工业机器人自动焊接系统应用与焊接质量控制
2015-05-15 08:58杨秀文钟熀文
机电工程技术 2015年7期
杨秀文,钟熀文
(广东松山职业技术学院,广东韶关 512126)
随着工业经济领域的战略转型和技术升级,工业机器人应用技术越来越广泛的应用于各行各业,其中工业机器人焊接技术就是典型应用之一,随着现代制造业的发展,焊接自动化、工业机器人、自动化控制系统的发展已经成为必要趋势,焊接技术正在经历从传统的手工技术作业发展成为现代科学制造,越来越多的加工制造业用焊接机器人来实现焊接工艺,焊接机器人的应用极大的保护了人们的安全[1]。
1 机器人焊接系统的硬件连接
一个完整的工业机器人弧焊系统由工业机器人、焊枪、焊机、送丝机、焊丝、焊丝盘、气瓶、烟雾净化系统或者烟雾净化过滤机等组成。机器人焊接系统单元间的连接包括焊机和送丝机、焊机和焊接工作台、焊机和加热器、送丝机和机器人工控柜、焊枪和送丝机、气瓶和送丝机气管等的连接。设备连接如图1所示[2]。
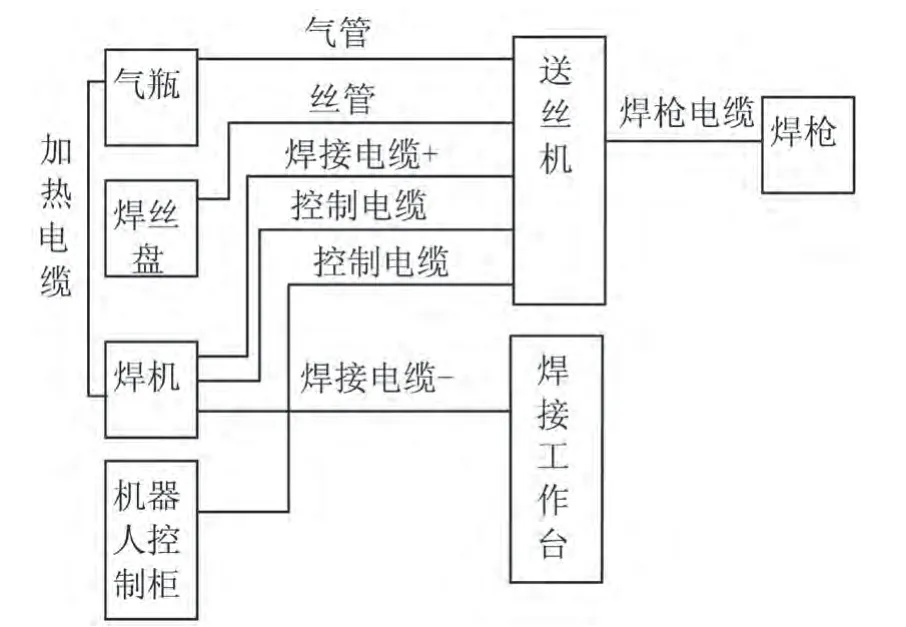
图1 设备连接示意图
2 机器人焊接系统参数调节与设置
2.1 送丝轮压力调节
系统安装连接完成后应根据工艺要求调整送丝轮、气瓶压力以及焊丝盘的盘制动力。送丝机构为四轮双驱,送丝压力刻度位于压力手柄上,对于不同材质及直径的焊丝应设置不同的压力刻度,不同材质、焊丝直径与压力的关系如表1及图2所示。焊接过程中实际的压力调节规范必须根据焊枪电缆长度、焊枪类型、送丝条件和焊丝类型作相应的调整。图2中类型1适合硬质焊丝,如实芯碳钢、不锈钢焊丝。类型2适合软质焊丝,如铝及其合金。类型3适合药芯焊丝[2]。
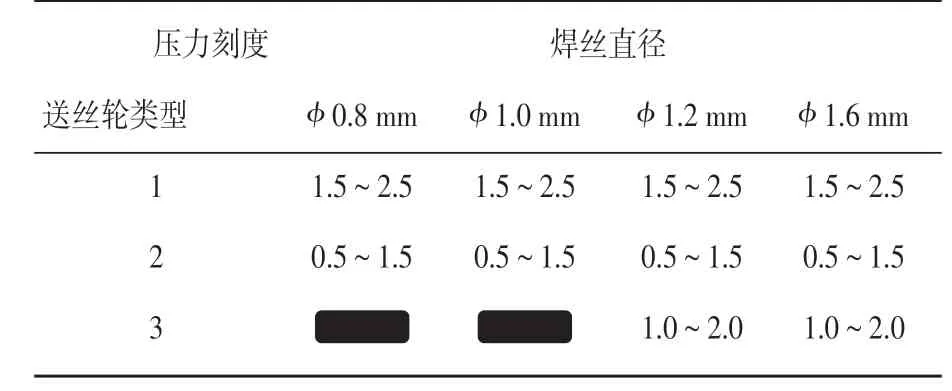
表1 焊丝材质、直径、送丝轮类型与压力刻度关系表

图2 送丝轮类型
2.2 气瓶流量调节
气瓶流量和焊接方式、板厚、焊丝直径等有关,应合理确定气压流量。在流量调节前打开气瓶手动开关阀按一下送丝机的气检按钮,,在送气期间,旋转流量调节旋钮使浮球处于预设定流量的刻度位置,流量调节完成后,可再次按下气检按钮停止送气。
2.3 焊机面板参数设置
焊机的功能选择和参数设定通过焊机的控制面板完成,焊接面板参数设置的操作流程首先依次选择焊接方法、工作模式、焊丝直径、焊丝材料,然后利用调节旋钮和参数选择键进行其他参数的调整,例如焊脚、板厚、焊接速度、焊接电流、焊接电压、电弧力/电弧挺度和弧长修正等。为了达到理想的焊接效果,必须合理的设置焊接各项隐含参数,如回烧时间、提前送气时间、滞后关气时间等。如果焊机电压和电流由机器人给定则无需设置焊接电流和焊接电压(此时隐含参数P09(近控有无)必须设置为OFF)。
3 机器人焊接系统示教及编程
焊接工作既可以利用机器人示教器本地操作来完成,又可以由PLC远程控制完成。为了保证焊接的正常进行及焊接机器人与PLC之间的通讯,除了完成机器人通用示教工作和编制PLC控制程序外,还必需完成机器人焊接系统焊接参数设置及机器人、PLC、焊机系统的关联设置,如表2、表3所示。
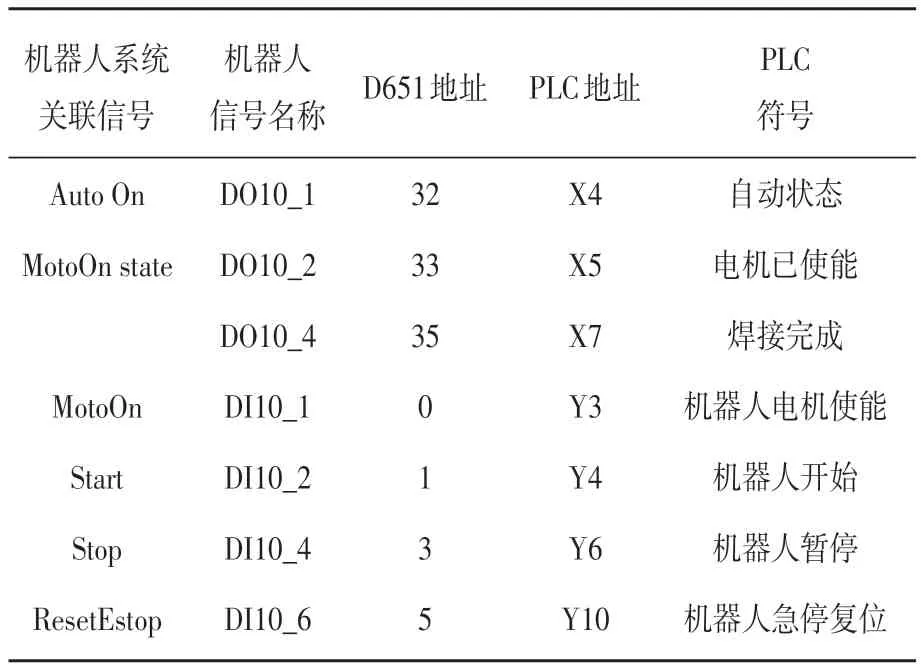
表2 PLC和机器人联络信号定义
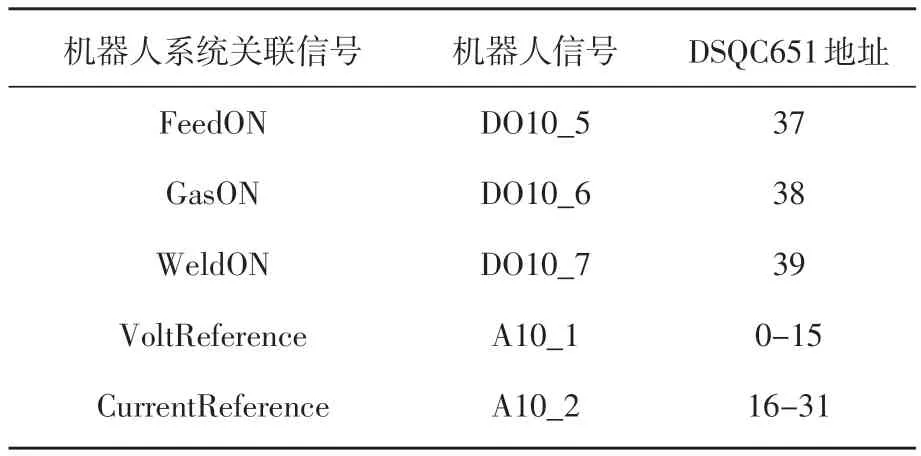
表3 机器人和焊接联络信号定义
机器人焊接示例程序如下:
PROCMAIN()
MoveAbsJjpos10NoEOffs,v200,z50,tool1;
MoveL p10,v100,z50,tool1;
MoveJp20,v100,z50,tool1;
ArcLstart p30,v5,seam1,weld1,fine,tool1;
ArcL p40,v5,seam1,weld1,fine,tool1;
ArcLEnd p50,v5,seam1,weld1,fine,tool1;
MoveJp60,v100,z50,tool1;
PulseDOPLength∶=1,DO10_4;
ENDPROC
4 机器人自动焊接系统PLC控制
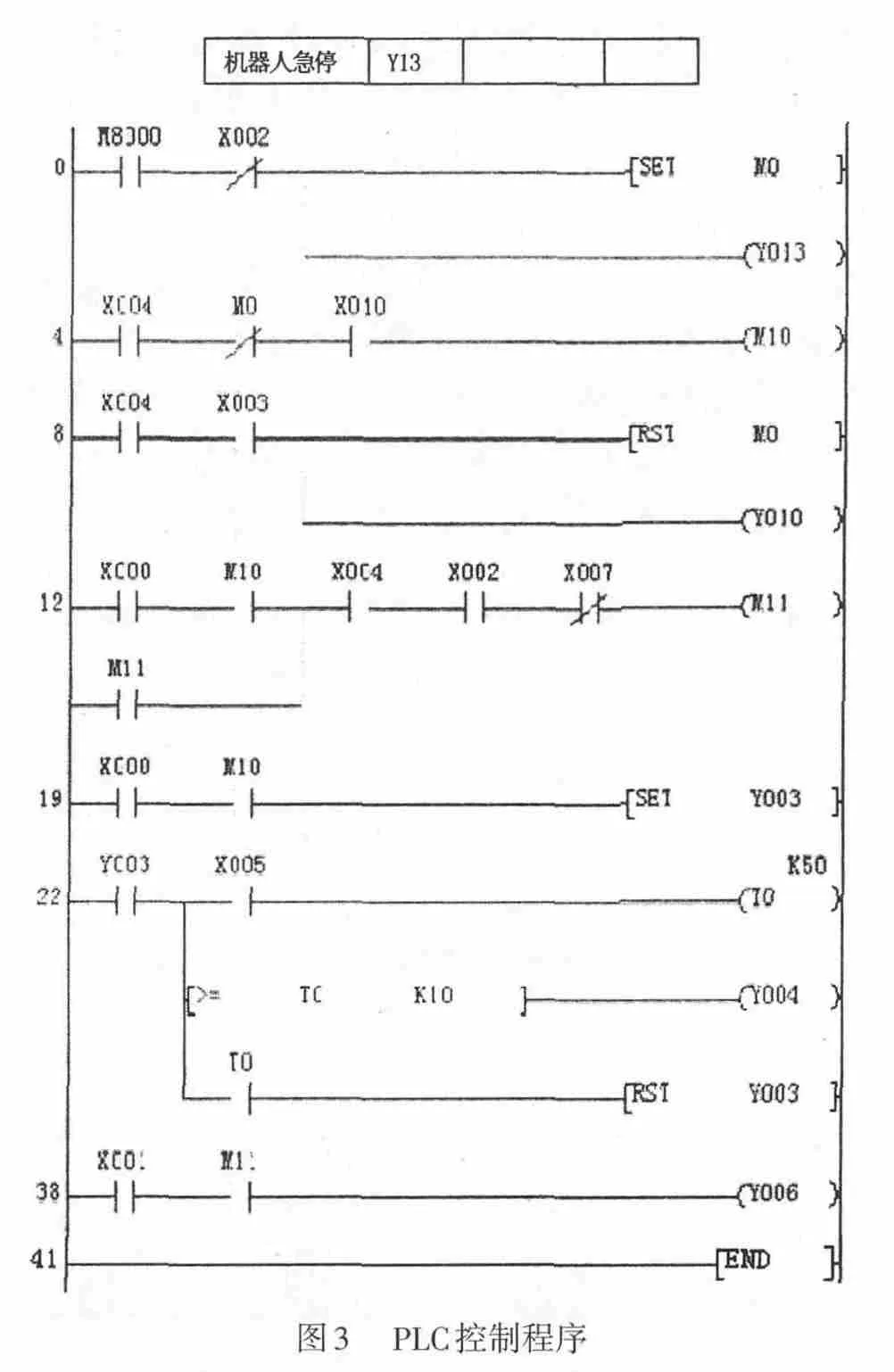
机器人自动焊接系统在远程控制模式下,机器人选择自动模式,系统就绪情况下,通过PLC系统能够实现自动焊接控制。启动按钮,系统运行,机器人程序启动,在运行过程中若按下暂停按钮机器人应暂停运行,再次按下启动按钮,机器人继续运行,若急停按钮动作,系统应立即停止运行,须按复位按钮,清除机器人急停信号。机器人回到工作原点后,系统才可以再次启动。本系统采用三菱FX-3U实训PLC控制,PLC具体I/O分配见表4,PLC控制程序如图3所示。
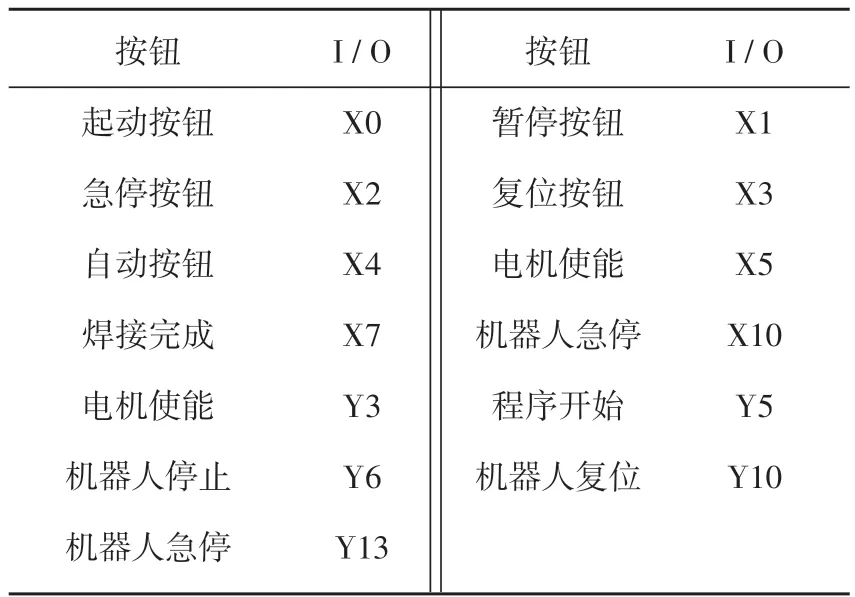
表4 I/O分配表
5 焊接质量控制
使用压力手柄调节送丝轮压力,应使焊丝均匀的送进导管,并要允许焊丝从导电嘴出来时有一点摩擦力,不致引起在送丝轮上打滑,注意过大的压力会造成焊丝被压扁,镀层被破坏,并会造成送丝轮磨损过快和送丝阻力增大。完成焊机面板参数设置后要根据实际焊接弧长微调电压旋钮,使电弧处在脉冲声音中稍微夹杂短路的声音,达到良好的焊接效果。在焊接过程中应保持焊枪向焊接行进相反方向倾斜0°~10°的“前进法”焊接方法,使气体保护效果较好。
在焊接过程中如果发现有焊接气孔等出现,要检查焊接参数设置是否合适,焊接工件是否清洁,送丝机送丝是否稳定等,并应及时清理焊枪。如果出现焊接咬边现象要及时调整焊接参数和焊枪角度;如果经常性出现焊偏现象则要对机器人零位置进行校正[3]。
6 结束语
机器人焊接系统既能够通过示教器进行示教编程焊接,也能进行远程控制焊接。将PLC技术、工业机器人技术和自动焊接技术合理运用于焊接领域,使焊接技术从传统的手工作业发展成为现代科学制造,不仅提高了生产效率,更大大改善了劳动者的工作环境,是焊接自动化技术必然的发展趋势。
[1]陈善本,吕娜.焊接智能化与智能焊接机器人技术研究进展[J].电焊机,2013(5):28-36.
[2]亚龙YL-399A型工业机器人实训考核装备基础培训资料 [Z].浙江亚龙教育装备股份有限公司,2014.
[3]刘佰林,赵磊,杨智超,等.机器人焊接过程中焊接质量控制的要素[J].房地产导刊,2014(17):104.
猜你喜欢
现代农机(2022年3期)2022-07-11
组合机床与自动化加工技术(2019年11期)2019-11-27
电脑知识与技术(2016年22期)2016-10-31
焊接(2016年6期)2016-02-27
焊接(2016年1期)2016-02-27
科技与创新(2015年23期)2015-12-08
江西通信科技(2015年3期)2015-12-05
焊接(2015年10期)2015-07-18
焊接(2015年9期)2015-07-18
电子工业专用设备(2015年4期)2015-05-26