浅谈圆锥破碎机主机架缩松改进
2015-05-30 18:49龚雪辉
华夏地理中文版 2015年6期
关键词:模拟
摘 要:针对实际生产中的大型圆锥破碎机主机架缩松的位置,分析其产生的原因及机理。在此基础上对铸造工艺进行改进,再利用MAGMA 软件进行模拟优化。结果表明,合理设置保温冒口、补贴、冷铁的大小和位置,可以保证铸件顺序凝固和金属液的有效补缩,获得满足顾客规范要求的圆锥破碎机主机架铸件。
关键词:大型圆锥破碎机;主机架;凝固;缩松;模拟
矿石破碎机械广泛运用于矿山、冶炼、建材、公路、铁路、水利和化学工业等众多部门。随着世界经济的逐渐回暖,矿山等基础产业的复兴,破碎机的需求与日剧增,客户对产品的质量、性能要求也越来越高。主机架作为矿山机械中重要的大型铸件,与上端支架、上机架、中机架相比,其结构复杂,壁厚小、均匀。结构特性决定铸件很难实现顺序凝固,易产生缩松。生产中其变形、缩松、缩孔缺陷比较突出,磁粉探伤后出现超标磁痕显示,不仅影响了产品的质量,增加成本,而且影响交货期。本文通过利用凝固过程的数值模拟技术,优化铸件的铸造工艺,保证铸件的顺序凝固及钢液补缩效果,最终解决了主机架的缩孔、缩松缺陷,提高了主机架的质量,保证了此类产品的批量稳定供货。
一、工艺设计方案
(一)产品的基本参数及技术要求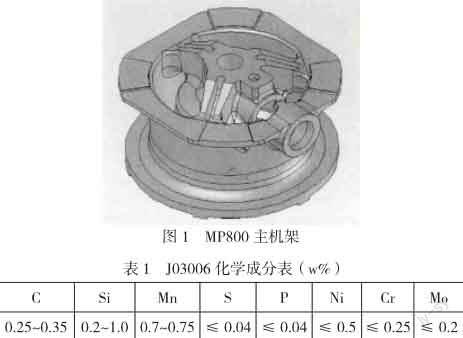
本文当中选择了一款mp800系列的主机架作为探究的对象,该系列的主机架是一款大型的圆锥破碎机械当中比较有代表性的系列之一。下图当中所示的便是该系列主机架,该主机架的轮廓尺寸比较大,其结构相对复杂,均壁比较多,其最大的轮廓甚至达到了3727×2436毫米,其铸件的质量为35.3T,材质达到J03006。
(二)初始工艺
1.我们可以从铸件的结构当中进行深入的分析和探究,以此来对铸件的分型方案进行有效的确定。
2.我們可以根据铸件的顺序凝固方式对其补缩方式进行相应的设计,我们在其结构上就可以看出其上下两法兰处的区域都出现了热节的现象,所以要想沿着同一个方向上进行顺序凝结的话是相对难以实现的,所以需要从中间的腰带处进行冷铁的设计,这样的话再在上下两法兰处设置补缩的冒口。
3.所谓的浇注的方法便是采取底返式的浇注体系,通过直浇道以及横浇道将钢液导引至铸件的底端,然后由内部浇口从底部注入型腔。
二、铸件出现问题分析
在铸件的过程当中一般情况下会经历从浇注的温度冷却直到室温的一个变化,并且要度过三个相互之间联系紧密的一个收缩阶段,这三个阶段可以称之为液态收缩、凝固收缩以及固态收缩的过程。在这一过程之中其容积大并且相对集中的孔洞我们称之为缩孔,而那些细小而且较为分散的孔洞则可以称之为缩松。至于为什么会出现缩松的问题可以说其形成的原因相当的复杂,这不仅仅与合金的质量、性质、温度、操作方式等有些千丝万缕的关系,更是与同枝晶的大小、特性以及结构的形态、发展的速度以及外部压力等等一系列的原因都产生了很大的关系。有专家在对金属液在其凝固的过程当中的流动状态进行了深入的研究之后提出了质量补缩以及枝晶补缩的一个想法。很多的研究都指向缩松的问题主要是金属液的流动受到了某些阻力,合金凝固收缩时无法得到金属液的相应补给从而产生的缩松。
在找到了原因的基础上一些相关学家也对此提出了一些解决方式,其解决的方式一共有五类,即液体补缩、质量补缩、枝晶间补缩、固体补缩以及爆炸填充的方式。在这五种补缩的方法当中其最为普遍的便是液体补缩的方式,由于该方式最早被发现并被使用所以也是其得到广泛使用的主要原因。
从更为宽泛的角度出发对于mp800的主机架的腰带区域壁厚且较为均匀,其工艺设计的补缩冒口又被设计在了其上下法兰加工的部位之中,铸件的腰带处并未安置金属补贴,从而没能够达到良好的补缩通道,最终使得冒口的垂直有效的补缩距离无法达到所需的要求,这也就很容易出现缩松的现象了。
我们从凝固学的角度出发对其进行一个有效的分析,在主机架浇注工作进行结束之后,伴随着温度出现逐渐的减低,钢液的体积也慢慢的发生着收缩。所以当铸件任然处在一个液态的情况下,金属液并未形成枝晶,铸件补缩的通道任然相当的顺畅,金属液的流动性能也就得到了保障,一旦发生液态收缩的情况其冒口的钢液也可以得到有效的补缩。
凝固后期大量枝晶开始形成,枝晶发达,枝晶臂相互连接,枝晶间形成大量网状结构(枝晶骨架)。此时的枝晶臂发达,不容易被液体压力差破坏,同时此处主机架结构为均匀壁厚,凝固过程从上到下同时发生,大量的枝晶连接阻碍了冒口液量对此处的补缩,不会发生“爆炸充填”。补缩液在枝晶间流动,阻力很大,基本上为渗流,因此枝晶间的液体得不到外界的补缩最终产生缩松。从这一点看,后续工艺改进时不能加大冒口。轴孔处铸件硬度达不到技术要求,主要是因为此件其他部位硬度不高,只有此部位硬度要求高。
三、工艺措施
对于工艺进行改进的想法主要有从缩松的出现区域采取工艺解决措施,确保朝向冒口的补缩通道能够一直保持着顺畅无阻。
由于mp800的主机架当中的腰带区域与冒口距离较远,冒口的补缩梯度又达不到所需,所以可以使用模数计算的方式对工艺进行补贴的增加,从而大大的提升了补缩通道的顺畅性。
将冒口的有效补缩距离进行增加,其方式主要有两个,也就是增大冒口、放置冷铁。对于上述两种方式我们在实际操作过程当中都进行过相应的实验,可以发现在两个冒口之中会出现缩松的现象,这主要是由于两个冒口对于该区域出现了热干扰的现象,从而对该区域的凝固时间造成了拖延从而导致的缩松情况,另外还有一个情况便是由于两个冒口通过该区域的相互流动,从而导致该区域与冒口的同步出现了凝固,而且后期时间又没有得到及时的补缩最终导致了缩松的情况产生。
还可以使用局部热处理的方式对缩松的情况进行相应的解决和处理,这样可以使得该区域的铸件硬度能够达到相应的技术要求,最终解决缩松问题的产生。
四、结语
我们在实际的操作过程当中结合实践经验以及理论知识对于在主机架当中出现缩松的现象进行了有效的解决,并且对于解决的方式进行了详细的阐述,希望能够通过补缩的方式确保金属液的流通性能不受干扰从而防止缩松现象的出现,对于圆锥破碎机的质量以及性能而言都是极大的保障,并且使得购买的客户能够对产品达到满意的程度。
参考文献
[1] 王君卿.铸造工艺手册[M].北京:机械工业出版社,2003.
[2] 陈国桢.铸件缺陷和对策手册[M].机械工业出版社,1996.
[3] 王春乐.铸钢件缩孔缩松预测方法及判据浅析[J].山西机械,2003(121).
作者简介:龚雪辉,江西铜业集团银山矿业公司露天采矿场。
猜你喜欢
华文文学(2016年6期)2017-01-06
安徽理工大学学报·自然科学版(2016年4期)2016-12-23
考试周刊(2016年96期)2016-12-22
电脑知识与技术(2016年26期)2016-11-24
中小企业管理与科技·下旬刊(2016年10期)2016-11-18
体育时空(2016年9期)2016-11-10
成才之路(2016年29期)2016-10-31
电脑知识与技术(2016年21期)2016-10-18
科技视界(2016年22期)2016-10-18
科技视界(2016年7期)2016-04-01