吹风气余热回收选型时常见的几个问题
2015-05-25 02:25:54周士友
氮肥与合成气 2015年6期
周士友
(南京耀久窑炉科技有限公司 江苏南京210032)
吹风气余热回收选型时常见的几个问题
周士友
(南京耀久窑炉科技有限公司 江苏南京210032)
吹风气余热回收装置是固定层造气炉的配套装置,其应用较广,燃烧炉种类繁多,虽然总体技术都比较成熟,但在实际应用中仍存在原始设计设备选型不匹配、连续运行能力低以及操作不当等问题。
1 燃烧炉的结构形式
目前,常用的吹风气燃烧炉有单筒、双筒、折流、旋流等结构形式,无论采用何种结构形式,都必须保证燃烧炉内部烟气不偏流和不超温。燃烧炉内部烟气不偏流,能最大程度提高燃烧炉的窑炉系数,因为燃烧炉内的烟气流速与炉膛截面积成反比,在烟气总量不变的情况下,烟气偏流相当于减少了炉膛截面积,烟气流速必然增大,烟气在炉内停留时间就会相对缩短,造成吹风气燃烧不充分。所以,有的企业直接在燃烧炉的后面再串联1个燃烧室,以保证吹风气的充分燃烧。烟气偏流直接造成燃烧炉内烟气流速低的地方产生积灰,随着积灰量的增多又加剧燃烧炉内的烟气偏流,严重时则会影响吹风气回收总量;燃烧炉内温度偏高也会造成燃烧炉内积灰,燃烧炉内部的积灰属于流动状态下的细灰粘结聚合,聚合到一定体积就会在燃烧炉的蓄热层内自燃,造成结焦堵塞燃烧炉的蓄热结构,最终影响燃烧炉的平稳运行。
在选择燃烧炉结构时,应充分考虑燃烧炉内烟气偏流和超温的影响因素,确保燃烧炉内长期不积灰、不结焦;若单个燃烧室能满足工艺要求,就尽量使用单个燃烧室的燃烧炉,既可减少设备占地面积、降低投资,又能缩短降低吹风气流程长度。
2 燃烧工艺的选择
根据可燃气体的配氧情况,吹风气的燃烧工艺分为“全预混”和“非预混”。无论采用何种燃烧工艺,安全燃烧都是最重要的选择标准,吹风气岗位常见火灾爆炸危险物及特性如表1所示。
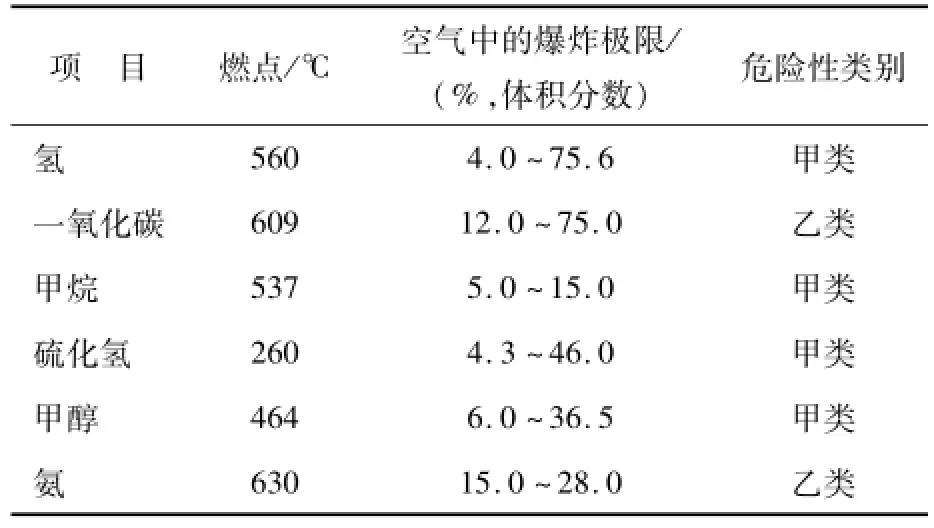
表1 吹风气岗位常见火灾爆炸危险物及特性
由表1可看出,在连续运行状态下,造气吹风气中可燃气体含量大多处于爆炸极限范围以下,所以吹风气燃烧炉在运行中都是安全的;事实证明,吹风气燃烧炉爆炸事故大部分发生在停炉状态或点火启动之时。理论上,吹风气最低燃烧温度为650℃左右,考虑到燃烧炉截面温差的影响,所以都把吹风气燃烧炉回收吹风气的最低温度指标定在750℃。
“全预混”工艺是一次性将吹风气燃烧所需的全部氧气量混合到吹风气中,再通过燃烧合成弛放气,将混合气体温度提高至750℃以上进行燃烧;“全预混”工艺需要相当数量的合成弛放气来维持燃烧炉的温度,对合成弛放气的需求量较大。“非预混”工艺是先将吹风气温度提高至最低燃点650℃以上,使其具备点燃条件后再逐步在吹风气中配入吹风起燃烧所需的空气;“非预混”工艺是通过调节送入燃烧炉的空气量来控制燃烧炉的温度。因此,在吹风气总量相同的条件下,“全预混”的燃烧工艺需要的合成弛放气总量比“非预混”工艺要大,“全预混”工艺的燃烧炉内出现超温的可能性就增加。
3 引风机的配置
在吹风气余热回收装置设计中,燃烧炉的阻力正常在400~600Pa,余热锅炉的阻力正常在1100~1300Pa;锅炉尾部烟气如果配备静电除尘器的阻力在300~450Pa;如果配布袋除尘器的阻力在1100Pa左右;即吹风气余热回收装置不配任何除尘器时,其系统阻力在<2kPa;吹风气余热回收装置即使配置布袋除尘器时,其系统阻力也<3kPa。造气炉吹风时造气炉内的阻力正常<20kPa,加上吹风气余热回收装置的阻力3kPa,所以,造气吹风气经造气炉、燃烧炉、余热锅炉、再到除尘器出口,全部的阻力之和 <25kPa;当前造气炉配备的鼓风机出口压力都在28~30kPa,所以,由造气鼓风机输送至吹风气余热回收装置配置的空气压力是能够克服吹风气余热回收装置的系统阻力,故吹风气余热回收装置可以不配置引风机。
很多企业认为,如果吹风气余热回收装置不配备引风机,会降低造气炉的吹风强度;其实,造气炉吹风强度取决于吹风空气总量和空气流速。配备引风机的吹风气余热回收装置,其吹风气回收总管压力在-1~+1kPa,加上造气炉内的阻力约20kPa;造气炉吹风时炉底正常压力大多在23kPa左右,即由造气系统送至吹风气余热回收装置的吹风气阻力约23kPa,而且,在实际操作中,造气炉鼓风机出口阀门开度也被人为地控制不全开,冬天时阀门开度有时会更小。若没有配备引风机,造气炉的炉底压力要提高2~3kPa,在鼓风机的全压范围内;此时必须加大造气鼓风机的出口阀门开度,以增加鼓风机的风量;在造气炉膛截面不变、造气炉鼓风机风量增加的情况下,造气炉吹风时的空气流速也相应增大。因此,不配备引风机的吹风气余热回收装置也不一定会降低造气炉的吹风强度,相反可能会增加。
配备引风机的吹风气余热回收装置,在吹风气回收总管长时间负压时,造气炉顶部处于负压状态,造气炉吹风时空气在造气炉内轴向停留时间变短,空气在造气炉内径向扩散能力下降,空气容易走近路,因此,会造成吹风时造气炉上层煤炭会被吹翻。造气炉上层煤炭被吹翻后,造气炉内被吹翻的地方阻力降低,吹风时造气炉通风量会增大,导致煤炭剧烈燃烧而过热结疤;造气炉内没被吹翻的地方,阻力相对变大,造气炉吹风时通风量小,相应的炭层温度也变低,加剧了造气炉内吹风时空气偏流。
另外,在生产中造气炉吹风气回收阀经常出现漏气,在配置了引风机的余热回收装置会造成大量的水煤气被送入吹风气余热回收装置,造成煤气浪费和燃烧炉温度升高,对有少量积灰的燃烧炉的危害更是雪上加霜。
只要造气炉配备的鼓风机的出口压力能够克服吹风气余热回收装置的系统阻力,吹风气余热回收装置就可以不配置引风机,但需相应地将造气炉吹风时炉底压力提高2~3kPa,以增强造气炉吹风时空气的径向扩散能力,避免出现造气炉吹风时空气偏流;这样既能降低吹风气余热回收装置电耗,又能稳定造气炉炉况。
4 配套锅炉参数的选择
在考虑吹风气余热回收装置配套设备参数时,常由于对锅炉参数选择不合理,经常出现锅炉蒸发量偏大、压力偏高的现象,使锅炉在实际运行中始终处于低负荷和降压运行状态。锅炉的蒸发量是由锅炉的烟气量来定的,其蒸发量选择偏差过大时,会出现实际烟气总量小、流速低,造成锅炉积灰严重、过热器烧坏和锅炉尾部出现露点腐蚀;锅炉降压运行也会影响锅炉的汽阻变化和饱和蒸汽焓值变化,缩短锅炉使用寿命,造成投资浪费。因此,对锅炉的参数选型应综合考虑,避免出现盲目追求过大的蒸发量、超高压力的选择倾向,不能用远景规划代替近期目标,只有合适的才是最好的。
版权声明
为适应我国信息化建设,扩大本刊及作者知识信息交流渠道,本刊已被国内外文献索引、文摘和全文数据库收录,其作者文章著作权使用费与本刊稿酬一次性给付。如作者不同意文章被收录,请在来稿时向本刊声明,本刊将做适当处理。
《小氮肥》编辑部
2015-04-14)
猜你喜欢
轮胎工业(2024年3期)2024-05-02 00:23:16
航空兵器(2022年4期)2022-10-11 11:56:24
云南化工(2021年11期)2022-01-12 06:06:46
热力发电(2020年9期)2020-12-05 14:15:54
动力工程学报(2016年11期)2016-12-22 01:42:21
氮肥与合成气(2016年10期)2016-12-10 03:06:59
氮肥与合成气(2015年8期)2015-03-24 22:10:07
航天返回与遥感(2015年6期)2015-03-12 10:26:46
氮肥与合成气(2014年9期)2014-07-11 02:24:24
测绘科学与工程(2013年5期)2013-03-11 15:07:49