
用葡萄糖液浸出软锰矿的研究
2015-05-30 07:43:42黄翠妮韦业雄卢国贤庞浩文
中国锰业 2015年3期
盛 波,陆 毅,黄翠妮,韦业雄,谭 鑫,卢国贤,庞浩文
(中信大锰矿业有限责任公司天等锰矿分公司,广西 天等 532807)
0 前言
目前大多数电解金属锰生产企业采用的是一步浸出碳酸锰法,该工艺操作简单,但原材料消耗较大、成本高、产生锰渣较多,对环境影响较大[1]。由此很多学者探索了如何利用软锰矿制取硫酸锰的方法。软锰矿锰主要以MnO2形式存在,可以利用还原物质将他还原成二价锰,但大多数无机物质还原的时间较长,不适用于工业化,目前部分学者开始采用醇类、酚类、芳香类、草酸、蔗糖、糖蜜等有机物作还原剂。粟海锋等[2]用废糖蜜作还原剂在硫酸介质中直接浸出低品位软锰矿,硫酸浓度2.35 mol/L,废糖蜜75 g/L,反应时间2 h,反应温度90℃的条件下,Mn的浸出率达到96.7%。粟海锋等[3]采用芦丁为还原剂,在酸性介质中直接浸出软锰矿,通过实验发现影响锰浸出率的主要因素依次为反应温度、硫酸浓度、浸出时间和芦丁浓度,当硫酸初始浓度2.35 mol/L,芦丁浓度0.041 mol/L,反应温度90℃,浸出时间90 min时,锰浸出率达94.9%。葡萄糖作为来源广泛、价格低廉的还原剂,能够使四价锰还原成二价锰,经实验证明该工艺可操作性强,能提高锰浸出率和现有低品位锰矿的利用率,为企业生产提供了新思路。
1 实验部分
1.1 原料和设备
二氧化锰粉w(Mn4+)=12.62%,取自中信大锰矿业有限责任公司天等锰矿分公司;50%~60%葡萄糖液;阳极液中C(Mn2+)=13.54 g/L,C(H+)=39.96 g/L,取自电解金属锰厂;分析纯硫酸,由廉江化工有限责任公司生产。实验仪器:电热恒温水浴锅,电动搅拌器,1 000 mL烧杯若干,抽滤机。
1.2 实验原理
葡萄糖具有还原性,在酸性条件下可以和冶金锰粉中的MnO2反应,将四价锰还原成二价锰,反应方程式如下:

本实验通过改变葡萄糖用量、反应初始酸浓度、反应温度来探讨其对软锰矿中Mn4+浸出行为的影响。
1.3 实验方法
量取500 mL阳极液放入1 000 mL烧杯中,计投总锰为38 g/L,根据公式计算出所需的软锰矿用量,按照四价锰含量计算出理论的葡萄糖液用量。
1)设置初始酸浓度为220 g/L,根据葡萄糖理论消耗量的0.83、0.92、1.00、1.08、1.17 倍改变葡萄糖液的加入量。
2)选取合适的葡萄糖比例,设置初始酸浓度分别为 220,180,140,100,60 g/L。
3)选取合适的葡萄糖比例和初始酸浓度,设置反应温度分别为70,80,90℃。
以上实验反应时间均为3 h,反应结束后进行抽滤,监控渣中锰相情况,探讨反应温度对软锰矿Mn4+浸出率的影响。
2 结果与讨论
2.1 葡萄糖用量对浸出的影响
按实验步骤1操作,只改变葡萄糖液用量,实验结果见表1和图1。
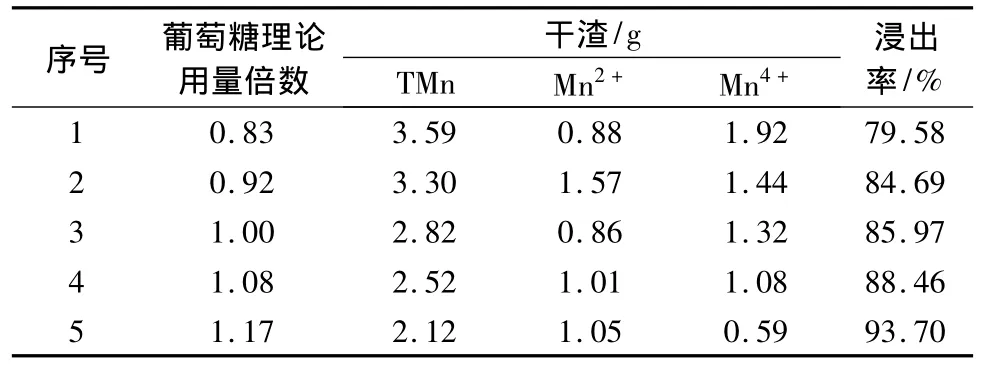
表1 葡萄糖液加入量对软锰矿Mn4+浸出率的影响

图1 葡萄糖理论用量倍数对Mn4+浸出率的影响
由表1和图1可以看出,在同一条件下,随着葡萄糖加入量的增多,渣锰含量明显下降,Mn4+浸出率逐渐提高。但过量的还原剂会提高生产成本,造成资源浪费,而且浸出率继续提升的空间不大。数据表明,当葡萄糖用量为1.17倍时,软锰矿Mn4+浸出率能达到93.70%,已符合生产要求。
2.2 初始酸浓度对浸出的影响
按实验步骤2操作,只改变初始酸浓度,实验结果见表2和图2。
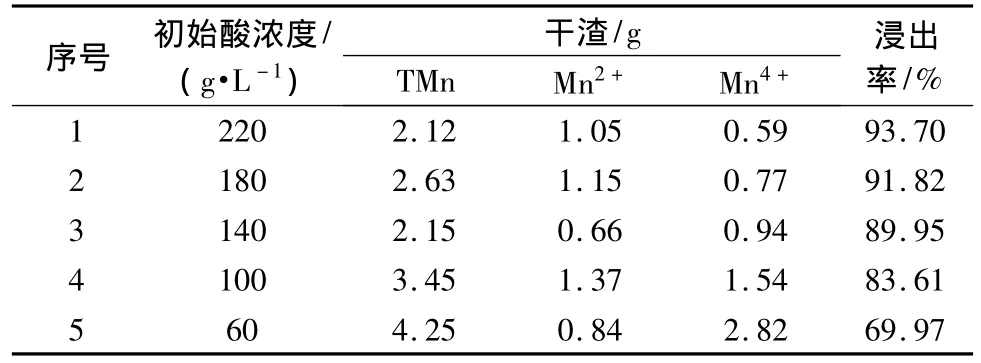
表2 初始酸浓度对软锰矿Mn4+浸出率的影响
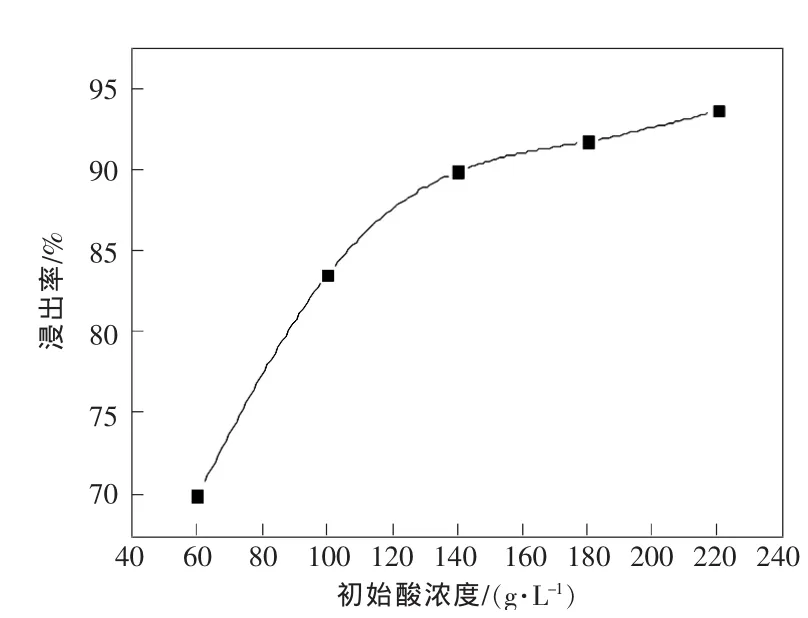
图2 初始酸浓度对软锰矿Mn4+浸出率的影响
由表2和图2可以看出:随着初始酸浓度的降低,软锰矿Mn4+浸出率也随之降低,说明较高的初始酸浓度有利于软锰矿Mn4+的浸出。但过量的初始酸会提高生产成本,造成资源浪费,而且会增加中和阶段的加药量。数据表明,当初始酸浓度为140 g/L时,软锰矿Mn4+浸出率能达到89.95%,符合生产要求。
2.3 反应温度对浸出的影响
按实验步骤3操作,改变反应温度,实验结果见表3和图3。

表3 反应温度对软锰矿Mn4+浸出率的影响
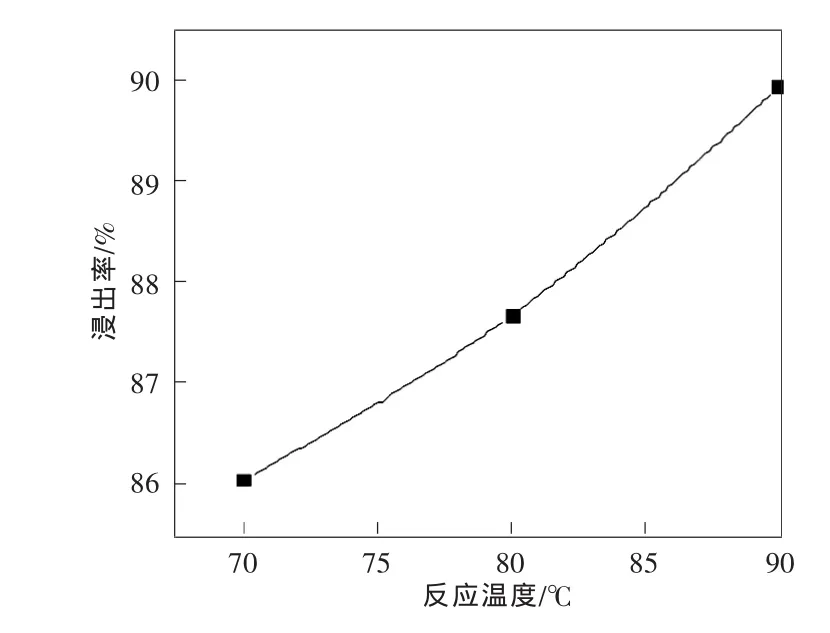
图3 反应温度对软锰矿Mn4+浸出率的影响
由表3和图3可以看出:随着反应温度的增加,软锰矿Mn4+浸出率也随之增加,说明较高温度有利于软锰矿Mn4+的浸出。但过高的温度会增加能耗,而且高温对生产设备也有较高的要求。实验数据表明:当反应温度为90℃时,冶金锰粉Mn4+的浸出率达到89.95%,比较符合生产要求。
3 结论
1)在同等条件下,增加葡萄糖的用量有利于软锰矿Mn4+的浸出,在初始酸浓度为220 g/L,反应时间为3 h,反应温度为90℃,葡萄糖用量为理论值的1.17倍时,软锰矿 Mn4+的浸出率达到93.70%,符合实际生产要求,对实际生产有一定的指导意义。
2)较高的初始酸浓度有利于软锰矿Mn4+的浸出,但过量的初始酸会提高生产成本,造成浪费,而且会增加中和过程氨水的投入量。当初始酸浓度为140 g/L时,软锰矿Mn4+浸出率能达到89.95%,符合生产要求。
3)随着反应温度的增加,软锰矿Mn4+浸出率也随之增加,说明较高温度有利于软锰矿Mn4+的浸出。当反应温度为90℃时,软锰矿Mn4+的浸出率达到89.95%,比较符合生产要求。
4)本工艺操作简单,技术先进,易于投入工业生产,为缺乏碳酸锰矿而富有软锰矿的地区开辟了新的发展方向。
[1]江万里,蔡勇,万维华,等.硫酸锰分步浸出研究及生产实践[J].中国锰业,2012,30(1):58-60.
[2]粟海锋,孙莫云,文衍宣,等.废糖蜜还原浸出低品位软锰矿的研究[J].过程工程学报,2007(6):39-43.
[3]粟海锋,崔嵬,文衍宣,等.芦丁还原浸出低品位软锰矿的研究[J].广西大学学报,2010(3):7-11.
猜你喜欢
建材发展导向(2021年16期)2021-10-12 05:39:24
能源工程(2021年1期)2021-04-13 02:05:56
矿产综合利用(2020年1期)2020-07-24 08:51:38
矿产综合利用(2020年1期)2020-07-24 08:51:04
中学化学(2019年4期)2019-08-06 13:59:37
中学化学(2019年4期)2019-08-06 13:59:37
中国锰业(2019年3期)2019-07-11 03:02:46
金属加工(热加工)(2014年23期)2014-11-25 11:42:12
科技创新与应用(2014年28期)2014-09-01 02:47:25
湖南大学学报·自然科学版(2014年1期)2014-03-17 14:19:38
