石油油管螺纹数控车削标准化程序编制
2015-05-09 01:39江苏省滨海中等专业学校盐城224500黄成元
金属加工(冷加工) 2015年21期
江苏省滨海中等专业学校 (盐城 224500) 黄成元
GB/T9253.2-1999中规定的石油油管螺纹分为不加厚油管螺纹(TBG)和外加厚油管螺纹(UP TBG)两类,每类螺纹分别有1.050至41/2共9个尺寸系列,共18个螺纹代号,广泛应用于石油油管(外螺纹)、接箍(内螺纹)、泵及阀等石油机械设备的联接。
很多生产石油设备企业的数控车工在车削该类螺纹时往往套用普通螺纹(M)的车削参数来编写数控程序,其牙深往往控制不稳定,只能每一个代号的螺纹都经过多次试切,这降低了产品的合格率,尤其在车削大件和单件零件时,给生产技术人员带来很多困难。笔者经过数学计算,推导出TBG 、UP TBG螺纹参数的变量关系,编写出该类螺纹外、内两种螺纹的车削标准化程序。
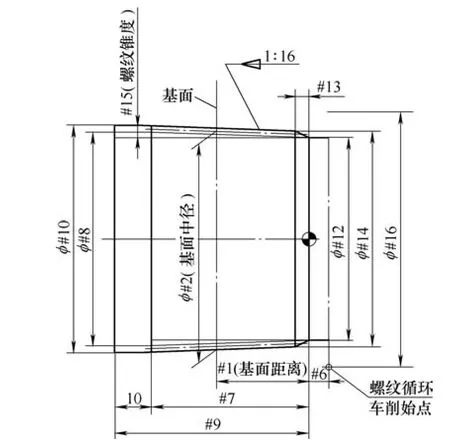
图1 石油油管(外螺纹)通图及变量标注

图2 接箍(内螺纹)通图及变量标注
1. 石油油管螺纹的变量定义及运算关系
图1、图2分别为TBG 、UP TBG螺纹用于石油油管(外螺纹)和接箍(内螺纹)所有代号的通图及变量标注,是根据GB/T9253.2-1999中所规定的TBG 、UP TBG螺纹各参数对应于数控程序中的变量而标注。表1中左侧列出数控程序中各变量的含义,右侧为变量之间的数学运算关系。
表2为TBG 、UP TBG所有代号螺纹独立变量值列表,是根据GB/T9253.2-1999中规定的螺纹参数而编制,这样无论是车削该类螺纹中任一代号,只要在表2中查出#1~#7、#12(仅内螺纹)的值,改写标准程序中前几行的独立变量值,直接车削,而不用每一代号螺纹都要编写外、内两个数控程序。

表1 各变量含义及其之间的运算关系
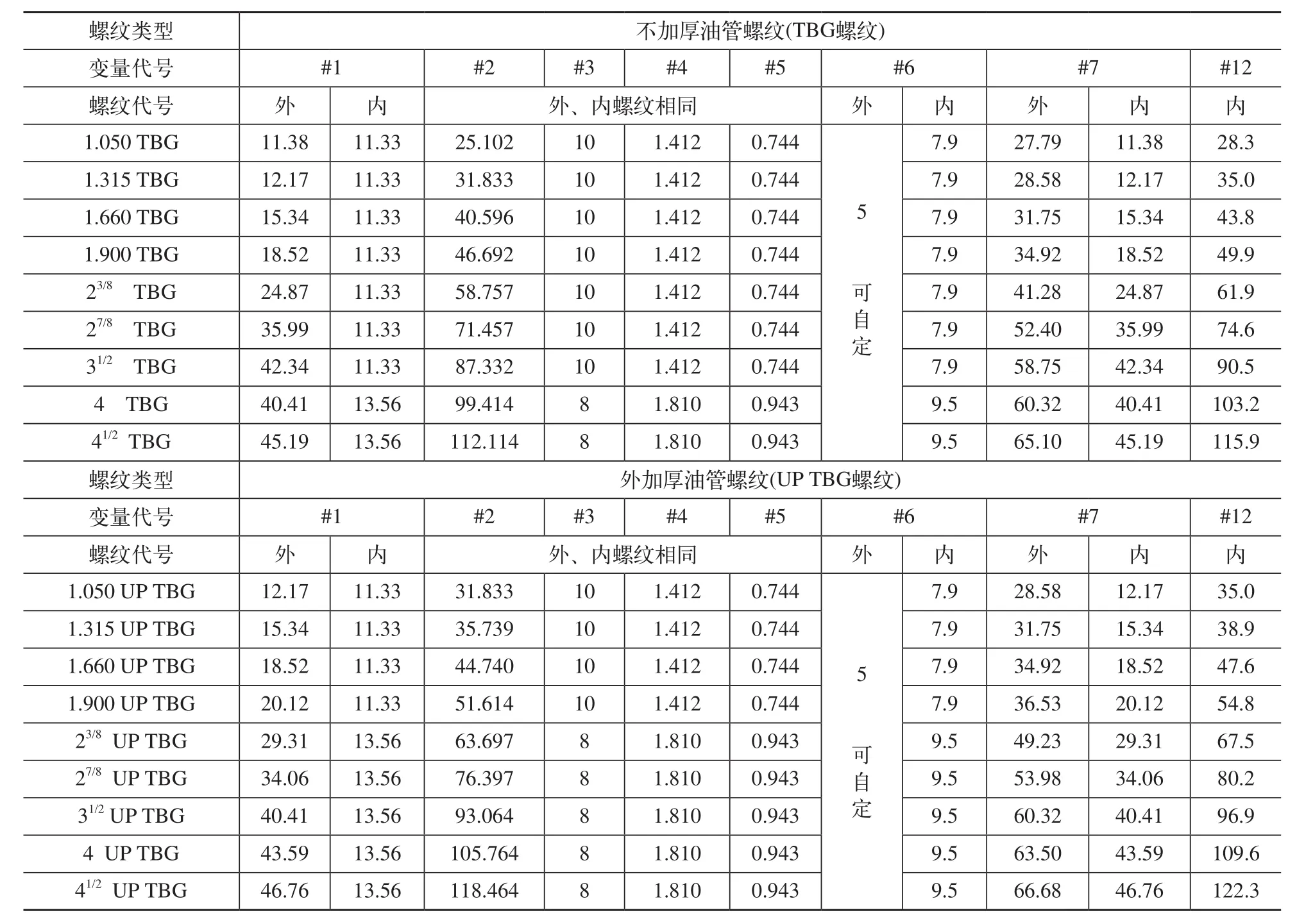
表2 TBG 、UP TBG螺纹独立变量值列表(摘自GB/T9253.2-1999)
2.程序编制
下面基于国产系统GSK980TD,分别编写石油油管螺纹的外、内两种螺纹的数控车削标准化程序,程序开头的独立变量取值是以23/8TBG为例的。
(1)外螺纹车削程序如下:
O1001 (2 3/8 TBG -W)
#1=24.87
#2=58.757
#3=10
#4=1.412
#5=0.744
#6=5
#7=41.28 (#1~#7查表2而得)
#8=#2-2*[#4-#5]+[#7-#1]/16
#9=#7+10
#10=10/16+#8+2*#4
#12=FIX[#8-#7/16]
#13=#8+2*#4-#7/16-#12
#13=#13/[2*TAN[25]-1/16]
#14=#12+2*#13*TAN[25]
#15=[#7+#6]/32
#16=#8+10
T0101 (外圆车刀)
G99 G0 X300 Z10
M43
M3 S400 F0.2
#30=#10+2
G0 X#30 Z2
G71 U1.5 R0.5
G71 P1 Q2 U0.5 W0.1
N1 G0 X#12 S500
G1 Z0 F0.1
X#14 Z-#13
N2 X#10 Z-#9
G70 P1 Q2
G0 X300 Z10
T0303 (外螺纹刀)
M08
S450
G0 X#16 Z#6
#30=1000*#4
G76 P020560 Q100 R0.1
G76 X#8 Z-#7 R-#15 P#30 Q500 I#3
M09
G0 X300 Z10
T0101
M30
(2)内螺纹车削程序如下:
O1002 (2 3/8 TBG -N)
重塑对象型分类最为经典。这种分类方式根据理论创始人Wrzesniewski和Dutton的观点,将工作重塑行为分为任务重塑、关系重塑和认知重塑三种类型,每种类型又细分为三种策略,总共九种策略。其中,任务重塑的策略包括增加任务、强调任务和重设任务;关系重塑的策略包括构建关系、重建关系和适应关系;认知重塑的策略则包括拓展认知、聚焦认知和联系认知。Niessen和Weseler基于这种分类方式先后开发了工作重塑行为量表,并在后续的研究中得到应用。⑫
#1=11.33
#2=58.757
#3=10
#4=1.412
#5=0.744
#6=7.9
#7=24.87 (#1~#7查表2而得)
#7=#7+2*25.4/#3+12.7+#1
#8=#2+2*#5-[#7-#1]/16
#9=#7+10
#10=#8-2*#4-10/16
#12=61.9 (#12查表2而得)
#13=#12-#8+2*#4-[#7-#6]/16
#13=#13/[2*TAN[25]-1/16]+#6
#14=#12-2*[#13-#6]*TA N[25]
#15=#7/32
#16=#8-10
T0101 (内孔镗刀)
G99 G0 X30 Z250
M43
M03 S300 F0.2
#30=#10-2
G0 X#30 Z2
#30=#12+2
G71 U1.5 R0.5
G71 P1 Q2 U-0.5 W0.1
N1 G0 X#30 S450
G1 Z0 F0.1
X#12 Z-1 D1
Z-#6
X#14 Z-#13
N2 X#10 Z-#9
G70 P1 Q2
G0 X30 Z150
M05
M01 (暂停,清切屑)
M03 S400
T0303 (内螺纹刀)
G4 X10.0 (延时10s主轴起动)
G0 X#16 Z2
M08
G1 Z0 F0.2
#30=1000*#4
G76 P020560 Q100 R0.1
G76 X#8 Z-#7 R#15 P#30 Q500 I#3
M09
G0 X30 Z250
T0101
M30
说明:程序中所有的#30都只是临时变量,只因GSK980TD系统中带运算的地址符是非法的,如X[30+10]在GSK980TD系统中被认为是非法的。另外所有加工部位,除螺纹外,不作配合使用,所以粗、精车外圆或内孔用一同把刀完成,在编程时也没有使用刀尖圆弧半径补偿。
3. 结语
该编程方法同样适用于GB/T9253.2-1999标准中所规定的石油套管螺纹(CSG、LCSG)和管线管螺纹(LP)的数控车削加工。这种编程以不变应万变,一类螺纹只编程一次,不仅大大减少了编程工作量,提高了编程效率,同时更有利于提高编程准确性和加工质量,特别适用于大件、单件零件的生产。
猜你喜欢
中兽医学杂志(2022年9期)2022-12-18
装备制造技术(2021年2期)2021-07-21
小哥白尼(军事科学)(2020年10期)2021-01-18
趣味(数学)(2020年3期)2020-07-27
小学生作文辅导·中旬刊(2020年6期)2020-07-24
制造技术与机床(2019年8期)2019-09-03
哈尔滨理工大学学报(2019年2期)2019-06-03
经济技术协作信息(2018年11期)2019-01-14
制造技术与机床(2017年11期)2017-12-18
中国新技术新产品(2015年19期)2015-09-02