
基于前馈控制的数控伺服系统控制方法研究
2015-05-30 11:23:26朱凌云吴婷康长乐杨璐源江勇程周成
科技创新与应用 2015年28期
朱凌云 吴婷 康长乐 杨璐源 江勇程 周成
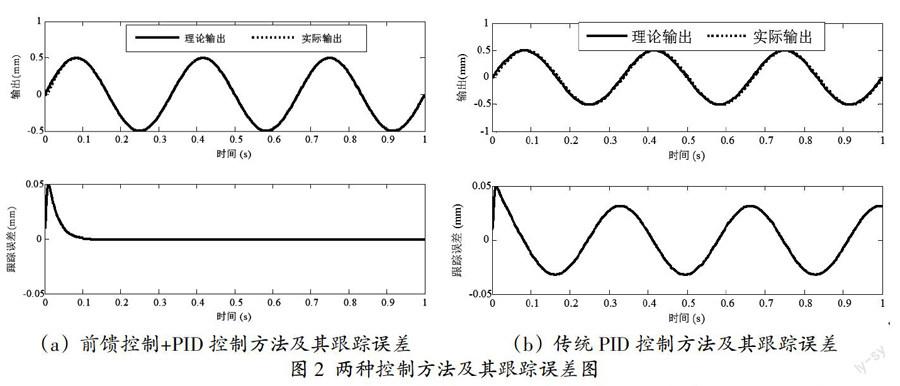
摘 要:针对数控伺服系统的控制过程中存在的问题,为减小复杂曲线曲面加工的轮廓误差,提出基于前馈控制的伺服控制方法。首先推导和构建了前馈控制器的传递函数,然后分别采用传统的PID控制方法和前馈控制+PID控制方法对数控机床的伺服控制系统进行仿真验证。实验结果表明所提出的方法能够有效地提高系统的跟踪精度,从而间接提高数控系统的轮廓加工精度。
关键词:前馈控制;伺服系统;PID控制
引言
随着先进制造技术的发展,现代制造业对复杂曲线曲面零件加工提出更高的加工精度要求[1]。复杂零件在加工过程中需要采用高精度的多轴数控运动系统来实现高性能的轮廓加工,以获得良好的加工质量,零件在数控加工过程中, 一般存在跟踪误差和轮廓误差两种误差。跟踪误差是指实际位置与实际位置之间的距离;而轮廓误差是指实际位置到期望轮廓之间的最短距离。这两种误差对数控加工精度产生较大的影响[2]。
国内外一些研究人员主要从跟踪误差方面进行研究,以减小单个轴的跟踪误差,从而间接地提高轮廓加工精度。Park等[3]采用零相位误差跟踪控制器进行控制,Zhao等[4]提出将零相位跟踪控制器和干扰观测器相结合的鲁棒跟踪控制方法,能够有效地提高系统的跟踪精度。Liu等[5]采用H∞鲁棒控制方法对直线电机驱动十字滑台进行控制,实现高精度跟踪控制。这些方法均能够有效提高伺服系统的性能,但是控制算法比较复杂,对于嵌入式实时系统难以满足实时性要求。
1 前馈控制
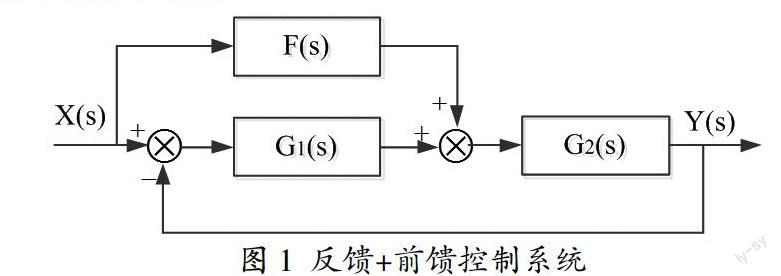
为了提高轮廓加工精度,在反馈控制的基础上,采用前馈控制提高位置伺服系统的跟踪性能。前馈控制是一种基于复合控制模式的控制方法。当闭环系统为连续系统时,使前馈环节与闭环系统的传递函数之积为1,从而实现输出完全重现输入。
3 结束语
针对数控加工过程中伺服系统所采用的传统控制方法存在较大的跟踪误差等问题,提出一种基于前馈控制的位置伺服系统控制方法,构建了前馈控制器的数学模型,并對前馈控制器进行设计和实现,然后分别采用传统的PID控制方法和前馈控制方法进行仿真实验。实验结果表明所提出的方法能够有效地提高伺服系统的跟踪性能,从而间接提高系统的轮廓加工精度。
参考文献
[1]王永青,刘海波,贾振元,等.基于活动标架理论的加工目标曲面再设计及刀位计算[J].机械工程学报,2012,48(19):141-147.
[2]Chen C. L,Lin K. C. Observer-based contouring controller design of a biaxial stage system subject to friction. IEEE Transactions on Control System Technology,2008,16(2):322-329.
[3]Park H. S, Chang P. H, Lee D. Y. Concurrent design of continuous zero Phase error tracking controller and sinusoidal trajectory for improved tracking control. ASME Journal of Dynamic Systems, Measurement, and Control,2001,123:127-129.
[4]赵希梅,郭庆鼎.为提高轮廓加工精度采用DOB和ZPETC的直线伺服鲁棒跟踪控制[J].电工技术学报,2006,21(6):111-115.
[5]Liu Zuodong, LUO Fanglin, Rahman M. A. Robust and precision motion control system of linear-motor direct drive for high-speed X-Y table positioning mechanism[J].IEEE Transactions on Industrial Electronics,2005,52(5):1357-1363.
猜你喜欢
北京航空航天大学学报(2022年6期)2022-07-02 01:59:46
测控技术(2018年12期)2018-11-25 09:37:44
制造技术与机床(2017年3期)2017-06-23 08:11:26
山东工业技术(2016年23期)2016-12-23 17:27:08
教育界·下旬(2016年8期)2016-12-14 10:35:15
科学与财富(2016年26期)2016-12-01 21:15:53
企业技术开发·中旬刊(2016年10期)2016-11-12 14:53:44
科技视界(2016年6期)2016-07-12 09:16:47
科技视界(2016年12期)2016-05-25 12:01:14
北京航空航天大学学报(2016年4期)2016-02-27 06:32:11
