
电镀金刚石线切割YAG晶体的失效机理研究
2015-05-15 11:32彭少波陈超
超硬材料工程 2015年5期
彭少波,陈超
(中国有色桂林矿产地质研究院有限公司,广西超硬材料重点实验室,国家特种矿物材料工程技术研究中心,广西桂林 541004)
电镀金刚石线切割YAG晶体的失效机理研究
彭少波,陈超
(中国有色桂林矿产地质研究院有限公司,广西超硬材料重点实验室,国家特种矿物材料工程技术研究中心,广西桂林 541004)
采用高强度钢丝作为基体,表层电镀镍,同时固结金刚石磨粒,制备出长度为4m,直径为0.7mm的环形金刚石线,装夹在自制的金刚石线锯切割机上,对YAG晶体进行不同参数下的切割实验,观察电镀金刚石线的受力情况,断裂口的形貌,分析电镀金刚石线切割过程中的断裂行为以及断裂机理。研究结果表明,电镀金刚石线的断裂分为两种:一种是非正常拉断;另外一种是金刚石线的镀层脱皮以致基体被磨断。
电镀金刚石线;YAG晶体;切割;断裂模式
YAG晶体是目前综合性能最为优异的激光晶体,广泛用于军事、工业和医疗等行业。YAG晶体属于硬脆性贵重材料,它的莫氏硬度为8~8.5,从圆柱状的晶胚到用于激光上的器件,要经过一系列的加工,第一步就是切割加工。传统的加工设备为内圆锯片切割机和外圆锯片切割机,传统加工方式切割效率低,容易炸刀使正在加工的晶胚或者半成品报废,已经不能满足日益增长的市场需求。相对YAG晶体传统的加工方式,金刚石线锯机具有切缝小、切割效率高等优点[1]。金刚石线切割又分为往复式和环形,往复式金刚石线相对于传统的锯片切割更加细,直径一般不超过0.3mm,切缝很小[2]。但是,用于切割高硬度的硬脆性材料,往复式金刚石线的切割效率非常低,进刀速度低于0.5mm/min,相对于传统加工没有明显的速度优势。由于进刀速度慢,也难以满足YAG晶体加工的高效率要求,目前,工业上比较先进的方式还是环形金刚石线切割。
电镀环形线,它的线速度最高可达50m/s,金刚石线直径为0.7mm,金刚石线总长为4000mm。相对于往复式,环形金刚石线的线速度是往复式的2~3倍,加上金刚石线的直径大,可承受的拉力更大,进刀速度可以更快。虽然切缝大(0.8mm~0.9mm之间),和传统的锯片切割机的切缝基本一样,但是切割效率得到极大的提高。YAG晶体切割加工属于成型前的粗加工,都会有一定的剩余废料,很难充分利用,所以较大的切缝不会影响它的成品率。理论上,高效率的磨削切割,同时意味着快速的磨损,金刚石线同样很快就磨损直至金刚石磨粒被耗尽。实际切割时,金刚石线的失效形式有多种,大体可归为金刚石磨损、脱落、非正常拉断等。本文主要针对金刚石线的断裂行为进行研究,为提高金刚石线的寿命提供依据。
1 实验设计

图1 电镀金刚石线形貌Fig.1 morphology of electroplated diamond wire
1.1 电镀金刚石线的制备
选用0.5mm的高强度琴钢丝作为金刚石线的基体,长度为4000mm,两个接头进行720°的扭转,再进行焊接,加工成一个封闭的环线。经过电镀前的浸酸处理,再放入电镀池中电镀镍,同时加上金刚石磨粒进行上砂。成型之后,电镀金刚石线的形貌如图(1)所示。
1.2 切割实验设备
本公司自制的电镀金刚石线锯机就是一种环形金刚石线锯机。使用的金刚石线如1.1所述。本设备的主要结构简化如图(2)所示。

图2 结构简图Fig.2 Diagram of structure
把金刚石线焊接起来,做成环形线,装夹在导轮上,导轮分为主动轮、张紧轮和工作导轮,张紧轮由一个重锤牵引,张紧轮为恒力张紧,工作导轮之间的距离(H)就是加工工件的最大尺寸。
1.3 切割实验参数设计
工件为提拉法生长的YAG晶体,该YAG晶胚是一个两端为圆锥状的柱状,直径为55mm,长度为250mm,莫氏硬度在8~8.5之间。切割时,线速度在20~30(m/s)之间,进给速度为1~8(mm/min)之间,冷却方式分别采用油冷、乳化液冷却和水冷。
2 电镀金刚石线的断裂模式
2.1 电镀金刚石线切割时的受力模型
电镀金刚石线切割YAG晶体时受到多个力的作用,有张紧力、进给压力以及弯曲应力等,如图(3)所示。图中F1和F2是线锯切割过程中锯切点两边的拉力,F t和F n分别为金刚石线受到来自工件的切向力和法向力,α和β为线锯受到工件进给运动而发生弯曲的弯曲角。

图3 切割受力示意图Fig.3 diagram of stress condition during cutting
根据切割时的受力分析,可得出公式:

将公式(1)进行简化,求得:

根据文献[3],在切割过程中金刚石线受到的应力主要有拉力引起的拉应力,金刚石线绕在导轮上的弯曲应力以及金刚石线自身的离心力产生的应力,金刚石线离心力产生的应力与拉应力及弯曲应力相比,可以忽略不计。由公式(2)可以得知,金刚石线的拉力F2>F1,只需计算拉力F2产生的拉应力:

式中:σ1为金刚石线拉应力,单位:MPa;
A为金刚石线的横截面积,单位:m2。
为了满足互换性要求,本实验中的金刚石线锯机的导轮设计成相同尺寸,所以在计算金刚石线弯曲应力时,以工作轮为准,根据材料的弯曲应力公式,如下:

式中:σ2为金刚石线的弯曲应力,MPa;
E为金刚石线的弹性模量,GPa;
r为金刚石线的半径,取平均值为0. 25mm;
ρ为曲率半径,即为导轮半径。
琴钢丝属于T8a钢,它的弹性模量取211GPa,经计算,弯曲应力为263.75MPa。
施加在电镀金刚石线的拉力,主要靠高强度的基体承受,基体经过电镀后,抗拉强度有适当的增加,但是电镀的一层表面金属镍,抗拉性能较差,所以计算时,按照电镀前的参数进行计算。此外,环形电镀金刚石线都会有一个焊接口,此处的抗拉强度一定是最差的,利用拉伸试验机,通过拉伸试验,得出金刚石环线的拉伸试验数据,计算出它的实际抗拉强度。
如图(4)所示,基体焊接处的抗拉强度稳定在300N拉力以上,以最小拉力300N拉力为极限,计算如下:

式中:σ为实际测量抗拉强度,单位:MPa;
Fmin为拉断所需最小拉力,单位:N;
Amin为基体的截面积,单位:m2。
电镀金刚石线的基体直径取0.5mm,经计算得出,实际的抗拉强度为1528MPa。
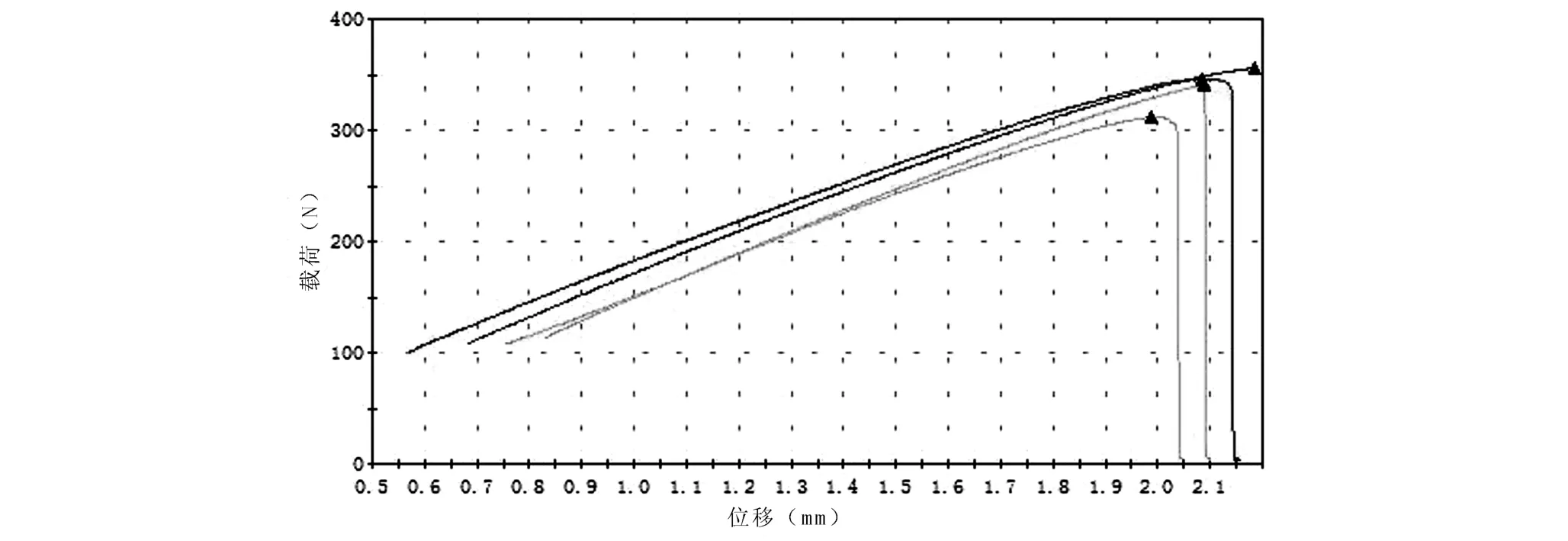
图4 拉伸试验曲线图Fig.4 curve chart of tensile test
文献[4]针对环形电镀金刚石线锯,应力安全系数取1.1,在实验测得的实际抗拉强度下,金刚石线所受的拉应力之和不得大于实际测量的抗拉强度,如下:

将式(3)和式(4)代入到式(6)中,得:

切割时,为防止金刚石线被拉断,张紧轮提供的最大张紧力要小于220.96N。根据文献[5],实际切割时,Fn值一般为Ft的0.95倍,在根据公式(1),得:

弯曲角度α和β近似相等且较小,切割时控制在5°以内,式(7)简化为[2]:

因此,为了避免切割时金刚石线被拉断,工件进给时的最大进给力不能大于38.34N。
2.2 电镀金刚石线的断裂模式
经过YAG晶体的切割实验,分析得出,电镀金刚石线锯的断裂主要有两种形式。一种是由于切割参数选择不当,导致切割过程中金刚石线受到的载荷超过了其允许值而发生非正常拉断;另一种是金刚石线上的金刚石磨粒在长时间的切割中被磨损磨平或脱落,最终镀层和基体被磨断。实际切割过程中任何一种断裂形式都会迫使切割进程的终止,影响工件切割质量,甚至造成生产事故。因此,有必要对两种断裂形式发生的诱因和机理进行分析。
2.2.1 电镀金刚石线的拉断
切割过程中采用的是恒速进给方式,在单位时间内,当切割量小于工件的进给量时,金刚石线会逐渐弯曲[6],弯曲角度α和β也会逐渐增大。当增加到一定程度,超过金刚石线最大的允许强度,金刚石线就会被拉断,而且断裂处一般是最脆弱的焊接口处。本切割实验,针对YAG晶体的切割参数设置如下,金刚石线的线速度为30m/s,进给速度为2mm/min,冷却液分别采用冷却油、乳化液和水。经过试验对比,采用冷却油和乳化液冷却时,切割的表面质量较好,但是切割效率低,线锯寿命短,金刚石线容易被拉断。对比之下,采用水冷,切割质量和效率却能达到预期效果,线锯寿命较长。对实验结果进行对比分析,前两种(冷却油和乳化液)冷却方式的金刚石线,进行分析发现,首先这两种冷却液本身有一定的黏性,切割分离的YAG晶体切屑与冷却液结合,然后形成一种黏性更强的结合体。从而,使切割YAG晶体分离出来的切割屑能够利用冷却液的黏性牢牢地黏住金刚石线,在切割过程中不断的积累,最终,金刚石线上的金刚石磨粒被完全淹没,无法对工件进行磨削切割。然而,工件一直继续进给,金刚石线无法切割进给的工件,弯曲角度α和β逐渐变大,最终被强行拉断失效。图(5)为金刚石线断口处的形貌,断裂面凹凸不平,断面上有孔隙缺陷,看不到有塑性变形的颈缩现象,有明显的焊接痕迹。焊接口内部产生了孔隙缺陷,金相组织发生了不利的变化,机械性能下降,抗拉强度大大降低,相同条件下,相比于金刚石线其他处,在此处发生非正常拉断的概率最大。
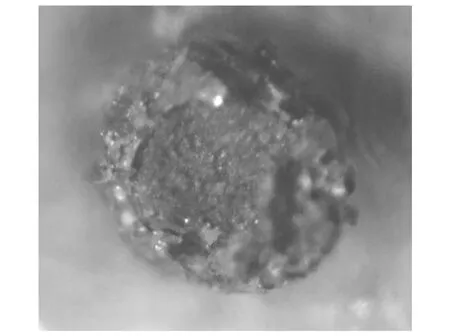
图5 焊接处断口形貌图Fig 5 Morphology of fracture at the weld
2.2.2 电镀金刚石线的疲劳断裂
设置好切割参数后,冷却液采用水,进行正常的切割实验。在相同的实验条件下切割YAG晶体,一直到金刚石线拉断为止。对拉断的金刚石线断口进行检测分析,得知,金刚石线如此的断裂,属于正常失效模式。切割实验参数设置如下,金刚石线的线速度为30m/s,进给速度分别为3mm/min、5mm/min和8mm/min,采用水冷。经过多次切割试验发现,进给速度为3mm/min和5mm/min实验结果基本一致,切割面积相同,约为0.05平方米,但是断口形貌有两种形式,一种属于拉断;另外一种属于磨断,如图(6)和图(7)所示,并且伴有表面镀层脱皮现象。经过分析,脱皮的原因有两个:第一,金刚石磨粒脱落,镀层与工件直接接触,镀层被磨损;第二,镀层与基体结合力不够,自主脱皮。进给速度为8mm/min时,金刚石线短时间内就被拉断,寿命远小于正常值,属于非正常拉断。
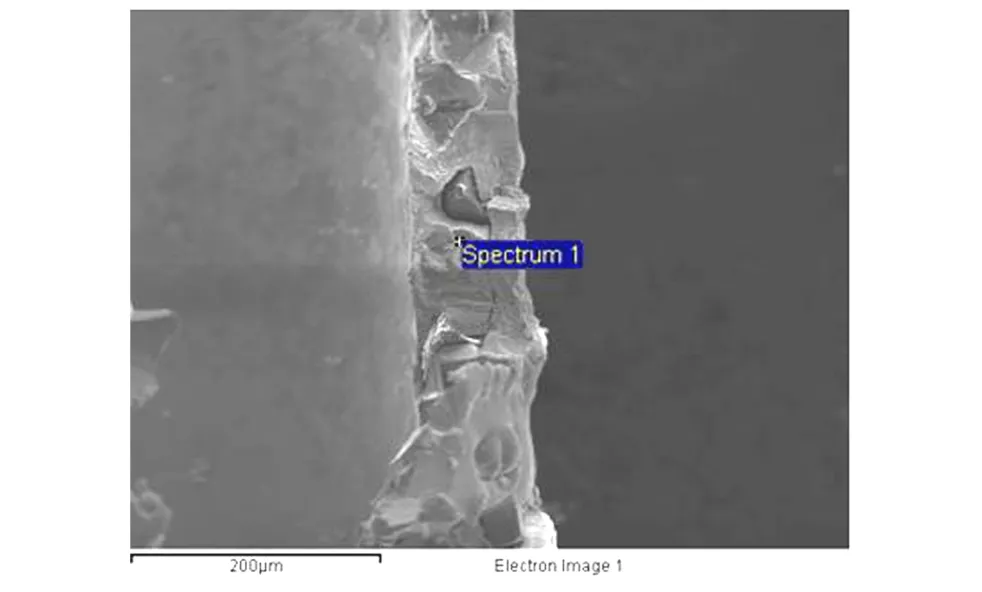
图6 镀层脱皮形貌图Fig.6 Morphology of plating peeling
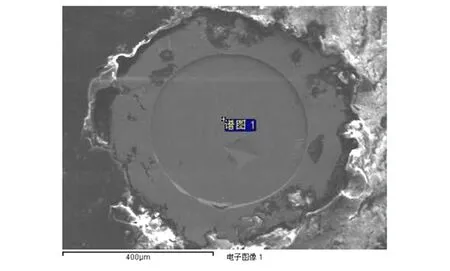
图7 磨断处断口形貌图Fig.7 Morphology of fracture in breaking point
3 结论
建立电镀金刚石线切割时的受力模型,进行受力分析,结合多组参数和不同环境下的切割实验,研究了电镀金刚石线在切割YAG晶体时的断裂失效模式,得出如下结论:
(1)YAG晶体切割实验结果表明,电镀金刚石线的断裂形式有两种:非正常拉断和疲劳断裂。当切割参数设置不合理,或者选用的冷却液具有强黏性时,导致切割率低于进给量,金刚石线受到的拉应力超出许用应力,而发生非正常拉断;当切割参数和冷却液都合理,金刚石线经过长时间磨损,金刚石磨粒被磨损或脱落,镀层逐渐脱皮,露出的基体被磨损,发生磨断,属于疲劳断裂。
(2)切割时,选择好合适的切割参数,选用黏性小的冷却液,可以避免金刚石线的非正常拉断,保证正常的使用寿命。
(3)金刚石线焊接处的质量直接决定了金刚石线的抗拉强度,镀层与集体的结合力直接影响了金刚石线的疲劳寿命。这两个因素也是制备金刚石环线的重点和难点。
[1] 张梦骏,孙玉利,等.金刚石线锯切技术研究进展[J].金刚石与磨料磨具工程,2013,33(6):44-47.
[2] 张景涛.电镀金刚石线锯制造工艺及其性能的研究[D].青岛,青岛科技大学,2013.
[3] 张国青,黄辉,徐西鹏.钎焊金刚石线锯切割单晶硅材料时的断裂行为研究[J].金刚石与磨料磨具工程,2013,34(4):6-10.
[4] 高伟,窦百香.环形电镀金刚石线锯断裂失效分析[J].工具技术,2008,42(9):76-78.
[5] 孟剑峰.环形电镀金刚石线锯加工技术及加工质量研究[D].山东,山东大学,2006.
[6] ZHANG Liao-yuan,LI Xin.Research on Cutting Force of Ultrasonic Diamond Wire Saw[J].JOURNAL OF CHINA ORDNANCE.2010,(02):114-118.
富耐克cBN刀具:加工汽车刹车盘的高效刀具
刹车盘性能是汽车安全行驶的有力保证,作为汽车零部件的核心部件,刹车盘(制动盘)是其至关重要的安全零件。随着环境保护对汽车材料轻量化的需求,汽车零部件制造工艺在不断更新,相应刹车盘对cBN刀具的精度、效率、寿命等方面也提出了更高要求。
相关专家表示,汽车刹车盘对两端面表面的加工质量要求很严:表面粗糙度为Ra1.6,两制动面圆周厚薄差通常要求控制在0.009mm范围以内,平行度则要求0.04mm以内,跳动要求0.025mm的误差范围,且这些形位公差都要靠精加工保证。传统的磨削工艺已难以满足市场对形位公差车削加工的需求。
(中国刀具商务网)
Study of Failure Mechanism of Electroplated Diamond Wire When Cutting YAG Crystal
PENG Shao-bo,CHEN Chao
(China Nonferrous Metal(Guilin)Geology And Mining Co.,Ltd,Guangxi Key Laboratory of superhard material, National Engineering Research Center for Special Mineral Material,Guilin,Guangxi,China 541004)
An endless electroplated diamond wire of a length of 4m and a diameter of 7mm has been produced using high-tensile steel wire as matrix with nickel plating surface,and diamond abrasive particles have been consolidated at the mean time.Then it has been clamped on a diamond wire saw cutting machine for YAG crystal cutting test under different parameters.The stress condition of the electroplated diamond wire and the morphology of the fracture have been observed and the fracture behaviour and fracture mechanism of the electroplated diamond wire during the cutting process have been analyzed.Result of the study shows that there are two kinds of fractures of electroplated diamond wire.One is abnormal snap,another one is the matrix breaking caused by plating peeling of the electroplated diamond wire.
Electroplated Diamond Wire;YAG Crystal;Cutting;Fracture Modes
TQ164;TG74
A
1673-1433(2015)05-0013-05
2015-08-18
彭少波(1989-),男,硕士研究生。研究方向:环形金刚石线锯机的切割机理以及影响切割表面质量的因素。
彭少波,陈超.电镀金刚石线切割YAG晶体的失效机理研究[J].超硬材料工程,2015,27(5):13-17.
猜你喜欢
金属热处理(2022年10期)2022-10-25
电镀与精饰(2022年8期)2022-08-18
表面工程与再制造(2022年1期)2022-05-25
汽车维护与修理(2021年19期)2021-04-14
柴油机设计与制造(2018年1期)2018-04-20
机械工程师(2018年10期)2018-02-18
汽车维护与修理(2015年2期)2015-02-28
汽车维护与修理(2015年1期)2015-02-28
表面工程与再制造(2014年2期)2014-02-27
表面工程与再制造(2014年2期)2014-02-27
