手机盖板模具的智能化数控加工
2015-05-08 09:14江苏远宇电子集团公司常州213167蔡伟荣蔡辰杰
金属加工(冷加工) 2015年21期
江苏远宇电子集团公司 (常州 213167) 蔡伟荣 蔡辰杰
常州机电职业技术学院 (江苏 213000) 庄小红

江苏远宇电子集团公司加工中心主管蔡伟荣
消费类电子产品具有发展迅速、竞争激烈、生产批量大的特点,其产品以便携化、个性化、超薄化及时尚、轻巧、易用等特性,越来越受到消费者的青睐,因此大力推进模具设计与制造数字化、网络化和智能化是公司模具发展的方向,也是模具数控加工智能化的必然选择。我公司主要生产消费类电子产品,现以手机下盖板模具数控加工为例,谈谈手机盖板模具的智能化数控加工。

图 1
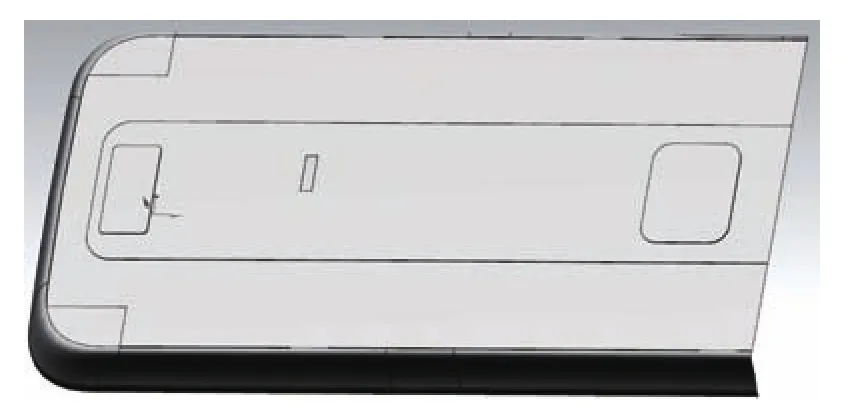
图 2
1. 下盖板模具设计
技术是企业发展的原动力,我公司的技术在国内模具行业比较有优势,如率先开展了有限元分析和3D设计,公司产品从最初的概念设计到最后成品组装,中间需经过多个设计制造环节,公司内所有环节的CAD文件传输均是三维软件设计的几何模型以及由其生成的相关技术数据,主要基于两点考虑:
(1)几何模型建立在统一的CAD系统提供的数据库基础上,使设计到制造所使用的资料统一化,保证各环节数据提取真实可靠,加工完成的工件与原始设计模型之间不存在系统误差,零件加工过程中不需要对系统误差进行修改处理。
(2)市场竞争激烈,为缩短产品交付时间,通过计算机强大的数据处理功能和分析能力,自动产生制造上的许多数据,大大减轻制造工程师的负担,由工艺、检验、加工和装配等组成的制造部门可直接从网络上调用CAD/CAM提供的模型和相关技术数据,从而实现模具制造数字化、网络化和智能化。图1为手机下盖板模具下模仁,为保证加工数据的真实可靠,下模仁成形曲面由CAD提供的手机模型曲面复制而成。同理,下模仁电极成形曲面由下模仁成形曲面复制而成,如图2所示,下模仁电极成形曲面经过3D软件修剪、缝合、拉伸、曲面实体化等造型设计,最后成为如图3所示的实体。此实体及其生成的相关图样与技术数据,由工艺、检验和加工等各环节直接从网络上调用。
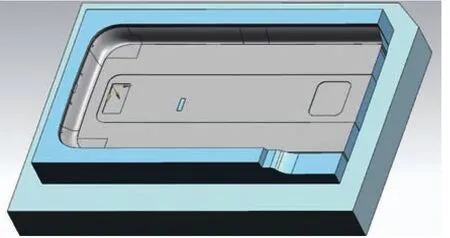
图 3
2. 模具下模仁电极的数控加工
模具下模仁电极的数控加工是下盖板模具制造重要的一环,电极质量的好坏和加工工艺直接影响到产品的外观及尺寸,由于紫铜良好的导电性和易加工性,在放电加工时电极本身产生的热量较小,损耗也相对较低,而且加工的工件具有较小的表面粗糙度,所以电极材料选用紫铜,缺点是紫铜较软,易产生毛刺,数控加工时需将毛刺控制在工艺要求范围内。
为保证电极的尺寸要求和表面质量,电极的数控加工机床选用龙门式立柱结构的MAKINO机床,刀柄选用锥部与主轴端面同时接触的HSK-A63空心刀柄,刀具选用硬质合金铣刀,根据工艺要求电极加工用所有铣削刀具设置刀具半径补偿量均相同,编程时设置刀具参数为刀具直径φ(D-2δ)mm(δ为刀具半径补偿量),如下模仁电极曲面粗加工采用直径3mm的球刀,刀具直径补偿如图4所示。

图 4
电极加工前须对所有刀具长度进行校准,考虑到电极尺寸的一致性并且要得到较小的表面粗糙度,曲面编程时须先隐藏中间凹槽,如图5所示的电极中间两凹槽为线切割槽,刀具走刀轨迹中的扫描类型选用连续走刀类型,从而忽略曲面上的凹槽,如图6为电极曲面粗加工刀具模拟轨迹,线切割槽曲面加工时被忽略,避免曲面产生接刀痕迹。
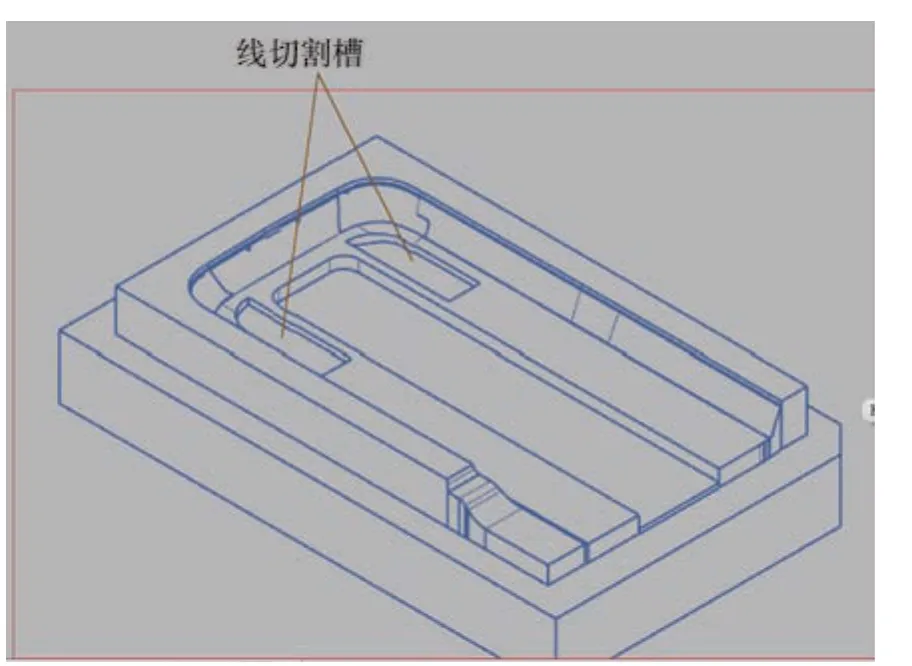
图 5

图 6
使用球刀加工电极待加工曲面时,由于曲面已经过粗加工和半精加工两道工序,曲面的余量较少且均匀,可使用更高的主轴转速和进给率进行加工,由于主轴转速较高,刀具主轴转速达到18 000~22 000r/min,刀柄边框上的线速度较大,刀柄周围切削液离心力很大,采用湿式加工方式切削液不能到达切削区域,从而影响电极表面质量,采用干式切削则能达到工艺要求。设定各参数后进行刀具轨迹模拟,加工程序经确认无误后进行后置处理,生成数控机床识别的CNC代码文件。各代码文件用模拟软件模拟增加加工可靠性,最后由传输软件将文件传输到数控机床,在数控机床上模拟试运行,试运行后进行数控加工。下面为电极粗加工开始部分程序:
%
G40 G17 G90 G28 G40 G49
G91 G28 Z0.0
G90 G54 G00 X0 Y0
T00 M06
M08
G01 G90 X65.296 Y-1.428 Z20. F6000. S8500 M03
G43 G00 Z.037 H00
G01 Z-.963 F2000.
X53.58
Y-35.
G02 X53. Y-35.58 I-.58 J0.0
G01 X-53.
G02 X-53.58 Y-35. I0.0 J.58
3. 模具上、下模仁的数控加工
模具关键零件上、下模仁采用S136模具钢。此模具钢具有优良的耐蚀性、抛光性,良好的耐磨性、机械加工性,淬硬时优良的尺寸稳定性。淬火后硬度为53~55HRC。综合考虑机床特性与加工效率,下模仁粗加工采用直径12mm,底部圆角为4mm的圆鼻铣刀,图7为下模仁粗加工后的形状。模具上、下模仁多个重要平面需要数控加工直接铣削到设计尺寸,这些平面装配过程中需要和其他零件平面精密配合,尺寸公差为±0.01mm。模仁四个角是为了保证模具精度设计的精定位,上、下模仁的四个角需要配合良好,要求较高。
模仁四个角的加工是模仁加工的要点之一。模仁四角精定位处由于根部无圆角,需用平底铣削刀具加工,铣削刀具加工时刀尖接触模仁斜面,由于模仁硬度较高,刀具易磨损,尺寸和表面粗糙度不易控制。下模仁精定位加工采用直径12mm的平底铣刀,切削参数为刀具转速6 000r/min,走刀速度2 200 mm/min,刀具每次切削深度0.03mm,图8为下模仁精定位加工刀具轨迹,加工完毕后用影像显微观测器直接在机床上检测加工后尺寸,影像显微观测器能检测常规量具不能检测的尺寸,能及时发现加工中存在的问题,并且测量精度在0.01mm以内。原来由于刀具磨损等原因造成的加工误差及缺陷,在工件送检后才发现,返修时工件两次装夹形成积累误差而造成报废,模具关键零件上、下模仁采用影像显微观测器在机床上检测工艺尺寸能大大提高模具上、下模仁的成品率。

图 7
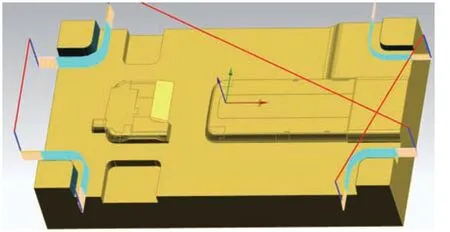
图 8

图 9

图 10
图9为上模仁设计造型,上模仁粗加工采用直径16mm,底部圆角为4mm的圆鼻铣刀,半精加工采用直径8mm平底铣刀,图10为上模仁半精加工后的形状。其四角精定位处及其它重要处加工方法和参数设置与下模仁相同。模仁电极和上、下模仁加工完毕后送检验室检验,合格后由检验人员将加工数据录入数据库,后道工序相关人员在网络上直接从数据库中调取相关数据。
4. 结语
随着“中国制造2025”的战略布局,大力推进模具制造数字化、网络化和智能化是模具工业的发展方向,这也是模具制造业的必然选择,同时也是优秀的模具制造公司的必然选择。高精度复杂模具对模具制造尤其是数控编程技术提出了越来越高的要求,难以修改的设计模型可以通过合适的工艺参数、合理的编程来加工,三维造型,制造过程一体化的设计加工模式,极大地提高了设计加工效率,缩短了产品研发周期。
本文中手机下盖板模具智能化数控加工表明,在具备先进机床和高档刀具的同时,通过合理的工艺参数设置,能加工出符合工艺要求的产品,下盖板模具的数控加工方法同样适用其他类似零件的数控加工。
猜你喜欢
中小企业管理与科技(2022年6期)2022-06-14
建材发展导向(2022年1期)2022-03-08
纺织器材(2021年5期)2021-11-11
辽宁师专学报(自然科学版)(2021年1期)2021-07-21
数学年刊A辑(中文版)(2019年1期)2019-01-31
数学物理学报(2018年5期)2018-11-16
制造技术与机床(2018年8期)2018-10-09
农机使用与维修(2018年2期)2018-02-26
纺织器材(2017年2期)2017-04-20
浙江大学学报(工学版)(2016年10期)2016-06-05