源板上提供的电压是通过一个有6根导线的插头供给微机控制板(CPU板)用的。从表1可以看出,电源板如果出现故障,各元器件、CPU供电电压不足或电压不稳定会影响测量信号及处理回路的正常工作,必然会导致给煤率异常。检查电源板是否正常,可按照电源板上的各级电压标志,测量其电压是否正常即可。当电源板检查是正常时,则最后可把故障锁定在微机板上,尝试更换微机板。
防范措施。电源板、微机板一般不会损坏,自广东珠海金湾发电有限公司机组投产运行6年多以来,仅发生过一起微机板故障,其原因是下雨天微机板进水所致。因此,要严格做好设备防雨、防尘工作。
4 结束语
通过对国产CS2024型电子称重式给煤机控制系统影响给煤率稳定的因素进行总结并归纳出全面的分析流程,对各个环节进行不断的优化及改造,近一年多来再没出现过因热控设备导致给煤率波动或跳闸事故,给煤机控制系统可靠性得到提高,有效地降低了制粉系统的故障率,使机组运行更加安全、可靠、经济,为更好地参与电网调峰打下了良好的基础。
[1]宋吉琦,刘鑫.STOCK给煤机控制系统常见问题分析[J].宁夏电力,2011,21(3):52-54.
[2]蒋俊.电子称重式给煤机的常见故障分析[J].东北电力技术,2001,18(5):18-20.
(本文责编:王书平)
TK 223.24
:B
:1674-1951(2015)01-0025-05
肖榕辉(1985—),男,广东从化人,助理工程师,从事火电厂热工设备自动控制的检修工作(E-mail:946219253@qq. com
2014-05-30;
2014-10-01
)。
猜你喜欢
机电信息(2022年12期)2022-06-21
交通科技与管理(2022年8期)2022-05-07
能源工程(2022年1期)2022-03-29
机械工程师(2022年3期)2022-03-24
湖南电力(2021年4期)2021-11-05
科教新报(2019年16期)2019-09-10
中国特种设备安全(2019年4期)2019-05-20
商情(2018年2期)2018-03-27
通信电源技术(2018年12期)2018-02-16
中小企业管理与科技·中旬刊(2017年8期)2017-09-07
