
原料气压缩机组检修技术总结
2015-05-25 00:29:35罗伟雄符和穗
化工设计通讯 2015年5期
罗伟雄,符和穗
(中海石油化学股份有限公司,海南东方 572600)
原料气压缩机组检修技术总结
罗伟雄,符和穗
(中海石油化学股份有限公司,海南东方 572600)
原料气压缩机组为中海油化学股份有限公司海南基地80万t化肥装置合成设备。自投产以来该设备的维修任务一直都外委其他化工检修单位负责,2015年该设备的大修首次由本公司独自承担,本人就检修过程中遇到的问题及处理措施进行表述,为检修或技术人员提供参考。
蒸汽轮机;压缩机;处理措施
1 前 言
原料气压缩机组(102机组)为中海油海南基地80万t化肥二部合成装置设备。机组2003年投入运行以来,分别于06年和09年进行过计划大修,其中06年为蒸汽轮机大修,09年是蒸汽轮机和压缩机同时进行大修。这二次的大修任务都外委其他化工检修单位负责,检修未发现异常。15a生产装置的一些静设备的触媒和催化剂的已到使用期限,整个生产装置计划停车检修。102机组从上一次大修后至今已连续运行6 a,计划同期进行解体大修检查,本次检修属于例行检查设备内部情况,由公司内部检修人员承担,不再外委检修。
2 设备结构简介
蒸汽轮机(或称蒸汽透平)由杭州汽轮机厂制造(HTC),为凝气式蒸汽透平,型号为NK25/28/25。汽缸由水平剖分的两部分组成,分为高压缸和排汽缸部分,其中高压缸材质为ZG22Mo,排汽缸为HT200;主轴是整锻式叶轮,有17级叶轮;轴端汽封和级间汽封采用迷宫式密封,密封材料为1Cr18Ni9Ti;调速采用伍德尔德产品;径向轴承采用可倾瓦轴承,止推轴承采用米楔尔型止推轴承。
压缩机102-J由沈阳鼓风机厂制造(SBW),型号为BCL405,外缸为筒式结构;内缸为水平剖分式,有5级叶轮;轴端密封采用德国FLOWSERVE(佛罗寿)生产的干气密封;径向轴承采用可倾瓦型滑动轴承,止推轴承采用金丝伯雷型型;压缩机装有平衡盘,用以吸收大部份轴向力。

表1 蒸汽透平主要参数

表2 压缩机主要参数
3 检修准备
2015年4月5日距生产装置计划停车检修4月15日还有10 d时,装置突然因故跳车,处理该故障恢复正常生产需要几天检修时间。为此,决定将原停车检修时间提前至4月5日,这给所有检修人员一个措手不及。了解检修的人都清楚,设备检修特别是重要设备的检修,强调“7分准备3分检修”来说明准备工作对检修顺利展开的重要性。主要包括:①检修方案学习讨论;②专用工具的整理及确认完好;③常用工量器具准备;④消耗材料及货架和马凳的准备;⑤与起重人员现场确定吊装(透平的大盖起吊与放置方法、压缩机抽缸)方案,等等。检修小组充分利用工艺进行蒸汽透平的冷却降温及压缩机泄压置换时间,进行检修准备。
4 检修过程遇到的问题及处理措施
102J机组是化肥生产装置五大机组之一,是装置的心脏。五大机组都是单机,检修中不能任何出问题,确保一次开车成功,首先,安全是第一位,人员和设备都不能出安全事故;第二是不能出检修质量问题;第三是要在规定的时间内完成检修任务。因此这要求检修小组每位成员有高度的责任心、高超检修水平和团结合作的精神,才能安全的顺利的完成。
4.1 蒸汽透平检修中过程的问题
(1)透平调速器油动缸的导向轮螺栓轴断裂如图1所示,造成螺栓轴断的原因,主要是导向轮滑道不垂直,使导向轮在上下移动时受力而断裂;
(2)止推侧轴承箱侧面端盖板,无顶丝孔,造成拆卸困难;
(3)调速侧径向轴承瓦块厚度超差0.04mm,导致径向间隙超差,值为0.204 mm,设计要求0.15~0.187 mm;
(4)排汽侧径向轴承间隙超差,值为0.226 mm,设计要求0.188~0.238 mm;瓦块装配不正确,轴旋转方向与瓦块进油方向相反;
(5)止推轴承主推瓦下侧二块瓦有烧糊的痕迹(图2),经检查主付瓦块的进油方向与轴旋转方向不正确;止推间隙0.29 mm,在设计要求0.27~0.38 mm范围内;

图1 脱落的导向轮

图2 烧糊的瓦块
(6)第15级叶轮镶嵌在上下汽缸上的密封片均已松脱(图3)。
(7)转子回装过程盘动转子时,发出很轻微“当”的声音,经仔细查找,终于发现是倒数第二级叶轮的叶片拉筋钢丝(图4),在叶片孔中滑动造成,转子盘到二侧水平位置时,由于重力作用下滑碰到叶片,而发出有节奏轻微“当-当”声。
(8)气缸未级及排气侧气封周围的中分面有被冲刷腐蚀痕迹。
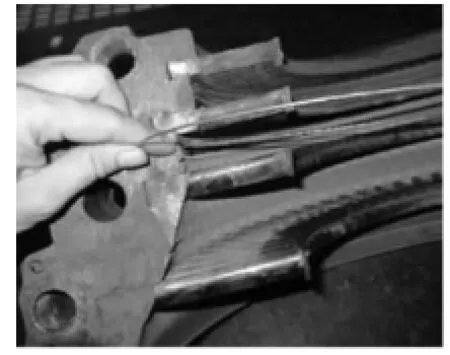
图3 缸体上的气卦片脱落

图4 滑动的叶片拉筋
4.2 检修透平问题的处理措施
(1)将断在油动缸体上M6螺栓取出,按原件重新加工螺栓轴,在导向轮东侧加0.20 mm的,调整滑道与座体垂直;
(2)止推侧轴承箱侧面端盖板加工M12顶丝孔,方便端盖板拆卸;
(3)更换两侧的径向轴承瓦块,止推侧间隙为0.16 mm,排汽侧间隙为0.226 mm,均符合设计要求;
(4)止推轴承瓦块虽有烧糊痕迹,但厚度均匀,无损探伤合格,瓦块未更换,只作瓦块方向调整,使瓦块进油方向与旋转方向一致,保证进油正确和畅通;
(5)取出第15级镶嵌在缸体上已松脱的密封片;
(6)将叶轮叶片上松动的拉筋固定处理;
(7)在气缸中分面冲刷腐蚀处用高温修补剂修补处理。
4.3 压缩机检修过程中的问题
(1)驱动侧径向轴承下瓦块磨损,瓦块厚度超差0.04 mm,径向间隙超差,值为0.11 mm,设计要求0.13~0.18mm;
(2)非驱动侧径向轴承磨损,瓦块厚度超差0.035 mm,径向间隙超差,值为0.105 mm,设计要求0.13~0.18mm;
(3)主推力下半瓦块有烧糊痕迹(图5),厚度超差0.045 mm;止推间隙0.33 mm,在设计要求0.25~0.35mm范围;
(4)主推瓦架水准块支撑筋明显磨损,副推瓦架水准块磨损较轻微(图6);
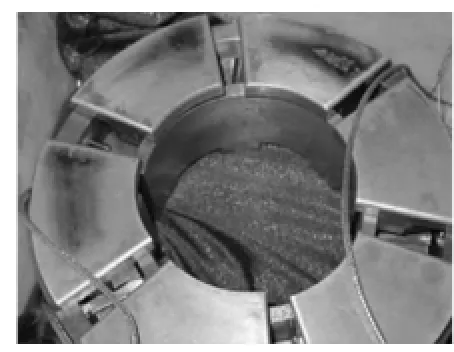
图5 烧糊的瓦块

图6 磨损的支撑筋
(5)止推轴承温度探头二根失效,一根探头线保护层磨破(图7),这是设计缺陷造成,由于止推轴承架没有线槽,在布温度探头线时,探头线与轴承座的线槽凸台间隙过小,发生挤压或剪切,仪表线最终磨断或磨破而失效。
(6)轴上两侧的干气密封销钉磨损,高出轴约1.0mm,设计要求为4.0 mm,经测量一侧干气密封两销钉端最大尺寸分别为101.99 mm和101.89 mm。而干气密封轴套为102 mm,销钉完全不起作用(图8)。

图7 断线的瓦块
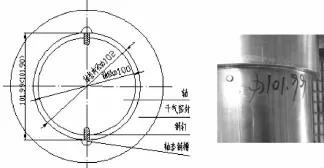
图8 轴与销钉尺寸图
(7)平衡鼓密封间隙超差,值为1.4mm,设计要求0.35~0.55 mm;
(8)在回装止推轴承过程中,进行止推间隙检查时,发现轴向没有间隙,并且转子向驱动侧移动1.4 mm。经过反复查找,原来是主推瓦的一块上水准块比其他水准块短了足足有4 mm,回装过程中,短的上水准块很容易卡死在下准块之间,造成水准块自动调整功能失效。
(9)联轴节轮毂回装过程中,膨胀压在900 kg/cm2时,推进器与轴结合面漏油而不能升压和保压,即使将推进压升到设计最高值420 kg/cm2,膨胀压也因漏油无法升压将轮毂安装到位。
4.4 检修压缩机问题的处理措施
(1)止推侧轴承箱端盖板加工M12顶丝孔,方便端盖板拆卸;
(2)更换两端径向轴承瓦块,驱动侧径向间隙为0.107 mm;止推侧径向间隙为0.115 mm,均符合设计要求;
(3)更换止推轴承磨损的瓦块,及调整磨损的瓦架水准块,将付瓦架较好的水准块和主瓦架磨损的水准块调换;测量转子的轴向位置基本不变,打表测量止推间隙为0.28 mm,符设计要求;
(4)在止推轴承主/付瓦架上分别铣出线槽(图9),使温度探头线通过铣出的线槽引入轴承座的线槽内,避免仪表线受到挤压或剪切;
(5)取出轴上磨损的干气密封驱动销钉,按设计要求配做(图10),使销钉露出轴约4mm;

图9 瓦架上铣出槽

图10 取出销钉
(6)更换平衡鼓密封,在车床上将气封间隙加工至0.46 mm,符合设计要求;
(7)更换止推轴承瓦架短的上水准块(图11)。测量检查转子轴向位置正确,止推间隙合格;
(8)红丹检查轮毂与轴的接触面积,符合技术要求(图12),决定将原推进器粘度很低的液压油,更换为油站现有粘度最高的ISO VG200#工业齿轮油,泄漏基本消失。最终轮毂成功安装的油压为,膨胀压1600kg/cm2;推进压400 kg/cm2。 4.5 开车时的问题及处理措施
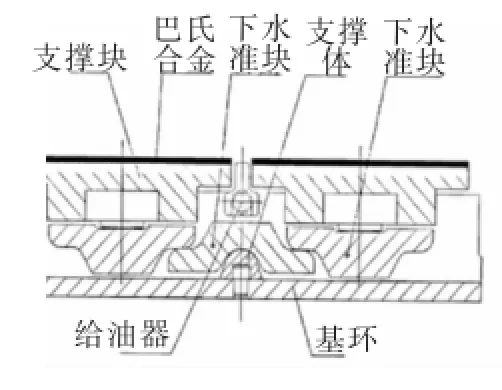
图11 正确的瓦架图
图12 轴与轮毂的接触面积
机组检修完毕,在油洗过程中,透平排气侧密封下方润滑油呈线往下漏油。通过检查查明:机组在油洗之前,首先要建立干气密封隔离N2,防止润滑油进入干气密封内,N2进入轴承箱,同时进入了与之连成一体联轴节护罩再进入透平排汽侧轴承箱。正常情况下,隔离N2从联轴节护罩上方的排气管排出,由于检修时管道拆卸,振动引起排气管道壁内铁锈脱落而堵塞,不断进入N2在这些密闭腔体产生一定压力,最后N2从透平排气侧迷宫密封间隙吹出,同时夹带着润滑油。
处理方法:拆卸排气管疏通处理,漏油现象立即消失。
5 结束语及效果评价
此次102J机组的检修,虽然检修过程碰到很多问题,但检修人员本着负责任的态度,精心进行检修。决不放过任何问题,想尽办法解决处理。为生产装置设备的良好运行做出努力。目前该机组运行良好。
[1]任晓善主编.化工机械维修手册(上/中卷).北京:化学工作出版社,2004.
Technical summary of maintenance of air compressor unit
Luo Wei-xiong,Fu He-sui
(Grand Pacific Petrochemical Co,Hainan 572600,China)
the raw material pressure reducing unit is the synthetic equipment of 800000 t chemical fertilizer plant in Hainan base of CNOOC chemical Limited by Share Ltd.Since the commissioning of the equipment maintenance tasks have been outside the Commission other chemical inspection unit is responsible for the overhaul of the equipment in 2015 the first time by the company to bear,I encountered in the process of maintenance problems and treatment measures to express,for maintenance or technical personnel to provide reference.
steam turbine;compressor;treatment measure
TQ050.7
B
1003-6490(2015)05-0017-04
2015-08-17
罗伟雄(1972-),男,广东省兴宁市人,机械维修高级技师/机械工程师,中海石海化学股份有限公司检修作业监督。
猜你喜欢
中国铁路(2022年8期)2022-09-22 02:41:24
轻兵器(2022年3期)2022-03-21 08:37:28
中学生数理化·高一版(2021年3期)2021-06-09 06:10:20
数学物理学报(2021年1期)2021-03-29 03:14:18
重型机械(2020年3期)2020-08-24 08:31:40
数学年刊A辑(中文版)(2019年3期)2019-10-08 07:34:44
机械制造文摘(焊接分册)(2018年3期)2018-08-08 02:11:02
噪声与振动控制(2015年3期)2015-12-05 03:44:42
设备管理与维修(2015年7期)2015-08-19 02:51:55
振动与冲击(2014年11期)2014-09-06 10:03:56
