立式加工中心加工球阀座工艺设计
2015-05-30 12:11:02潘铭
科技资讯 2015年25期
潘铭

摘 要:球阀是以球体作为开关件的一种阀门,而球阀阀座主要起到控制阀芯全关位置的作用,是球阀关键零件之一。该文研究了应用VDL-600A型立式加工中心加工球阀阀座工艺。应用CAXA设计制造软件进行零件设计,生成加工程序,最后应用VDL-600A型立式加工中心完成球阀阀座产品的实际加工,对球阀生产制造具有实践指导意义。
关键词:VDL-600A型立式加工中心 球阀阀座 CAXA 加工工艺
中图分类号:O441.1 文献标识码:A 文章编号:1672-3791(2015)09(a)-0075-02
球阀是以球体作为开关件的一种阀门,用于流体的调节与控制,在航天、石油化工、长输管线等许多方面都得到了广泛的应用,而球阀阀座主要起到控制阀芯全关位置,是球阀主要关键零件之一,球阀阀座制造工艺对其性能影响很大,所以生产制造出物美价廉的球阀座产品,提高市场竞争力至关重要。
1 球阀座零件分析
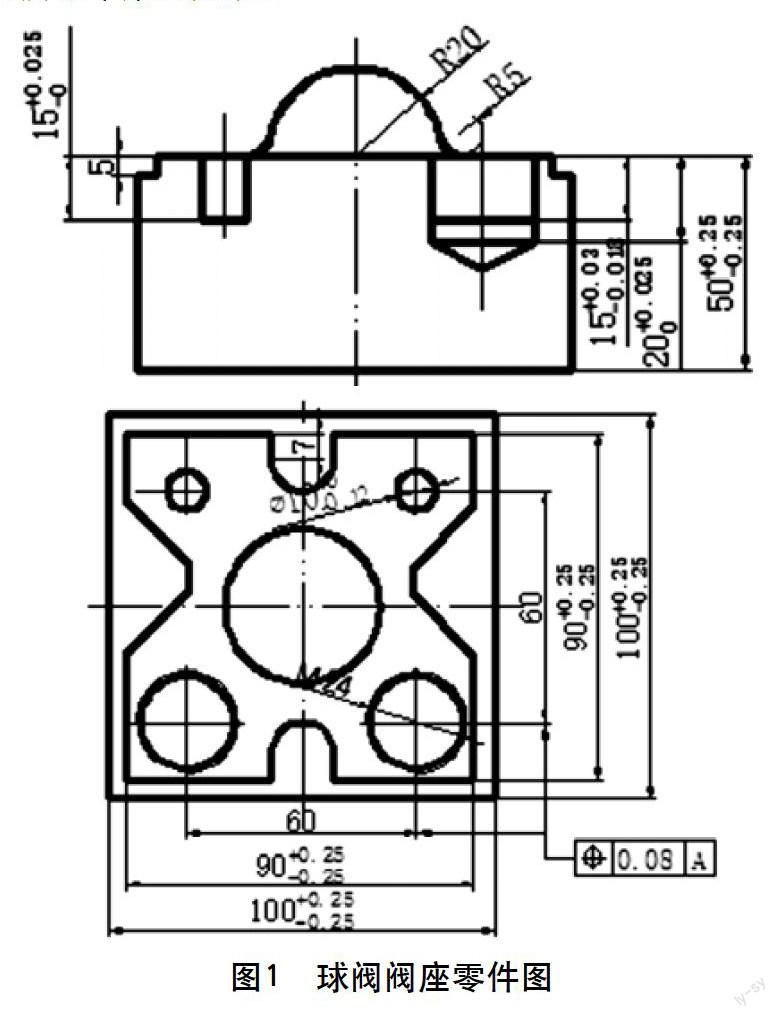
球阀阀座主要由两大部分构成,一是上面的半球;另一个是立方块,立方块上面由圆弧过渡、斜边、螺纹孔、深孔等结构组成,球阀座零件图如图1所示。
2 制造工艺分析
(1)外轮廓加工:首先毛坯粗加工,设置加工参数,避免撞刀、断刀、损坏零件或机床;
(2)半球加工:采用球铣刀,分粗、精两步加工;
(3)孔加工:钻孔:首先钻中心孔,再钻底孔,最后扩孔,加工深孔时,需要多次排屑;镗孔:镗孔时转速一般在2000~2600 r之间,在加工过程中不可间断进刀,当镗刀进到位时应首先关上电源再提刀,否则会在工件表面产生一条条线痕。镗孔时最多一次可进刀0.20 mm;
(4)螺纹加工:首先要孔口倒角处理,倒的角应为一个螺距;其次选择铣削螺纹。
3 球阀座加工工艺路线
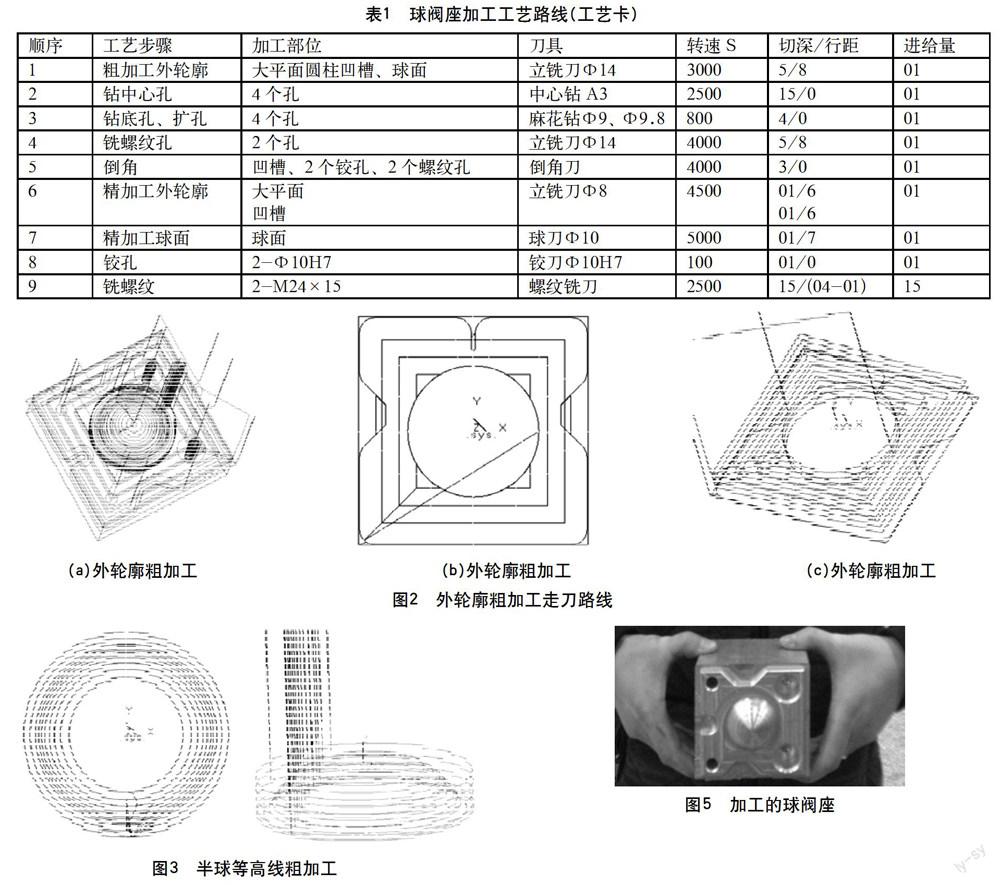
根据设计计算确定各加工部位加工参数以及选择的刀具,编制的加工工艺路线如表1所示。
4 应用CAXA软件编程与仿真加工
4.1 设置刀具轨迹、加工参数、编程
外轮廓选择平面区域粗加工即可,如图2所示。进刀设置为圆弧进入切削,设置下刀距离的安全高度25,防止发生撞刀的可能。
半球粗加工,选择等高线粗加工,如图3所示,此法适用于不规则型腔或凸模的分层去除大量材料。半球精加工选用的是轮廓导动精加工,其实方法类似等高线加工。
平面轮廓精加工主要在设置加工参数、切削用量数据上区别于粗加工,其加工方式相同。
加工螺纹选择铣削螺纹加工,首先将螺纹孔钻好,必须倒角,在铣螺纹参数里面主要设置好内外螺纹、螺纹旋向、螺纹长度、螺距以及头数,在切削用量里面设置主轴n、下刀v、切削v以及退刀v。
4.2 仿真加工
通过模拟加工能判断刀具的轨迹,能发现刀具是否会撞刀等一些问题,模拟加工的零件图如图4所示。
5 VDL-600A型立式加工中心加工球阀座
采用手工对刀方式。
5.1 对x轴
先将刀移动到工件的最左端或者最右端,留下一点距离即可,将刀往下调节适当位置,再将刀具刚好触碰到工件边缘,将刀抬到安全高度,按下操作面板里pos按钮,输入x,进行x轴清零;然后将刀再摇到另一边,下刀,刀具再刚好触碰到工件边缘,将刀抬到安全高度,看操作面板里此刻x轴的坐标,将数值÷2,反向摇动手轮,摇到计算过后的数值,此刻按下操作面板上的ofs/set键,输入x0,测量,即可确定x轴x0的坐标了。
5.2 對y轴
方法同对x轴。
5.3 对z轴
只要将刀轻轻在工件上端面接触,按下ofs/set键,输入z0,点击测量,即可确定z0的坐标。
加工出的球阀座如图5所示。
6 结语
该文研究设计了应用VDL-600A型立式加工中心加工球阀座加工工艺。设计了球阀座制造工艺路线,使用 CAXA设计制造软件设置刀具轨迹、加工参数、编程,并仿真加工;最后应用VDL-600A型立式加工中心加工球阀座。该文对生产制造出物美价廉的球阀座产品,提高市场竞争力具有实践指导意义。
参考文献
[1] 田萍.数控机床加工工艺及设备[M].北京电子工业出版社,2010.
[2] 徐红岩.机械加工工艺基础[M].机械工业出版社,2010.
[3] 章华友.球阀设计与选用[M].机械工业部,2010.
猜你喜欢
辽宁师专学报(自然科学版)(2021年1期)2021-07-21 03:17:04
水电站机电技术(2020年1期)2020-02-28 01:59:10
油气田地面工程(2019年8期)2019-09-05 05:46:46
中国设备工程(2019年13期)2019-08-06 03:00:28
水电站机电技术(2018年12期)2018-12-21 01:37:54
西部探矿工程(2018年12期)2018-11-21 05:34:04
制造技术与机床(2018年8期)2018-10-09 08:27:48
电网与清洁能源(2015年5期)2015-12-29 11:53:03
锻压装备与制造技术(2015年2期)2015-06-26 09:00:30
金属加工(冷加工)(2015年11期)2015-04-17 07:06:50