HastelloyC—276合金焊接性研究
2015-05-30 10:48:04王阳阳贾晨
科技创新与应用 2015年12期
王阳阳 贾晨

摘 要:Hastelloy C-276合金是一种耐腐蚀型合金,具有优秀的耐点腐蚀、缝隙腐蚀和应力腐蚀开裂性能,在航天、能源、化工、核电、环保等领域有着巨大的应用潜力。文章介绍了Hastelloy C-276合金的组织结构,分析其焊接性,依据NB/T47014-2011《承压设备焊接工艺评定》和ASTM G28A标准对其进行焊接工艺评定及力学性能检验,最终制定合理的焊接工艺,为该合金的生产加工提供理论依据。
关键词:Hastelloy C-276;镍基合金;焊接性;焊接工艺评定
1 概述
21世纪以来,随着我国航天、能源、化工、核电、环保等各个领域的飞速发展,对耐腐蚀材料需求量逐年增多[1]。自20世纪60年代Hastelloy C-276合金被美国汉斯公司研发出后,以其优异的抗腐蚀性能(可耐湿氯、各种氧化性氯化物、氯化盐溶液、硫酸与氧化性盐、中低温盐酸等)及焊后无需进行固溶处理的加工特性,广泛应用于各种苛刻腐蚀工况[2],如石油化工、烟气脱硫、纸浆和造纸、环保等工业等领域。国内对于该合金焊接特性研究起步较晚,为了充分掌握并优化Hastelloy C-276材料的焊接性能,故对该材料焊接性进行深入分析,结合实际焊接工艺试验,最终提出合理焊接工艺参数,为该材料的应用提供可靠保障。
2 组织结构
Hastelloy C-276为Ni-Cr-Mo系镍基合金,其化学成分和力学性能见表1。其中Ni、Cr、Mo元素使其在氧化性和还原性介质中均具有较好的耐腐蚀性能,W元素的添加进一步提高材料抗局部腐蚀的能力,较低的Si、C元素含量保证了焊接热影响区的耐腐蚀性能,面心立方晶格结构形成的奥氏体组织赋予该合金良好的塑韧性。
3 焊接性
Hastelloy C-276因使用过程中更注重耐腐蚀性,故不像碳钢或不锈钢材料那样要求熔敷金属强度等于或高于母材,而是以腐蚀性能为出发点,要使焊缝金属与母材具有相当或优异的防腐蚀能力。
3.1 液态焊缝金属流动性差
镍基合金焊缝金属不像普通钢材质焊缝金属那样容易润湿展开。即使增大焊接电流也不能改进焊缝金属的流动性,反而易引起有害作用。焊接电流过大不仅使熔池过热,增大热裂纹敏感性,晶粒粗大降低耐腐蚀性,还会引起焊缝金属中的脱氧剂蒸发,产生气孔。要获得良好的焊缝质量,需要采用摆动焊工艺,但这种摆动是小摆动,摆动距离不超过焊丝直径的三倍。
3.2 焊缝金属熔深浅
焊接过程中,镍基合金固有特性决定了其熔深较浅,单纯靠调整焊接参数不能解决这个问题。根据反复试验克服熔深浅的方法是修改传统的坡口形式,坡口角度在65°~70°,焊缝间隙大约在2mm~3.5mm,钝边大约在0.5mm~1mm。从而保证有效的焊缝熔深。
3.3 焊接热裂纹
镍基耐蚀合金具有较高的热裂纹敏感性。热裂纹分为结晶裂纹、液化裂纹和高温失塑裂纹。结晶裂纹易发生在焊缝弧坑处形成火口裂纹[3]。结晶裂纹多半沿焊缝中心纵向开裂。液化裂纹多出现于紧靠熔合线的热影响区中,还可能出现在多层焊的前焊缝中。高温失塑裂纹既可能产生于热影响区中,也可能存在于焊缝中。各种热裂纹有可能单一,也有可能伴生出现,使得焊缝质量可控性变差。
3.4 易于发生敏化现象
Hastelloy C-276合金在650~1090℃热稳定性较差,长时间时效处理后,会在晶界析出碳化物或伴生金属间化合物μ相(Co2Mo6),在焊缝中的铸造组织形成元素偏析,产生敏化现象,熔点较高的Mo、W元素凝固较早,焊缝熔敷金属中的合金元素浓度梯度分布不均匀,使其抗晶间腐蚀性能下降。因此该合金热加工温度范围1200℃~950℃,冷却方式为水淬或在760℃~540℃之间尽量快速冷却,以防止产生焊缝腐蚀。
4 焊接工艺评定
4.1 焊接方法
钨极氩弧焊已广泛用于镍基合金的焊接[4],特别适用于薄板、小截面、接头不能进行背面焊的封底焊以及不允许有残留熔渣的结构件。
4.2 保护气体
推荐使用氩气或氦气,与氩气相比用氦气保护有如下特点:(1)氦气热导率大,向熔池热输入也比较大;(2)有助于清除或减少焊缝中的气孔;(3)焊接速度比用氩气时提高40%;(4)氦气成本约是氩气的25倍。
4.3 焊材
镍基合金焊丝成分大多与母材相当,但焊丝中一般多加入一些合金元素以补偿某些元素的烧损,同时可抵消焊缝熔敷金属凝固所产生的偏析。依据ASME第二卷材料C篇SFA-5.14《镍和镍合金光填充丝和焊丝标准》Hastelloy C-276选用ERNiCrMo-4牌号的φ2.4mm焊丝,其化学成份见表2。
4.4 坡口加工
焊接坡口应采用机械方法冷加工成型,以保证母材组织无变化,加工表面的形状、尺寸和光洁度应满足焊接要求,不应有分层、折叠、裂纹、撕裂等缺陷,坡口形式如图1所示。
4.5 焊接清理与焊接保护
焊前对坡口及其两侧50mm范围的母材表面进行修磨去除氧化皮,使用丙酮或乙醇对坡口及焊丝表面擦洗,清除油脂、水分等污染物。为保证焊缝得到充分的保护,用δ1mm铜板制作专用的保护拖罩,对焊缝正反面进行保护。
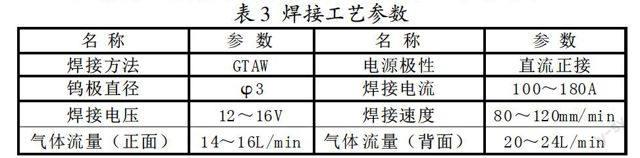
4.6 焊接工艺试验
试件规格:δ8mm×125mm×400mm板材,焊接位置采用平焊;焊接前焊缝不预热,采用高频起弧,过程中控制层间温度≤100℃,同时注意焊枪角度,控制熔池大小,保证氩气均匀保护熔池减少氧化。镍基材料熔池流动性不佳,所以焊接时需增加摆动,摆幅不易过大,两边应稍作停顿,确保焊缝熔合区质量,焊接工艺参数见表3。
4.7 焊缝检验
焊接完毕后,依据NB/T47014-2011《承压设备焊接工艺评定》及ASTM G28A法对试件进行无损检测、力学性能试验、腐蚀率检验。
4.7.1 无损检测
对焊接试件按照JB/T4730.2-2005进行100%RT检测,未发现未熔合、裂纹等缺陷;焊缝表面未见气孔、焊瘤、凹陷、咬边等缺陷。
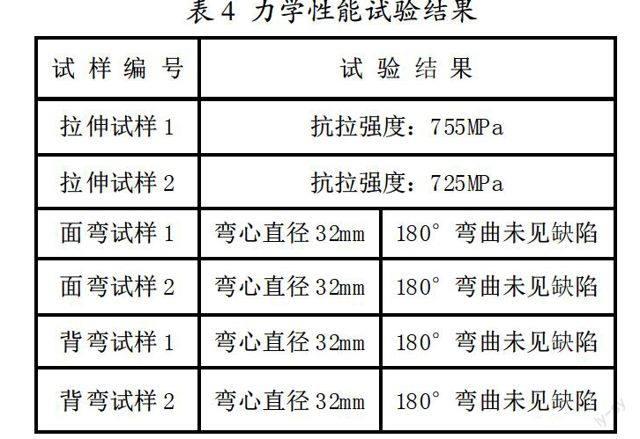
4.7.2 力学性能试验
依据NB/T47014-2011规定取拉伸、弯曲试样,分别按照GB/T228、GB/T2653规定的试验方法进行试验,结果见表4。
4.7.3 腐蚀率
分别对焊缝及母材按照ASTM G28方法A进行腐蚀率测定,焊缝腐蚀率略高于母材,其结果见表5。
5 结束语
Hastelloy C-276合金以其优异的抗均匀腐蚀、局部侵蚀、晶间腐蚀能力和易于的加工性,在各行各业广泛应用。文章对该材料组织结构及焊接性进行深入分析,结合实际焊接工艺评定试验,最终提出合理焊接工艺参数以及焊接过程中的操作技巧和操作要点,通过力学性能试验和腐蚀率试验,结果表明,制定的焊接工艺方案对于Hastelloy C-276合金同种金属之间的焊接是可行的,焊缝各项性能得到保证,为镍基耐腐蚀合金的焊接提供参考。
参考文献
[1]刘士博.Hastelloy C-276与316L激光异质焊接机理与工艺研究[D].大连理工大学,2013.
[2]邢卓.Hastelloy C系列合金综述[J].化工设备与管道,2007,44(02):51-58.
[3]周生华.镍基合金C-276的焊接工艺[C]//.华东地区第九届焊接技术交流会论文,2009:85-89.
[4]中国机械工程学会焊接学会.焊接手册第3版[M].材料的焊接,北京:机械工业出版社,2007.
作者简介:王阳阳(1988-),女,籍贯:西安,工学硕士,毕业于西安理工大学,就职于西安思源学院机电工程学院,助教,研究方向:材料加工工程。
猜你喜欢
中国金属通报(2022年1期)2022-06-02 02:09:56
锻压装备与制造技术(2021年2期)2021-07-19 08:51:14
上海金属(2016年3期)2016-11-23 05:19:43
焊接(2016年2期)2016-02-27 13:01:16
大型铸锻件(2015年4期)2016-01-12 06:35:27
应用科技(2015年5期)2015-12-09 07:10:09
焊接(2015年9期)2015-07-18 11:03:53
焊接(2015年2期)2015-07-18 11:02:38
焊接(2015年8期)2015-07-18 10:59:13
汽车零部件(2014年5期)2014-11-11 12:24:34