
西门子s7 GRAPH在探料系统中的运用
2015-05-15 03:24:08徐坤龙
有色冶金设计与研究 2015年3期
徐坤龙
(韶关冶炼厂 质控中心,广东韶关 512024)
西门子s7 GRAPH在探料系统中的运用
徐坤龙
(韶关冶炼厂 质控中心,广东韶关 512024)
概述了韶关冶炼厂探料系统的应用现状,分析了现用PLC程序的优缺点。为了使得程序更简练,增强易读性,运用西门子s7 GRAPH重新编写了探料程序,并进行了仿真运行。仿真实践证明,采用顺序控制程序编程完全可以实现工艺要求,且更加简练、方便。
探料系统;顺序功能图;s7 GRAPH;编程
1 探料系统概况
探料系统是韶关冶炼厂密闭鼓风炉提供加料层高度的探测系统,探料杆是探料系统的主要部件。探料系统的主要作用是:探测出炉内物料的高度,确定物料的加料量,使熔炼炉内物料保持一定的高度。因此,保证探料杆的正常运行,对鼓风炉正常工作具有重大意义。探料系统主要由探料支撑主体、探料杆、滑块、三相电动机、链条、弹簧及行程开关等组成。探料杆的运动方向是由安装在探料杆架上不同位置的行程开关控制。他们分别是复位、触料和最大料限行程开关[1]。
现用 PLC探料系统采用三菱 PLC FX2N-16MR-001和三菱富士变频器组合实现对鼓风炉内物料高低的探测。在实际应用中,该系统实现了工艺需要看到的效果。其中,探尺在某个时限内外的快速动作和慢速动作的变化很好地保护了电机和探料系统的机械部件。其次,下探总时间和提升总时间的设定,对处于故障状态的系统起到了很好的保护作用。但是该程序的可读性和维护性相对较差,非作者本人或具有相当电气知识的人很难读懂。图1是现用系统的程序图。

图1 PLC探料系统程序
图中Y000是快速下探输出,Y002是快速返回输出,Y001是慢速输出;X0启动按钮,X1是最大料限行程开关,X2是触料行程开关,X3是复位停止。
此程序中由快速下探和返回转换到慢速度运行的设计,遏制了机械故障或者料限较高时,对电机的破坏性影响。当启动按钮按下,定时器开始计时,如果在设定的时间内探料小车没有撞到触料行程开关或者最大料限行程开关,则定时器置位,电机进入慢速状态。此外,在探料杆运行受阻时,下探和返回总时间的设置可以让电机在异常状态下运行有限的时间。定时时间到则切断下探或返回的电路,等候维修人员的处理,很好地保护了电机。
2 运用s7 GRAPH编制探料程序
为了使得程序更简练,增强易读性,作者运用西门子s7 GRAPH重新编写了探料程序。s7 GRAPH语言是s7 300/400用于顺序控制程序编程的顺序功能图语言,遵从IEC61131-3标准中的顺序功能图语言的规定。用s7 GRAPH编写的顺序控制程序以功能块(FB)的形式被主程序OB1调用。一个顺序控制项目至少需要3个块:1)调用s7 GRAPH FB的块,可以是组织块(OB)、功能(FC)或功能块(FB)。2)用来描述顺序控制系统各子任务(步)和相互关系(转换)的s7 GRAPH FB,由一个或多个顺序器(Sequencer)和可选的永久性指令组成。3)一个指定给s7 GRAPH FB的背景数据块(DB),包含了顺序控制系统的参数。s7 GRAPH FB最多可以包含250步和250个转换,调用s7 GRAPH FB时,顺序器从第一步或从初始步开始启动。
仔细分析探料杆运动的全过程后,笔者发现用顺序控制编程会更加简单易懂,可维护性得以提高,因此,在编程时充分兼顾了原程序的优点,做到了既好用且容易维护,但选用s7 300会相应增加系统的成本。程序编制过程如下。
首先,在STEP 7管理器中创建一个名为“韶关冶炼厂探料”的项目,生成一个s7-300站点。打开硬件组态工具HW Config,将硬件目录中的导轨拖放到左边的组态窗口。图2是硬件配置图。
硬件生成后,选中SIMATIC管理器左边窗口的“块”,执行SIMATIC管理器的菜单命令“插入”→“s7块”→“功能块”,在出现的“属性—功能块”对话框中功能块默认的名称为FB1。用同样的方法生成组织块OB1、DB1,同时系统会自动生成必要的系统功能(图3)。为了程序的阅读方便和易于理解,在程序编制前先生成符号表(图4)。

图2 硬件配置图
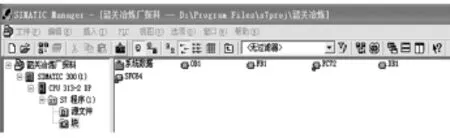
图3 系统生成的功能块与组织块
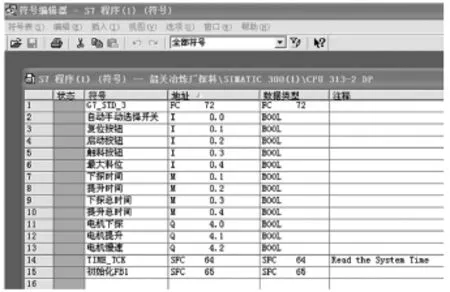
图4 系统生成的符号表
图4中,M0.1、M0.2、M0.3、M0.4分别是下探时间、提升时间、下探总时间、提升总时间的时间标志位,定时时间一到,常开触点闭合,常闭触点断开。
配置好硬件,生成必须的功能块、组织块和背景数据块后,再开始编制FB1的具体内容。打开s7 GRAPH,单击隐藏动作和转换的按钮,第一步先生成步和转换。选中初始步的转换T1,它变为紫色,周围出现虚线框。单击2次顺序器工具栏上的步和转换按钮,在T1的下面生成步S2、S3和转换T8、T12。选择S2,点击工具栏上的分支按钮,生成一个选择序列分支,新生成的转换的编号为T5。点击转换T5,点击一次顺序器工具栏上的步和转换,生成步S5和转换T6。选中T6,点击选择序列合并按钮,用鼠标拖动T6下端出现的细线,与T8下端细线合并。用同样的方法选中S3,生成一个选择序列分支,新生成的转换编号为T10,点击T10生成步S9和转换T11。把T11、T12都分别跳转到初始步S1。至此,顺序器和转换及分支都已完成(图5)。
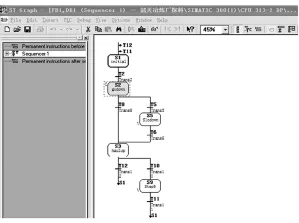
图5 系统生成的顺序器
下一步是生成动作。动作分为标准动作和与事件有关的动作。标准动作指令包括N、S、R、D和L、CALL,其中指令D使某一动作的执行延时。步变为活动步后,经过设定的时间,如果步仍然是活动的,动作中的地址被置为1状态。如果在设定的时间内,该步变为不活动步,动作的地址仍然为0状态。
动作可以与事件结合,事件是指步、监控信号、互锁信号的状态变化、消息的确认或注册信号被置位。指令只能在事件发生的那个循环周期执行。指令N、S、R、CALL可以与事件进行逻辑组合。控制动作的事件如表1所示。
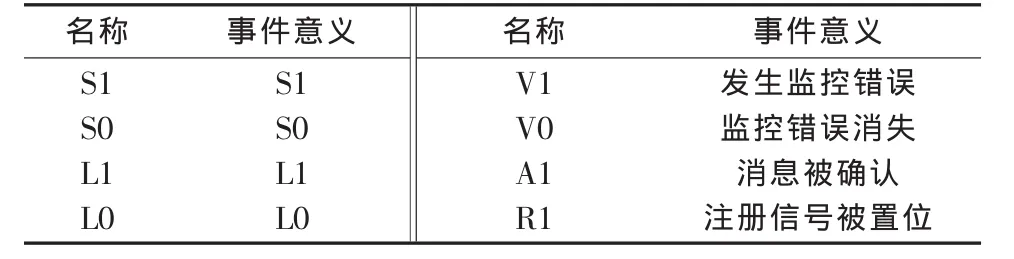
表1 控制动作的事件意义
明确了动作与事件的含义以及它们之间的关系后,就可以动手在顺序器中添加动作,以及动作对事件的反应。图6是笔者的程序示例。
程序编制好后,必须检验他的运行情况是否达到现场应用的目的。打开STEP7在SIMATIC管理器的文件夹上找到韶关冶炼厂探料项目,打开该项目下的程序文件夹,选中块。把所有的块都下载到s7-PLCSIMI。在仿真器中点击工具栏的选项,点击显示符号,然后关联符号表,这样在仿真器里可以见到符号地址(图7)了,为下一步的操作提供了方便。程序在仿真时的运行情况见图8。
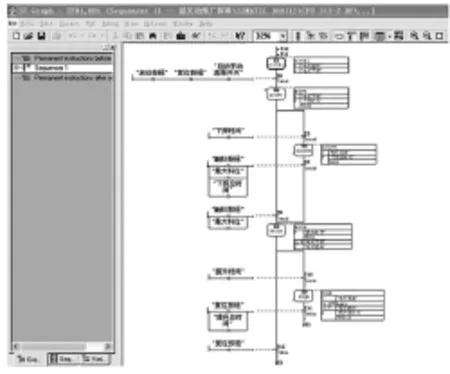
图6 程序示例

图7 仿真器里的符号地址
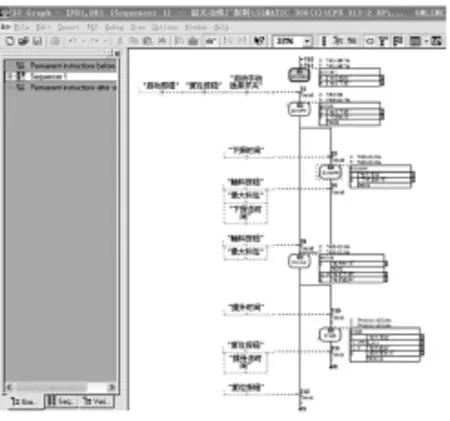
图8 程序在仿真时的运行情况
3 总结
通过仿真,可以发现程序完全实现了工艺要求。与继电器翻译图相比,新编的顺序功能图更加简练,更能反映出探料杆的实际运行状况,当行程开关故障时,在步的运行时间上就能看出探料系统是在哪里出现问题,这为技术人员解决问题提供了极大的方便。限于篇幅,这里没有给出手动的程序。
[1]廖常初.s7300/400 PLC应用技术[M].3版.北京:机械工业出版社,2013.
Application of Siemens s7 GRAPH in Materials Prospecting System
XU Kunlong
(Quality Control Center of Shaoguan Smelter,Shaoguan,Guangdong 512024,China)
The paper describes application state of materials prospecting system in Shaoguan Smelter and analyzes advantages/ disadvantages of PLC procedure.In order to simplify the procedure and enhance the readability,Siemens s7 GRAPH is applied for reprogramming of materials prospecting and simulation operation.Simulation practice shows that application of sequential control programming can fully meet process requirement with more convenience.
material prospecting system;sequential function diagram;s7 GRAPH;programming
TP273
B
1004-4345(2015)03-0063-03
2014-04-30
徐坤龙(1973—),男,工程师,主要从事现场仪表管理工作。
猜你喜欢
环球市场(2021年11期)2021-01-15 23:24:45
新商务周刊(2019年24期)2019-12-22 05:47:21
机电信息(2018年30期)2018-10-24 06:24:46
数码世界(2018年6期)2018-07-12 01:08:04
中国设备工程(2017年20期)2017-11-04 02:23:41
科技与创新(2017年14期)2017-08-09 15:16:16
通信电源技术(2016年5期)2016-03-22 01:10:08
山东电力技术(2016年12期)2016-02-05 11:37:15
中国氯碱(2015年9期)2015-11-02 01:03:41
化工自动化及仪表(2015年7期)2015-01-13 04:24:26
