200 MW汽轮机高压缸静叶片损伤修复
2015-05-30 10:48:04杨利东
科技资讯 2015年27期
杨利东

摘 要:宁夏电投西夏热电有限公司#2汽轮机在A级检修时发现高压缸第4~9级隔板静叶片存在不同程度的损伤。该文介绍了对于损伤叶片的处理方案和修理、焊补工艺。经修复后的叶片达到了比较满意的效果,#2汽轮机顺利投入运行。证明了对于汽轮机静叶片损伤,采用焊补修复的方法是可行的。
关键词: 汽轮机 静叶片 损伤 修复
中图分类号:TM7 文献标识码:A 文章编号:1672-3791(2015)09(c)-0028-03
宁夏电投西夏热电有限公司#2汽轮机由东方汽轮机厂设计制造。型号C200/140-12.75/0.245/535/535-1,单轴、三缸、双排汽、抽汽、凝汽式供热汽轮机。通流级数总共32级,高压隔板静叶材质:1~5级为ZG1Cr11MoV,6~11级为1Cr13。该汽轮机于2008年12月投产。在2015年8月第一次进行A级检修。揭开汽缸后检查发现高压隔板第4级到第9级静叶片有多处损伤痕迹,且系异物碰撞造成的机械损伤。表现为叶片出口边变形,部分出现裂缝,最长20 mm,另有部分出现裂口。以下是部分损伤叶片照片,见图1。
1 处理方案
静叶片损伤的危害分析。静叶片发生变形后,会改变蒸汽流过喷嘴后的角度方向,变形大时通流面积受到影响,蒸汽流量下降。这两方面都会降低汽机做功能力,使机组汽耗增加。汽流方向和流量改变,还会使转子因受力不均匀而产生偏移,发生异常振动的可能性增大。另外,变形的叶片如果长期运行下去,在变形严重位置会被汽流冲蚀,逐渐出现缺口。有裂纹或裂口的叶片,如不进行有效处理,那么在汽流冲刷下,裂纹或裂口边缘金属会脱落,这类叶片除了影响汽轮机经济性外,还存在一定安全隐患。
对于上述高压缸静叶片损伤的处理,保守的方法是:将裂纹和裂口打磨掉,保证打磨掉的部分边缘光滑过渡即可,不再进行填补。这种处理方法消除了开裂部位金属脱落的风险,但却降低了机组的性能。与当前大力提倡节能、提倡精细化管理的形势和理念相悖。所以,应对这些缺陷进行积极有效地处理。处理方案为:对于变形叶片,采用加热后校型的方法处理,校型后做渗透探伤,如有裂纹,待后续处理;对于有裂纹和裂口的叶片,用电动打磨机把裂纹两侧金属全部剔除,再把剔除掉的部分焊补完整,然后修理焊补位置的形状与原叶型一致。
2 焊补方案分析
#2汽轮机4级、5级高压隔板静叶片材质为ZG1Cr11MoV,6级到9级高压隔板静叶片材质为1Cr13。1Cr11MoV和1Cr13属马氏体耐热不锈钢,有较高的硬度、韧性、较好的耐腐蚀性、热强性和冷变形性能,有大的脆硬倾向。马氏体耐热不锈钢的导热系数小,易过热,具有较大的晶粒长大倾向。冷却速度较慢时,焊接热影响区会产生粗大的铁素体和碳化物。冷却速度较快时,焊接热影响区会产生硬化现象,形成粗大的马氏体,这些粗大的组织会使金属塑性和韧性降低而脆化。马氏体不锈钢还具有一定的回火脆性。当焊接部位刚性大或含氢量高时,在焊接应力的作用下,特别由高温直接冷却至120℃~100℃时,很容易在产生冷裂纹,甚至还会产生最危险的氢致延迟裂纹。
在焊接过程中处理不当也会造成焊接裂纹。如果输入热量控制不好会造成叶片退火从而使叶片失效。裂纹在叶片的进汽侧拘束较大,焊接过程是在拘束条件下进行,大的热量输入必然导致较大的拘束应力,而使焊缝开裂。
为了避免焊缝和热影响区的冷裂纹及改善焊接接头的力学性能,应该采取焊前预热、焊后加热的热处理措施。焊接过程控制好热量输入,防止所焊接的叶片过热、退火、变形及开裂、出现气孔。焊后不要直接回火处理,因为焊接过程奥氏体没有完全转变为马氏体,如果立即高温回火,会出现碳化物沿奥氏体晶界沉淀和奥氏体向珠光体转变的现象,产生晶粒粗大的组织,严重降低金属韧性。
基于以上分析,焊接过程要短弧、低热能输入但又保证叶片熔透,因此选用手工钨极氩弧焊。还因为马氏体不锈钢的导热系数小、热膨胀系数大,热量的积聚会使叶片过热,易造成热应力集中,所以焊接过程要加强叶片的散热。可焊接和冷却交替进行。
在焊丝的选择上,考虑到焊后的叶片必须保持一定的耐汽蚀性,因此要选择与叶片材质相近或更优的焊丝。4级、5级隔板静叶片本身Mo和V的含量较高,可选用GH533焊丝(镍基合金焊丝),它具有很好的抗氧化性、塑性、抗冲击性和焊接性,它同样可以用于6~9级隔板静叶片的焊接。
3 静叶片修复工艺
3.1 准备
焊丝GH533,φ1.6 mm;着色渗透探伤剂;氩气;氧气;乙炔;铜垫板。
3.2 变形叶片校型
(1)使用氧气-乙炔火焰加热待校形区域,温度<500℃,保温10 min。然后在待校形部位下部垫铜垫板,用铜锤敲打或自制撬棍使叶片形状恢复。敲打时要注意保证汽道出口侧尺寸。
(2)钳工抛磨:待所有校形部位均经过校形且检验汽道侧尺寸合格后,钳工抛磨,去掉表面氧化皮。
(3)对所有导叶进行着色探伤,标准:JB/T4730.5-2005,标记出有裂纹、开口、穿孔缺陷处;
(4)用旋转锉剔除缺陷部位,见金属本色,并形成利于焊接的坡口;
(5)再次进行渗透检查,确认缺陷消净。待焊补处理。
3.3 焊补
在把所有有裂纹、开口、穿孔的叶片缺陷部位打磨干净后,即可进行焊补作业了。
(1)用丙酮清洗待焊处及周围金属表面,要求表面不能有油污、铁锈、水分等。
(2)根据静叶内弧型线预制紫铜垫板。将垫板放置在补焊部位下方,垫板与叶片间隙不超过0.5 mm。
(3)将待焊叶片两边塞满保温材料。
(4)因为现场客观条件限制,使用电加热进行热处理困难,因此使用氧气-乙炔中号烤把烘烤待焊叶片,进行预热,使用测温仪进行测量。预热温度在150℃~200℃。
(5)开始焊接。焊接时在紫铜板上引弧及熄弧。保证焊缝成形情况下焊接电流尽可能小(焊接电流80~100 A)。氩气流量:8~15 L/min,层温≤60℃。首先用小电流在缺口首尾及中间点焊数点,相邻两点间距不超过5 mm,依次连接相邻两点形成第一道焊缝。注意缺口方位不同时焊枪角度需不断变化,电弧吹力将融化金属向叶片铺开,避免融合线太薄收缩撕裂叶片。熄弧后要使用氩气对焊缝保护2 min。
(6)焊接完毕后,空气自然冷却,到100℃~150℃后,使用氧气-乙炔中号烤把对焊缝进行回火处理,回火温度在650℃~750℃。然后使用保温材料对焊缝进行保温,保温1h后,空气自然冷却。
3.4 焊后修磨
表面高出叶片部份会影响气流流向,需要修磨。用小型砂轮修磨,使上表面光滑平整,外型尽量同原叶型一致。注意修磨时压力太大会引起表面高温氧化或叶片变形。
3.5 焊后检查
静置24 h后,对补焊区域及其附近50 mm范围内进行着色检验,标准按JB/T4730.5-2005。无裂纹为合格,有裂纹的要重新打磨、焊补。
4 结语
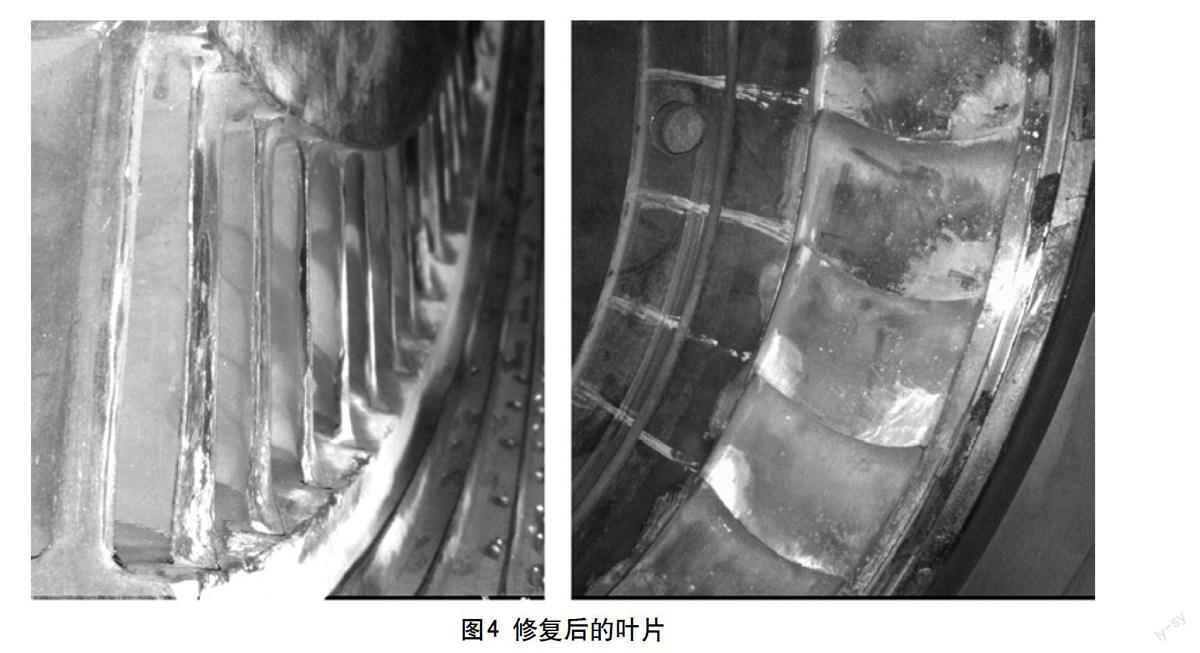
该次对#2汽轮机高压缸第4~9级隔板静叶片所有变形部位进行了校正,对所有着色探伤发现的缺陷进行了打磨和焊补处理,共焊补44处,最后检测全部合格。修理后的隔板静叶片,线型接近原叶片,焊接合格,获得了制造厂技术人员的肯定。#2汽轮机顺利投入运行。此次高压缸隔板静叶片的成功修复,大大提高了设备使用寿命,同时为企业的安全、经济生产发挥着重要作用。
参考文献
[1] 中国机械工程学会焊接学会编著.焊接手册(第2卷)材料的焊接[M].第3版,修订本.北京:机械工业出版社,2014.
[2] 邹增大.焊接材料、工艺及设备手册[M].第二版.北京:化学工业出版社,2010.
猜你喜欢
能源工程(2020年5期)2021-01-04 01:29:00
体育时空(2016年9期)2016-11-10 21:51:16
体育时空(2016年9期)2016-11-10 21:50:32
科技视界(2016年18期)2016-11-03 23:42:42
中学课程辅导·教师教育(中)(2016年9期)2016-10-20 15:42:46
中国科技博览(2016年18期)2016-10-19 08:59:59
中国实用医药(2016年24期)2016-10-17 04:17:37
科学与财富(2016年28期)2016-10-14 23:22:54
科技视界(2016年20期)2016-09-29 13:12:16
广西电力(2016年4期)2016-07-10 10:23:38