
改善工业窑炉温度均匀性的设计方法
2015-05-15 08:09:22单岭
科技视界 2015年29期
单 岭
(安徽东升机电有限责任公司,安徽 合肥230000)
0 前言
工业窑炉均匀性是该类设备的一项关键的评价指标,其优劣直接影响设备的适用范围以及所烧结产品的品质。当前,改善均匀性方面,主要采用如下方法进行改善:
(1)更改加热器功率分布。该方法主要基于标准炉膛下的设计经验,一旦结构变化将会很难适应。
(2)按炉膛截面划分多个子区域,由多个控制器单独控制。由于相邻温场耦合相互干扰,很容易造成控温不稳定。
因此本文提出了一种改善方法,可实现在线调整炉膛截面功率分布,达到改善均匀性的目的,且控制精度高稳定性好。
1 加热方式
炉膛截面示意图如图1。
将温区加热器按炉膛截面从左到右细分为多个子区域(本文以上、下加热器各三个区域为例),每个区域通过固态继电器单独驱动,固态控制端由相互独立的PLC输出信号分别给定。控制线路示意如图2。
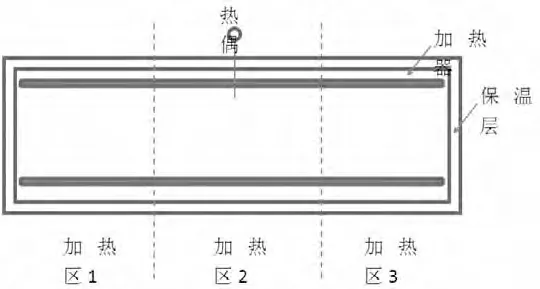
图1 炉膛截面示意
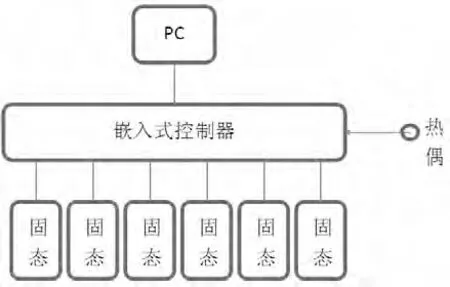
图2 控制线路示意
2 控制软件设计
控制软件主要为温度控制器温控算法、以及控制信号输出处理。下图为控制部分功能框图(图3):
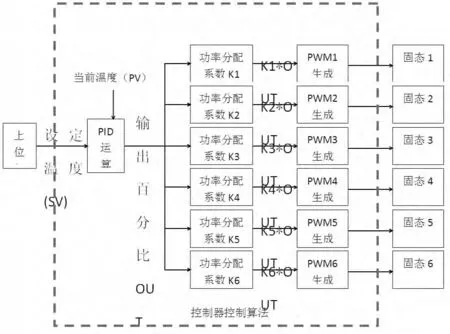
图3 控制软件框图
上位工控计算机通过OPC通讯写入控制器温度设定值,控制器采集当前温度,进行PID计算得出输出功率百分比OUT,输出率经过分配环节,将输出率OUT乘以比例系数K1-K6后分配给PWM生成器,PWM生成器根据输入百分比生成PWM信号,由输出接口送至相应的固态继电器控制加热。其中K1-K6可通过上位软件进行修改,因此达到了通过修改K系数改变炉膛加热功率分布,进而达到改善均匀性的目的。
3 工程应用
该方法已经应用于多台烧结炉,效果显著。以带宽1m网带烧结炉为例,介绍该方法的应用。
该网带炉供有6个温区,每温区加热器细分为6各子区域。图4、图5、图6为不同K系数(见表1、表2、表3所列K值)情况下,炉膛截面左、中、右三点温度曲线。
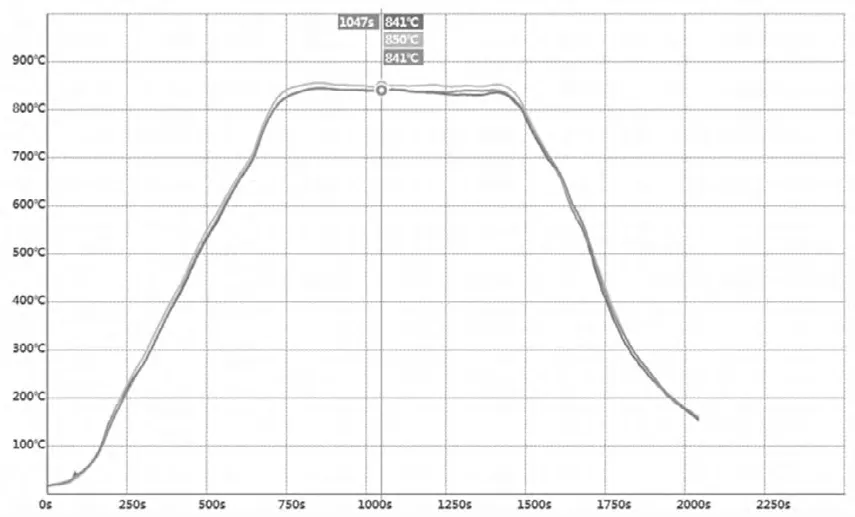
图4 K系数为表1时炉膛曲线(恒温区最大温差12℃)
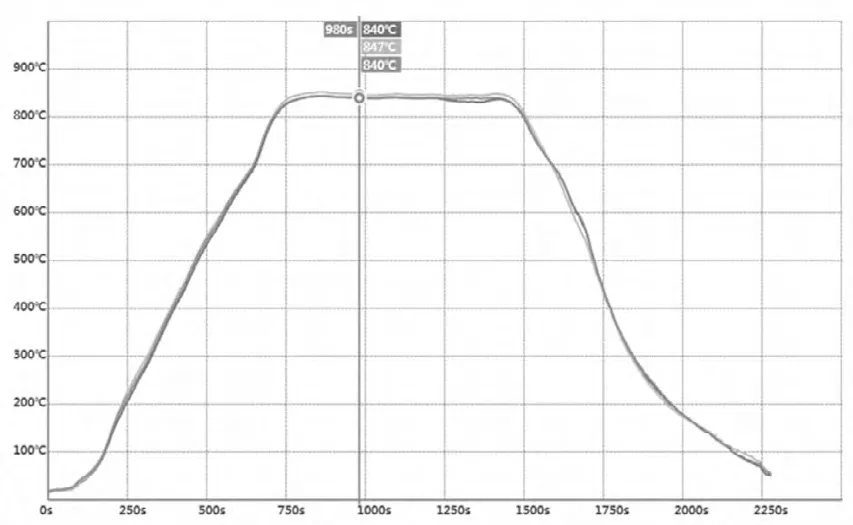
图5 K系数为表2时炉膛曲线(恒温区最大温差8℃)
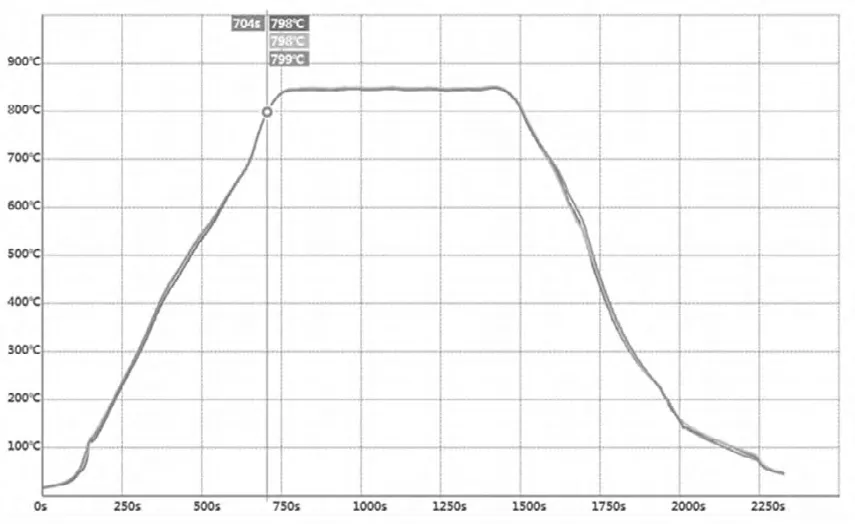
图6 K系数为表3时炉膛曲线(恒温区最大温差3℃)
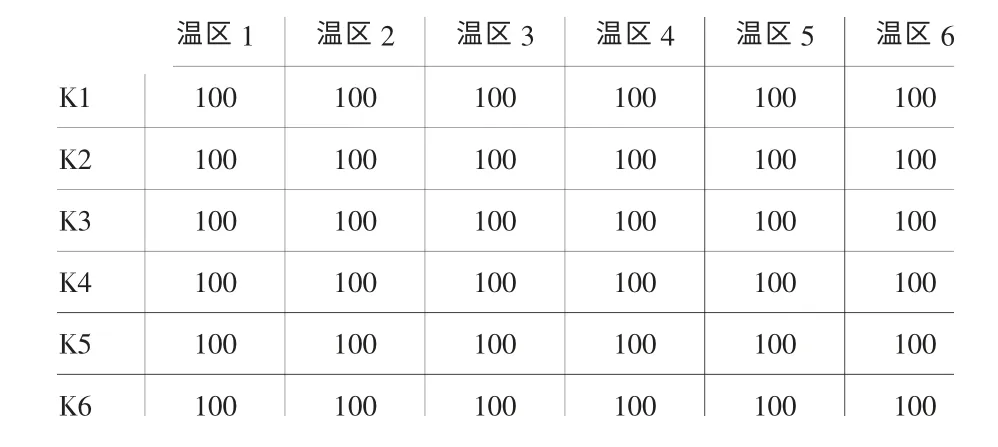
表1
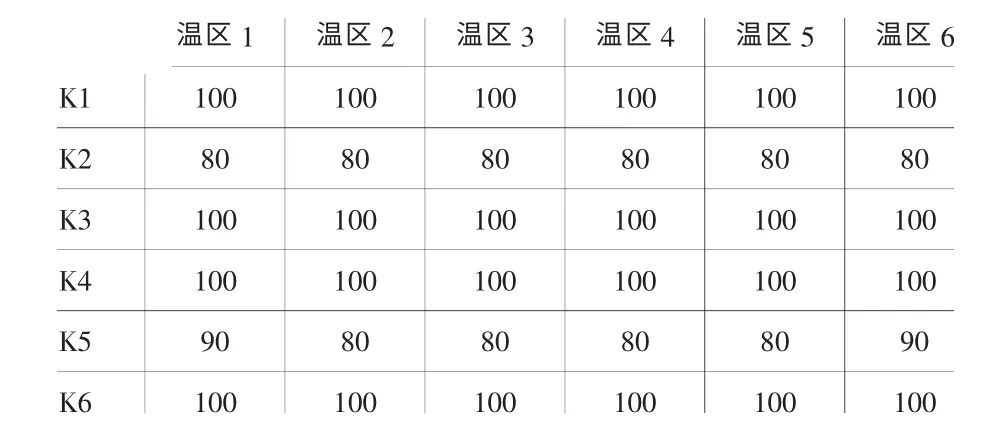
表2
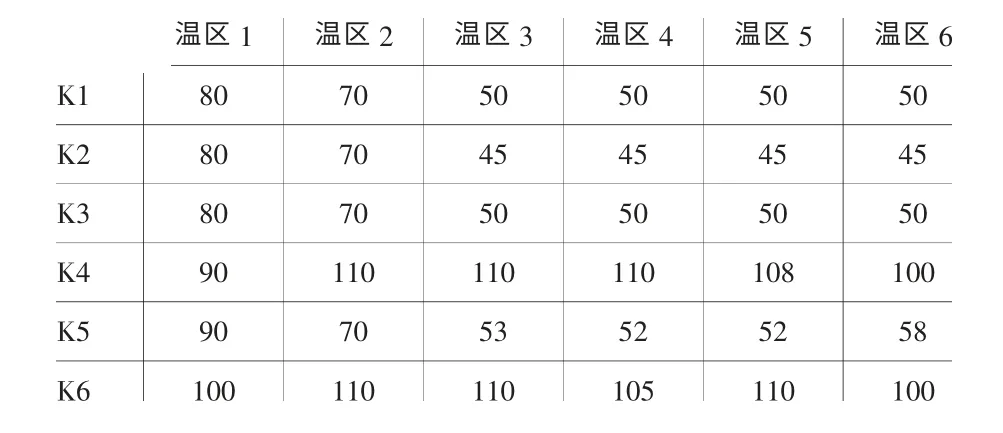
表3
实际结果来看,在K均为100时,即加热器功率均匀分布,炉膛恒温区最大温差12℃,通过逐步调整K系数,最终恒温区最大温差减小至3℃。
4 结论
从实际应用来看,本文介绍的方法能够有效改善温度均匀性,且操作简单,精度高。但依然存在不足和有待改进的空间。K系数调整需要了解操作人员比较了解炉膛温场特性,且需要多次曲线测试进行修正。今后考虑增加智能算法调节K系数值,将人的经验直接赋予控制器实现炉膛均匀性的自动调节。
猜你喜欢
计量学报(2022年7期)2022-08-23 09:23:28
云南化工(2021年8期)2021-12-21 06:37:46
河北农机(2020年10期)2020-12-14 03:13:42
装备制造技术(2020年2期)2020-12-14 03:09:22
河北省科学院学报(2020年4期)2020-03-19 02:02:40
仪表技术与传感器(2019年9期)2019-10-14 06:15:04
电站辅机(2017年3期)2018-01-31 01:46:38
大陆桥视野·下(2017年11期)2017-10-31 11:02:24
电子制作(2017年24期)2017-02-02 07:14:16
时代农机(2016年6期)2016-12-01 04:07:23
