
关于船体结构中间产品物量自动提取的研究
2015-05-08 12:58:11王风翔孙晓康蒋志勇
造船技术 2015年4期
王风翔, 孙晓康, 蒋志勇
(1.江苏科技大学 船舶与海洋工程学院, 江苏 镇江 212003; 2,上海外高桥造船有限公司, 上海 200137)
关于船体结构中间产品物量自动提取的研究
王风翔1,2, 孙晓康2, 蒋志勇1
(1.江苏科技大学 船舶与海洋工程学院, 江苏 镇江 212003; 2,上海外高桥造船有限公司, 上海 200137)
该文对造船企业各生产部门需求的船体结构中间产品物量进行了分类归纳,并结合生产部门实际,描述了船体结构方面的中间产品物量如何实现自动提取并对应到相应施工项目的过程。
船体结构 中间产品 物量提取
1 前言
船体结构中间产品物量提取的精确度、完整度和及时度,对造船企业的管理精细化影响很大。然而,各造船企业的设计部门以往主要按照作业阶段为生产部门提供图纸和物量数据,这样的方式已经不符合企业精细化管理的要求。传统的物量抽取采取手工抽取的方式,造成了数据准确性和及时性的缺失。随着企业管理精细化的深入推进,生产现场对于设计部门提供的数据要求更高,为了实现中间产品物量的提取,信息化手段的介入是大势所趋。通过将中间产品物量加入信息化系统,最终实现物量的自动提取等功能,不但方便了设计部门和现场部门之间的沟通和协调,还使得造船企业的管理更加精细化。本文主要介绍的是生产部门船体结构类中间产品物量的自动抽取及应用。
2 船体结构中间产品及物量类型
2.1 船体结构中间产品
中间产品一词多年来为造船工作者所熟悉,本文介绍的船体结构中间产品是在原有小组立、中组立、大组立等现有作业阶段的基础上,通过标准工程图及标准工艺阶段的分解,形成更精细化的船体结构中间产品。
所谓造船标准工程图(Standard Process Chart)是描述船舶制造的作业内容、作业顺序、作业日程、作业量等信息的标准化图表,它可以将生产作业的过程标准化。合理有效地提供作业指示、进度管理和突发情况处理等,从而精确地控制中间产品完成时间,最大化控制成本,并且可以不断优化生产方法。
图1所示为某分段的标准工程图,其中工序描述的来源是该分段的标准工艺阶段,而标准工艺阶段是标准工程图的绘制基础,是企业通过多年的经验总结,结合自身的生产及管理模式,针对不同类型中间产品的特点而制定的建造标准。
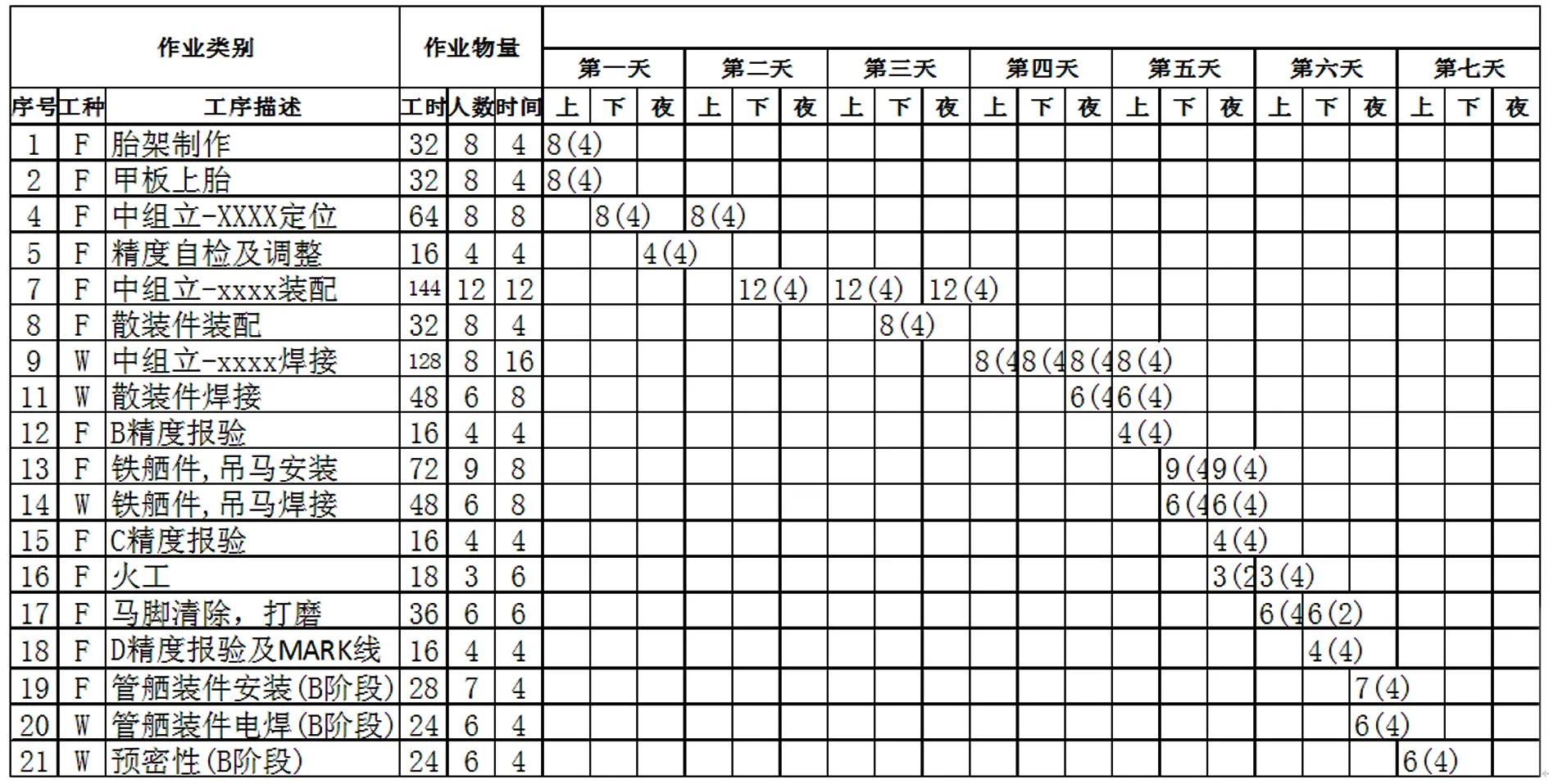
图1 标准工程图
以往编制的工作包(Work Package)是针对作业区层面的作业划分,例如小、中、大组立。而作业指令(Work Order)是根据作业区的班组情况,对工作包进行细化并对应班组。在此基础上,为了实现派工到每个员工,则需要通过标准工程图对作业指令再细化到作业对象,编制对应的施工单(Working Job)项目。
2.2 船体结构中间产品物量类型
船体结构中间产品的物量类型有很多,各个生产部门对于船体结构中间产品物量的需求也有所区别。在生产过程中都会产生各种各样的物量,不同的中间产品会根据其特性被安排到各生产部门。因此,各生产部门工作内容的不同使得其主要涉及的中间产品物量也不尽相同,各部门涉及的中间产品物量类型如下:
(1) 组立部的工作除了小组立生产装配外,还涉及分段平面分段前道、中组立、大组立等工作内容,中间产品物量以零件与零件、零件与部件、部件与部件之间的焊缝数据为主,如表1所示。
(2) 搭载部的船体结构工作内容主要为平台总段总组及分段总段船坞搭载,中间产品物量为两分段之间端面上的焊缝信息,如表2所示。
2.3 船体结构中间产品物量使用现状
生产部门在实际生产过程中,需要通过中间产品物量及工时标准来计算施工单的标准工时,这两个要素缺一不可。工时标准可以通过实动工时与标准工时的对比,不断地进行优化调整,从而贴近现场的实际情况,中间产品物量的抽取必须确保准确。然而,目前船体结构中间产品物量不能满足精细化管理的要求,主要体现在以下几个方面。
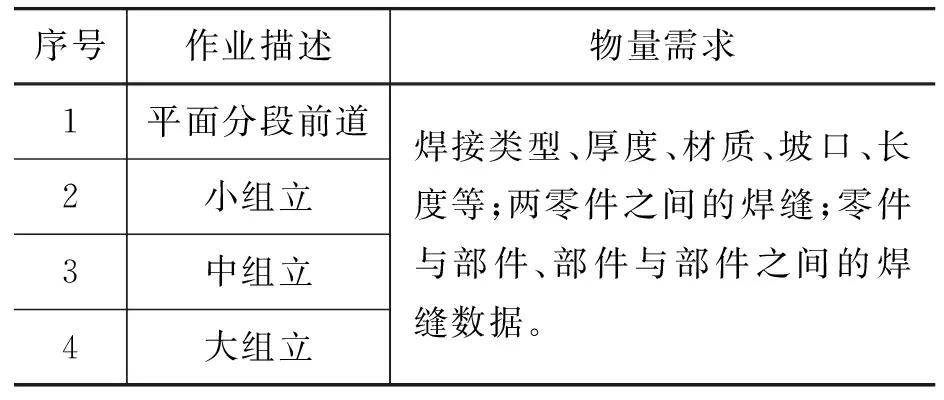
表1 组立部物量需求
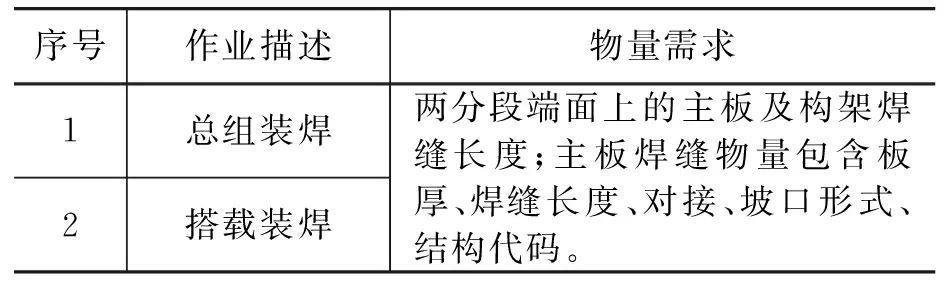
表2 搭载部物量需求
(1) 船体结构方面无法提供焊缝长度等数据,只能简单地以分段为单位,通过计算各零件重量的合计重量,提供船体结构重量数据。组立部分段制作与搭载部总组搭载主要通过结构吨位来进行结算。
(2) 焊缝物量数据抽取时数据类型单一,只能以分段为单位汇总,且物量数据中只有长度信息,不包含装配名称、组立流向、焊缝名、焊缝长度、焊接位置等详细信息。
(3) 船体结构物量数据无法自动从生产设计软件等系统中抽取,目前主要的抽取方式还是手工提取,既耗时又无法保证数据的准确性。
(4) 设计部门提取出的物量数据,无法在制造集成系统中自动与作业对象(WJ施工单)做对应,只能通过EXCEL的方式导出,再由生产部门人工将物量数据做拆分并录入WJ施工单。
3 船体结构中间产品物量提取
船体结构中间产品物量在提取时,通过设计辅助软件的数据接口从生产设计软件系统(如Tribon M3等)中提取装配、焊接工艺信息,从而生成装配、焊接工艺文件保存于设计辅助软件的数据库中,其次通过制造集成系统向设计辅助软件的数据库中抽取相应的数据文件保存于制造集成系统数据库。该文件中包含装配信息、零件信息、焊缝几何信息等相关数据。中间产品物量提取流程图如图2所示。

图2 中间产品物量提取流程图
3.1 组立部物量提取
平面分段前道制作方面,首先由设计辅助软件从生产设计软件数据库中提取特定坡口代码的零件,这一类型的零件涉及到FCB(两面成型自动焊)流水线。其次,由制造集成系统从设计辅助软件中抽取焊缝长度信息。分段焊缝物量明细表中包含组立名、组立类型、焊接方式、焊缝名称、焊接类型、零件名、零件厚度、材质、坡口代码、焊缝长度等信息。
中组立及大组立方面,首先需要在生产设计软件中完成装配结构树设计,定义中组及以上组立的属性,定义所有开坡口焊缝的坡口代码。其次,从生产设计软件中提取装配、焊接工艺信息,生成装配焊接工艺文件。此文件包含装配、零件、焊缝几何信息。焊接信息则包含连接名、连接长度、焊缝名、焊缝长度、焊接位置等信息。装配信息中包含装配名称、建造方向等数据。零件信息包含零件内部名、零件外部名、坡口代码、板厚、材质等数据。
3.2 搭载部物量提取
搭载部总组、搭载船体结构物量根据两分段端面为基准,通过设计辅助软件从生产设计软件中抽取焊缝长度信息。
物量抽取时分为主焊缝和内部构架焊缝。主板焊缝为两分段对接后形成的外板、内底板、斜旁板等主板对接及角接焊缝。内部构架焊缝为两分段对接后形成的T-bar、肋板、角钢等内部构件对接及角接焊缝。总组搭载物量的部分抽取数据如表3所示。

表3 总组搭载物量部分抽取数据
4 船体结构中间产品物量在生产部门的应用
(1) 以某船型为例,组立部平面分段前道工作包(WP)代码为“HA11”,中文描述为“分段平面分段前道制作”,对应到组立部平直作业区。工作指令(WO)代码为“02”,中文描述为“分段流水线FCB”,对应到相应班组。施工单(WJ)则根据零部件不同的部位分为甲板、内底、外板、舷外、斜板等项目,对应到个人,如表4所示。

表4 组立部平面分段前道施工单
由设计辅助软件中抽取出的焊缝数据清单以组立名为单位进行统计。最终通过组立名前两位将抽取出的焊缝数据与组立部分段流水线FCB施工单进行一一对应,从而实现了组立部船体结构中间产品物量的自动抽取及对应到施工单。
(2) 搭载部总组及搭载施工单(见表5)的编制规则是两分段之间的端面作为基础,再通过主焊缝与构架焊缝予以区分。以某船型的某总段为例,此总段由101、102、161、171、162、172、310共七个分段组成,各分段之间的端面分别为101×102、101×161、101×171、102×162、310×101、162×161、172×171、310×161等。

表5 总段总组施工单
[][]
通过设计辅助软件在生产设计软件数据库中抽取焊缝物量的规则与搭载部施工单编制的规则完全一致。因此,搭载部总组及搭载船体结构中间产品物量实现了从抽取到对应施工单的自动化。
5 结束语
在对中间产品物量数据自动提取的同时,应该在制造集成系统中编制一套与之对应的工时标准。通过中间产品物量及工时标准计算出的理论工时与现场实绩工时进行对比分析,从而优化工时及物量的对应标准,对造船的整体流程优化与改进提供数据支撑。
Research on Automatically Extracting the Intermediate Product Quantity of Hull Structure
WANG Feng-xiang1,2, SUN Xiao-kang2, JIANG Zhi-yong1
(1.Jiangsu University of Science and Technology, Zhenjiang Jiangsu 212003, China; 2.Shanghai Waigaoqiao Shipbuilding Co., Ltd., Shanghai 200137, China)
This paper classifies intermediate product quantity of hull structure which is required by each department in shipbuilding enterprises, combined with the actual production,this paper describes the process of extraction and corresponding to working jobs of intermediate product quantity of hull structure.
Hull structure Intermediate product Quantity extraction
王风翔(1988-),男,硕士研究生。
U673
A
猜你喜欢
地下水(2023年5期)2023-10-13 06:03:28
舰船科学技术(2022年20期)2022-11-28 08:19:52
军民两用技术与产品(2021年6期)2021-10-14 07:40:58
职工法律天地·上半月(2020年1期)2020-03-02 07:45:06
植物研究(2017年5期)2017-11-10 01:47:20
五邑大学学报(社会科学版)(2016年2期)2016-03-13 09:24:47
焊接(2015年9期)2015-07-18 11:03:51
海军医学杂志(2015年2期)2015-02-27 13:47:42
中国舰船研究(2014年6期)2014-05-14 06:45:17
华东师范大学学报(自然科学版)(2014年1期)2014-04-16 02:54:55
