GE水煤浆气化捞渣机故障分析及改造
2015-05-25 00:29:35贾磊
化工设计通讯 2015年4期
贾 磊
(神华包头煤化工有限责任公司,内蒙古包头 014000)
GE水煤浆气化捞渣机故障分析及改造
贾 磊
(神华包头煤化工有限责任公司,内蒙古包头 014000)
针对GE水煤浆气化工艺中捞渣机运行过程中出现的问题,进行了详细的分析,并采取了相应的技术改造措施,改造后设备运行稳定,检修频率下降,并对各项改造进行了介绍
GE;气化;捞渣机;故障;改造
水煤浆气化装置工艺流程为,水煤浆经过气化炉反应生成合成气(CO+H2)供给下游生产装置,煤进入气化炉进行反应的过程将有效成分燃烧后无法燃烧的部分经过气化炉激冷室、锁斗排放至捞渣机渣仓再由刮板输送至渣车后外送。如果捞渣机出现故障也将影响气化炉的正常运行。下面将我公司捞渣机自2010年投料试车以来出现的故障进行分析解决。
1 刮板输送机的主要参数及特点
1.1 设计基础
1.1.1 捞渣机受料数据(单台数据)

表1
1.1.2 捞渣机出料数据(单台数据)
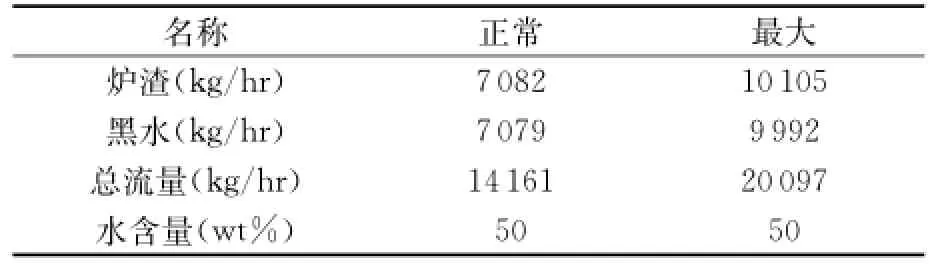
表2
1.2 设计参数
出力:3.0~15 t/h(干基)连续调节;
刮板速度:0.6~1.5 m/min连续调节;(变频调速);
刮板有效尺寸(L×H):1 200×200 mm;
电机型号与功率:YBTP132M-4,7.5 k W,防爆等级dⅡCT4
设计压力:常压;
设计温度:100℃;
倾斜段仰角:35°
1.3 结构特点
(1)仓体下部全铺防破碎、防脱落40 mm厚玄武岩铸石衬,硬度HV700,使用寿命200000 h:此衬底不仅比金属衬底寿命提高了4~5倍,且比金属衬底摩擦系数小,从而降低了刮板和链条的磨损,提高了刮板和链条的使用寿命;
(2)链条张紧装置采用尾部液压及手动辅助张紧装置,此装置设置在捞渣机尾部,由油泵、张紧油缸、蓄能器、油箱、液压阀门组件、表盘、管路等组成。当链条磨损、拉长后不需检修人员人工张紧,液压系统在恒定的液压下自动张紧,并保证张紧状态的恒定;同时由于链条处于较紧工作状态,从而减少刮板与底板的摩擦,提高了刮板的使用寿命。张紧行程是400 mm,端部有限位开关,当张紧行程达到400 mm时,滑动轴承座上的撞击块撞到限位开关从而发出信号提醒操作人员,链条已经拉长接近极限必须截链条。必须说明:头部拖动机构张紧装置必须保证在400 mm张紧行程内驱动减速机链轮和驱动链条32A-2Xn不能处于完全张紧状态,否则,驱动机构或拖动机构将损坏。扒渣机头部设有锁定装置,目的是自动张紧过程中防止液压系统出现故障失灵而致使张紧机构撤回太多;两个锁定螺杆把拖动机构的轴承顶住,从而防止拖动机构撤回。维护人员要在一周时间内调整一次,使其与滑动轴承座接触。
(3)扒渣机的动力采用防爆变频电机、减速机轴端链轮、链条拖动,可实现稳定无级调速,减少对设备冲击,同时对扒渣机的过载起到安全保护作用。需要说明的是:要经常检查驱动链轮、链条的松紧度,若需要及时调整驱动电机底座。
(4)刮板与链条的连接:由于采用了无螺栓铰链式连接,使拆装、调节刮板间距极为方便。
(5)无螺栓紧固快开人孔;
(6)可摇开式内导轮:此结构可将壳体内部部件转至外侧,便于内导轮的检修。
2 捞渣机运行存在的问题及改造
2.1 捞渣机受料管线堵塞
2.1.1 问题现象及原因
捞渣机在运行过程中发现运行电流在一段时间内逐渐下降直至不发生变化,并发现气化炉内炉渣并未排放至捞渣机内,停机进行检修发现捞渣机受料管与泄入口衬板距离过近,由于气化炉炉渣具有一定粘度同时在生产过程中可能会出现直径较大的煤渣,间距较小造成煤渣无法顺利进入捞渣机内部,久而久之形成了堆积造成捞渣机受料管线堵塞气化炉内炉渣无法正常进入捞渣机内部。
2.1.2 故障解决方法及效果
考虑气化在运行过程中会出现堵渣现象,经过处理后会出现较大的渣块,固将原有捞渣机受料管线与泄入口衬板距离有原有230 mm改为500 mm,在经过一段运行后再未出现过捞渣机受料管线堵塞的现象,同时发现泄入口衬板与受料管线在原有间距尺寸时,由于间距过小造成炉渣脱离受料管线时的发散角度小造成泄入口衬板局部磨损严重。将间距加大后磨损面积增大但是使用时间延长,同时在提高间距的同时将泄入口衬板由原有的30 mm增大为40 mm,使得泄入口衬板由原有的使用时间为1 800-2 000 h延长至如今3 000-4 000 h。
2.2 捞渣机受料管线无法切换
2.2.1 问题现象及原因
捞渣机在初期设计时将排渣管线与事故排渣管线设置为翻板阀,在需要切换排渣管线是只需要人工转动翻板阀来完成排渣管线的切换,具有造价低操作简单的特点,但是在实际使用过程中发现,由于气化炉灰渣中固含量很高造成转动部件内经常进入较小的固体颗粒造成卡塞,当需要切换时无法转动切换排渣管线,并且当切换至事故排渣管线时无法对排渣管线进行有效的隔离存在一定的泄漏量,造成捞渣机故障状态下无法隔离进行检修。气化炉被迫做出停车处理。
2.2.2 故障解决方法及效果
方案一:
针对上述存在的问题,我们将排渣管线及事故排渣管线的切换装置更换为两台闸板阀,在满足快速切换排渣管线的同时也做到了有效的隔离,在使用初期得到了很好的效果,但在使用一段时间后有其实在气化炉检修周期的延长及捞渣机事故率下降的情况下,闸板阀长期不工作由于结构的特点使得阀板的滑道内囤积大量的固体颗粒,在操作时无法关闭阀门,造成捞渣机在故障状态下依旧无法正常切除。解决方案一没有从根本上解决问题。
方案二:
在总结了上述两种情况的前提下,同时满足气化炉积渣保持时间20-30 min的前提下,将捞渣机排渣管线切换装置改造为8字盲板,这样从根本上解决了无法切换排渣管线的问题,同时在捞渣机出现事故状态需要检修时可以做到绝对有效的隔离。但是此项改造的缺点是作业时间相对较长,但是也能满足保证气化炉正常运行。
2.3 捞渣机扩能改造
2.3.1 问题现象及原因
(1)捞渣机在运行过程中,当灰渣水落入捞渣机前部渣池后,因渣量过大,灰渣堆积严重,当捞渣机启动运行时,捞渣机不能正常启动,造成渣池内积压大量灰渣,经常需要打开人孔进行人工清渣,严重影响了捞渣机的正常运行,也影响了正常生产,不能满足正常需要。造成原因是电机功率较小(原有电机型号与功率:YBTP132M-4,7.5 k W,防爆等级dⅡCT4)。
(2)捞渣机尾部水池,当前部渣池的灰水放入尾部水池后,由于大量细小的灰渣无法再短时间能沉降有刮板输送至外部使得灰水中的含固量依旧相对较高,由于搅拌器的搅拌效果不好无法将灰水搅拌均匀,使得灰水在排水口处形成灰渣的沉淀和堆积,并时常将排水口堵死,渣水不能正常排放。
2.3.2 解决方案及效果
(1)将原7.5k W电机更换为15k W电机,同时减速机也相应更换,拖动机构大链轮及小链轮均改为三排套筒滚子链轮,拖动机构不更换,采用原拖动机构。经过改造后从根本上解决了捞渣机不能正常启动的问题。
(2)搅拌器整台更换,将原有搅拌叶直径为750 mm改为1 000 mm,电机功率由原来的5.5 k W改为15 kW,转速有原来的81 r/min改为131 r/min。也从根本上解决了水池内灰水搅拌不均匀的问题,使排渣口顺利排渣。
2.4 捞渣机导轮损坏频繁
2.4.1 问题现象及原因
在捞渣机运行过程中有大量的灰渣囤积至导轮处,致使有一部分灰渣进入轴承使轴承损坏,导致导轮无法转动,囤渣的原因为气化炉排除灰渣存在一定粘度部分灰渣粘附于链条及刮板表面在经过导轮平台时部分灰渣脱落致使导轮平台有大量的灰渣囤积导致导轮轴承损坏。
2.4.2 解决方案及效果
捞渣机在初始设计时设计了链条冲洗水,但是在使用过程中发现单纯将链条上粘附的灰渣冲洗干净,对刮板表面粘附的灰渣不进行冲洗,同样使得导轮处依旧会有大量灰渣囤积,因此在链条冲洗水的基础上增加了刮板冲洗水使得在使用过程中灰渣不会在跟随刮板及链条囤积在导轮处。在改造初期使用效果良好,但是由于冲洗水采用系统外的新鲜水并且在原有基础上增加了刮板冲洗水致使工艺操作中无法有效的维持水平衡,因此减小了刮板冲洗水水量,在减小冲洗水量后发现刮板便面粘附的灰渣就无法冲洗彻底依旧存在灰渣囤积的现象,因此通过现场观察发现造成导轮轴承损坏的原因就是因为灰渣在导轮处的囤积,在其他位置的囤积无法造成导轮轴承损坏。因此在提供冲洗水的同时,将导轮下方对应的平台开了一个130×280 mm矩形开孔,使得堆积的灰渣由矩形开孔从新进入渣仓解决的在导轮处灰渣囤积造成导轮村坏的现象。
2.5 捞渣机轮动机构无法正常脱链
(1)问题现象及原因

图1 捞渣机使用过程主动轮积渣图
如图1所示捞渣机拖动机构牙盘与链条啮合处存在大量灰渣使得链条与牙盘之间摩擦力增大,无法在链条与牙盘的切线位置脱离致使链条在牙盘上发生缠绕现象至捞渣机跳车。严重时会将链条拉断,造成设备的严重损坏。
2.6 解决法案及效果
在捞渣机拖动机构牙盘处增加冲水,首先根据工艺系统考虑不想增加系统外来进水因此冲洗水采用低压灰水,但是在使用过程中发现低压灰水极易结垢,致使用不到一周时间管线结垢堵死,由于现场空间受限增加冲洗水管线尺寸为DN15,因此堵塞后无法疏通只能更换管线,所以无法满足使用要求,但是在使用低压灰水过程中发现随着管线结垢水量逐渐减小时虽然无法将牙盘完全冲洗干净,但是也同样可以解决链条由于积渣无法在牙盘切线位置脱离的问题,因此得出只需要极小的水量就可以满足设备安全运行的要求同时也不会破坏工艺成产中的水平衡问题。最终采用新鲜水作为水源,使用效果良好。
2.7 捞渣机刮磨损检修更换费用较大
刮板是捞渣机设备的易损部件,一套刮板的使用寿命为4个月左右,即为1台气化炉系统的一个运行周期。在一个周期过后,刮板两侧与链条连接部位(连接耳)磨损严重,可靠连接无法保证,会导致捞渣机停车甚至设备损坏,因故需更换成套新刮板以保证捞渣机乃至整台气化炉系统下一个周期的安全稳定运行。
通过对捞渣机的运行观察,发现刮板除连接耳外的其他部位磨损甚微,可重复使用,显然,连接耳就成为刮板使用寿命的短板。因此制定方案为:将废旧刮板连接耳割除,清理打磨,新连接耳选用材料27SiMn,经整体锻造加工、表面高温淬火热处理、最终与刮板主体焊接。经表面淬火热处理后材料27SiMn的洛氏硬度值为HRC30-38,具有良好的耐磨性和强度,同时略低于捞渣机主体部件链条的洛氏硬度值HRC50,不失保护捞渣机链条的作用。修复后的刮板可连续使用4个月之久,刮板经修复后可累计使用8个月。
经统计,捞渣机刮板数量为45块/台,神华包头煤化工有限责任公司气化装置共有捞渣机7台,1台套新刮板的使用寿命为4个月,新刮板的市场价为2 100元/块,修复一块刮板的费用为342元/块,修复后的刮板可连续使用4个月之久,刮板经修复后可累计使用8个月。如不修复利用,则气化装置1年维持运行刮板消耗所需费用为45块/台×7台×(12个月/4个月)×2 100元/块=1984500元。如修复利用,神华包头煤化工有限责任公司气化装置1年维持运行刮板消耗所需费用为45块/台×7台×(12个月/8个月)×(2 100元/块+342元/块)=1 153 845元。综上,修复利用刮板节省检修费用为1 984 500-1153 845≈83万元。带来的直接经济效益相当可观。
3 结 论
通过5 a来对捞渣机在运行中暴露出的设计、操作的问题和难点问题的分析改造,目前捞渣机运行稳定故障率相较以往大大降低,检维修费用也随之下降,但是捞渣机小导轮更换频率较高,内导轮运行状态无法观察等问题在以后的运行中仍有待改善。
Failure analysis and improvement of GE coal slurry gasifier
JIA Lei
(Shenhua Baotou Coal Chemical Co.,Ltd.,Baotou Inner Mongolia 014000 China)
Article focused on the slag conveyer in the GE water-slurry gasification operation,analyzed the operating problem in details,according to these problem found out the technical improvement.The equipment reach the stable condition after the modification,drastically decreased the service frequency.So far the article explained every modification of the slag conveyer.
GE;gasification;slag conveyer;malfunction;modification.
TQ085
B
1003-6490(2015)04-0037-04
2015-07-15
贾磊,(1986-),男,内蒙古包头人,助理工程师,2014年毕业于内蒙古工业大学,主要从事煤气化设备技术管理工作,邮箱:jialei1@csclc.com
猜你喜欢
中国金属通报(2021年21期)2021-11-19 07:44:44
机械管理开发(2020年2期)2020-04-16 02:53:38
机械制造(2020年1期)2020-03-04 03:44:28
智能建筑与工程机械(2019年6期)2019-09-10 08:02:07
轨道交通装备与技术(2019年3期)2019-07-29 00:41:28
山西焦煤科技(2016年4期)2016-12-01 06:03:55
东北电力技术(2016年10期)2016-02-17 01:19:01
中国自行车·骑行风尚(2015年6期)2016-01-28 02:49:20
机械工程师(2015年10期)2015-02-02 01:13:50
环球市场信息导报(2014年12期)2014-03-10 02:22:18