
太阳能电池品质检测分选机控制系统设计
2015-05-18 01:18:25李向东
电子工业专用设备 2015年8期
李向东
(1.太原理工大学,山西太原030024 2.中国电子科技集团公司第二研究所,山西太原030024)
太阳能电池品质检测分选机控制系统设计
李向东1、2
(1.太原理工大学,山西太原030024 2.中国电子科技集团公司第二研究所,山西太原030024)
介绍了太阳能电池品质检测工艺和整个品质检测设备结构,并将其生产工艺划分为5个功能区。为提高设备效率、简化控制系统结构、降低设备成本和维护费用,在设备系统中使MECHATROLINK-II总线控制技术与Ethernet以太网通讯技术有机地联系起来,实现了最初的设计要求。
太阳能电池;品质检测;高效率
太阳能电池品质检测分选机是对经过扩散、PECVD、印刷、烘干、烧结处理后的太阳能电池片进行品质检测并分选的工艺设备,其关键工艺为4花篮并行上料、正面拍照、翻转、背面拍照、双工位并行分选,经过分选后的电池片满足不同的需求等级,并剔除了不合格产品。其可以剔除电池片以下缺陷:碎片、针孔、缺角、崩边、印刷方向错误、漏印缺印、烧糊、色差、弯曲等。合格电池片还可按颜色的不同需求分为5个等级。以前电池片的缺陷检测以及颜色分选全由人工手动完成,不仅对人员需求量大,而且对人员要求较高,但是仍然避免不了人工检测出的电池片品质差,误判率高的情况。比如电池片有针孔,会造成电池片正负极短路,人工若未检出,该电池片经过焊接、真空层压后形成太阳能电池板,因为短路,会使整个太阳能电池板报废,损失巨大。过去为避免不合格电池片进行销售,往往对人工分检过的电池片进行抽检,但是不仅效果有限,而且对资源是极大的浪费。为减少由人工分选导致产品质量差的现象,同时满足减少对人员、降低成本的需求,我们设计生产了高效、可靠的太阳能电池品质检测分选设备[1-3]。
1 整机结构及各功能区划分
整机结构俯视图如图1所示。按方案设计和控制功能该设备分为:上料部件、视觉检测1区、翻转部件、视觉检测2区、分选下料区。产品在设备内主传送带上传送。
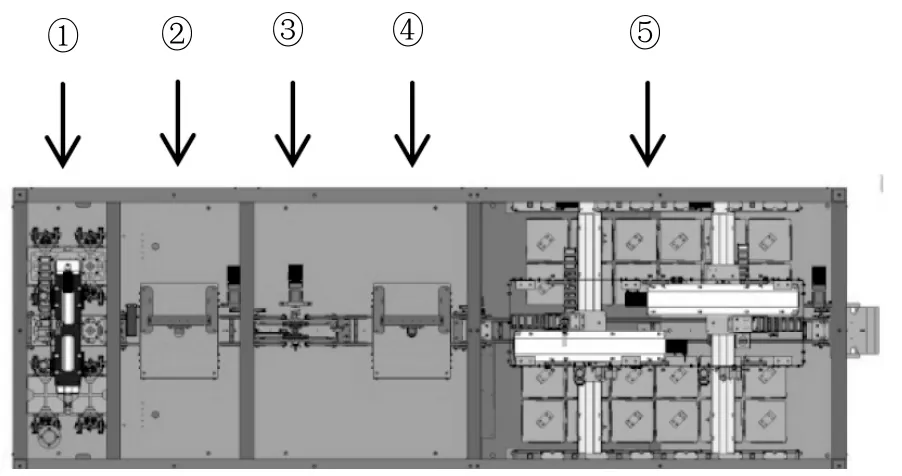
图1 整机结构俯视图
2 控制系统设计
由于本设备开发的目的就是提高太阳能电池片品质与代替人工,所以效率也就成了本设备设计的一个关键点。为了提高效率,设备上料设计为双工位4上料花篮的结构,单臂往复上料,下料设计为双工位4电缸同时下料,实现整机高速率的设计。
本设备设计使用横河PLC作为控制器;使用安川ΣV总线型(MECHATROLINK-II)伺服作为主要运动控制;使用日本SMC高性能气缸与负压发生器;视觉使用OMRON的FH系列图像处理系统,采用1主机控制2相机的模式,并行采集处理电池片信息。控制系统采用网络通讯与MECHATROLINK-II总线共存的模式。如图2所示。

图2 控制系统示意图
3.1 MECHATROLINK-II总线
MECHATROLINK-II通信是由日本安川(Yaskawa)电机株式会社提议的一个开放式构架高速运动现场网络,允许通过一个FA控制器对多个FA单元(包括伺服系统、变流器、I/O模块等)进行分布控制。如图3所示。
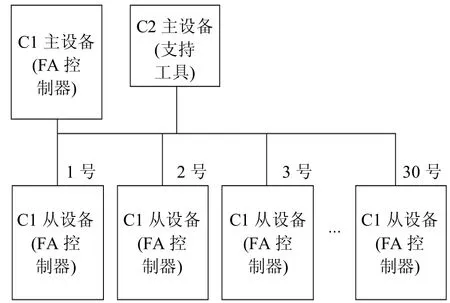
图3 MECHATROLIN-II架构示意图
2.1 MECHATROLINK-II总线控制系统设计
通过对本机实际情况进行分析和论证,运动控制系统选用安川ΣV总线型伺服系统,自带MECHATROLINK-II接口,控制器选用日本横河PLC,因为其定位模块F3NC96-0N带MECHATROLINK-II通信接口,可控制最多16个轴。横河PLC定位模块F3NC96-0N与安川ΣV总线型伺服系统使用MECHATROLINK-II总线型线缆连接,控制数据实现快速传输[4]。如图4所示。
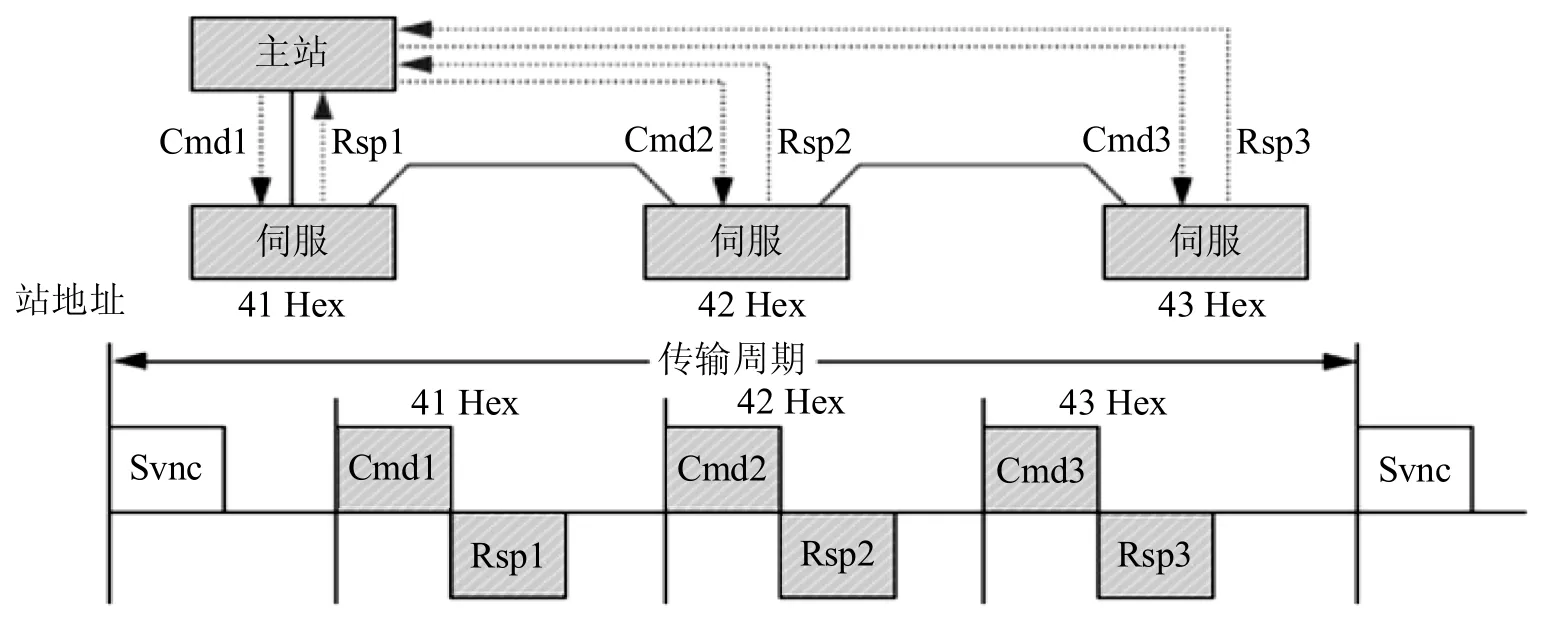
图4 MECHATROLINK-II总线系统
2.2 视觉系统设计
视觉系统选用日本OMRON的FH系列图像处理系统,该系统可以实现一拖二控制,即一个FH图像处理系统主机可以并行控制2处视觉传感器进行拍照,在满足本机2处拍照需求的前提下,控制了成本。同时该图像处理系统可以通过Ethernet网络进行通讯,满足本机关于整机的通讯需求(见图5所示)。
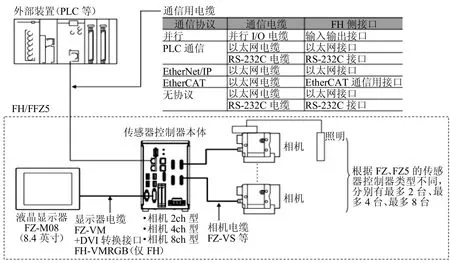
图5 视觉系统架构
2.3 Ethernet网络通讯设计
本机内部通讯使用了Ethernet网络通讯,PLC选用了带有Ethernet网络通讯接口的高速CPU:F3SP71-4N,该CPU基本指令3.75 ns,扫描周期
1 ms,满足高效率的要求,同时实现PLC以太网Ethernet通讯。
触摸屏选择台湾品牌,Ethernet通讯,实现人机功能的同时满足Ethernet通讯设计。
3 结束语
本控制系统使用ETHERNET以太网通讯与MECHATROLINK-II总线位控的方式实现。
MECHATROLINK-II减少了大量的错综复杂的硬接线缆,相应的电气元件使用数量也大大减少。ETHERNET以太网使用叫环节作为连接设备,便于日后客户工厂自动化的集中监控与远程维护。
与客户以前的手工生产模式相比,该项目的投入使用,生产能力提高1倍,原来人工分选,产量为1000个/h,该设备需操作工1名,产量为2000个/h。而且产品质量稳定性大大提高,质量等级显著提高。
经过长时间的生产运行,设备控制系统稳定可靠,维护方便,实现了最初的设计要求。
[1] 成志秀.太阳能光伏电池综述[J].2007(2):41-45.
[2] 陈军.硅太阳能电池制备过程的全自动视觉检测设备关键技术研究[D].华南理工大学.2011,22-78.
[3] 吴昊.高效多晶硅太阳能电池制备工艺研究[D].湖南大学;2011.10-20.
[4] 白雁兵.MECHATROLINK-Ⅱ总线在自动BLU叠片设备中的设计和应用[J].电子工业专用设备,2013(4):45-48.
Design of Quality Detection Sorting Machine Control System for Solar Cell
LI Xiangdong
(1.TaiyuanUniversity of Technology,Taiyuan 030024,China; 2.The Second Research Institute of CETC,Taiyuan 030024,China)
Introduces solar cell quality testing process and quality inspection equipment structure as a whole,and their production process is divided into 5 functional areas.To improve device efficiency,simplifying the controlsystem structure,reduce equipmentcostsand maintenance costs,MECHATROLINK-II bus control technology in the equipment and connect Ethernet Ethernet communication technology to achieve the initial design requirements.
Solarcell;Qualitydetec;High efficiency
TM914.4
:B
:1004-4507(2015)08-0055-04
李向东(1980-),男,山西山阴人,硕士,工程师。研究领域:电子专用设备电气自动化控制。
2015-06-11
猜你喜欢
茶叶通讯(2022年2期)2022-11-15 08:53:56
茶叶通讯(2022年3期)2022-11-11 08:43:50
机械研究与应用(2022年4期)2022-09-15 02:17:04
装备制造技术(2020年1期)2020-12-25 05:18:20
测控技术(2018年6期)2018-11-25 09:50:12
测控技术(2018年8期)2018-11-25 07:42:08
电子制作(2017年24期)2017-02-02 07:14:44
中国科技信息(2016年19期)2016-10-25 08:17:29
电源技术(2015年7期)2015-08-22 08:48:48
中国交通信息化(2015年11期)2015-06-06 06:51:33
