
活门根部凹槽数控加工研究
2015-05-07 09:48陈喜庆辛冬平朱洪滨
机械工程师 2015年4期
陈喜庆, 辛冬平, 朱洪滨
(哈尔滨电机厂有限责任公司,哈尔滨150040)
0 引言
厄瓜多尔科卡科多辛克雷活门根部凹槽的数控加工,虽然结构并不复杂,但是有一些制约条件,所以需要做更深一步的研究。活门及加工部位三维模型如图1、图2所示。

图1 活门
1 活门侧臂加工难点
1)侧臂总长935 mm,侧臂较长,一般刀具无法满足条件。
2)在落地铣镗床主轴上加装平旋盘装置(如图3),平旋盘上有滑块,滑块一端安装长刀杆车刀,主轴旋转带动平旋盘旋转,刀具跟随平旋盘旋转,滑块根据数控程序沿X轴移动,以此方式来达到车削目的。编写此种加工方式的程序,必须明白其工作原理。
3)平旋盘车削方式振动较大,所以根部凹槽位置采用长杆盘铣刀进行铣削加工(如图4)。铣削加工是从外侧向里侧加工,必须使用刀具的后刃进行切削,通常使用的编程软件是不允许后刃切削的,编程中存在一定的困难,所以要使用较特殊的编程方法解决此类问题。
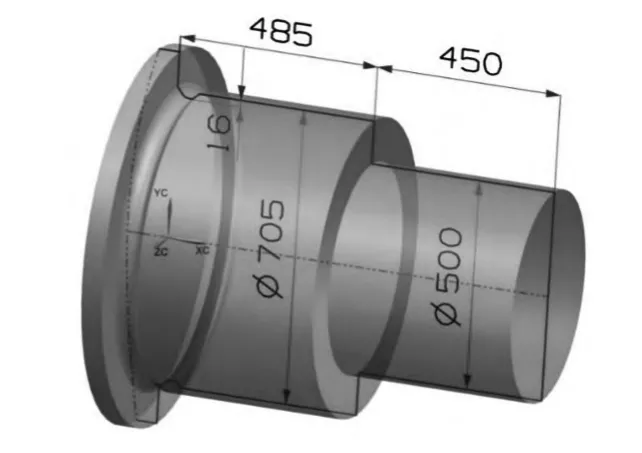
图2 加工部位三维模型

图3 平旋盘装置

图4 长杆铣刀加工根部凹槽位置
2 解决编程中的困难
1)车削部分:使用平旋盘加工活门侧臂,类似车削加工。主轴带动平旋盘转动,旋转轴方向为Z方向,即车床卡盘旋转轴,朝向机床为正方向;平旋盘滑块移动方向为X方向,即车床的刀架、刀具位置方向。明白了平旋盘的工作原理,程序不难编写。
2)铣削部分:使用刀具Ф160R10盘铣刀加工(图5所示)45°倒角、R20、R80及 R40圆弧连接。从 45°倒角开始到最深16 mm处,此区域加工是使用刀具的后刃进行切削,通常加工中都是使用刀具的前刃及侧刃进行切削的,NX软件中加工也是不允许使用后刃的,所以采用了一种比较特殊的编程方式。
截断法:从最低点(最深16 mm)处截断。这样将模型分为两部分(图6所示),第一部分45°倒角和R20局部,第二部分R20另一部分、R80和R40圆弧。
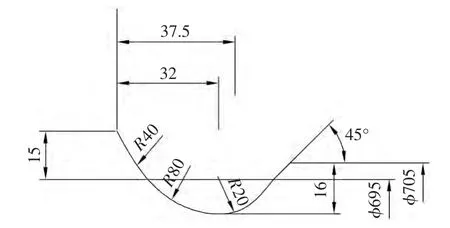
图5 加工位置尺寸
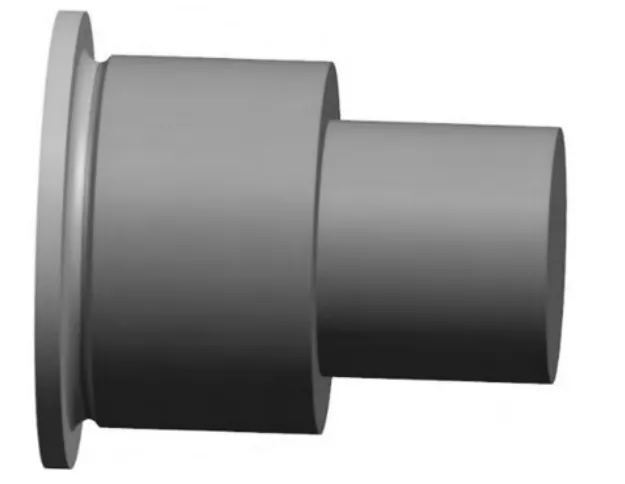
图6 模型截断成两部分
加工第一部分时,将刀轴方向转180°便转换成前刃切削。由于使用的刀具是Ф160R10盘铣刀,刀片是R10 mm,直径为20 mm,前刃切削使用的是刀片的第三象限,后刃切削使用的是刀片的第四象限,所以后置处理后,转换后程序与转换前程序在Z轴方向上相差20 mm,就需要在编程零点Z轴方向上移动20 mm。这样便保证后置处理后与转换前的一致性。第二部分正常加工,正常后置处理。将两部分程序通过CIMCO Edit V6软件连接在一起,便形成完整的数控程序。

图7 转换成前刃切削

图8 加工完成
3结语
厄瓜多尔科卡科多辛克雷活门根部凹槽加工的成功,为今后加工此类型产品提供了新的思路和新的方法,为公司新产品加工做好技术储备。
猜你喜欢
橡塑技术与装备(2021年6期)2021-03-19
航空维修与工程(2020年8期)2021-01-10
科技风(2020年13期)2020-05-03
模具制造(2019年10期)2020-01-06
液压与气动(2019年9期)2019-09-17
制造技术与机床(2018年10期)2018-10-13
制造技术与机床(2017年3期)2017-06-23
中国铸造装备与技术(2017年3期)2017-06-21
电气开关(2016年3期)2016-12-29
金属加工(冷加工)(2014年21期)2014-12-02
