
汽轮机精细化安装
2015-05-04 10:40时勋伟
科技创新与应用 2015年13期
时勋伟
摘 要:要提高机组安装的质量,降低机组的振动,控制汽轮机热耗值,在制定了科学合理的措施后,其主要在于实施过程的控制。然而对于汽轮机通流间隙调整是控制汽轮机热耗值达到设计值的主要手段。因此,火电机组施工中,严格控制汽轮机通流间隙是施工质量控制的重要目标。
关键词:砂浆垫块;通流间隙;轴系振动;动静间隙;动静磨擦;滑销间隙
1 概述
国电酒泉热电厂采用的CZK330/291-16.67/0.4/538/538型(合缸)汽轮机是东汽厂设计的最新亚临界一次再热、双缸双排汽、直接空冷、供热、凝汽式汽轮机。本体安装包括:低压缸部分、高中压缸部分、前轴承座、中轴承座、后轴承座等部套。
国电酒泉热电厂为落实《中国国电集团公司绿色火电站建设指导意见》,在工程建设全过程实施精细化管理,提高投产质量,提出《汽轮机通流间隙质量控制指导意见》,指出了汽轮机通流间隙调整质量控制的目标、措施,以及检验、验收、签证等环节的要求。
2 汽轮机精细化安装措施制定即实施
为落实《中国国电集团公司绿色火电站建设指导意见》,给业主移交一台优质机组,在工程建设全过程实施精细化管理,提高投产质量,工程伊始通过与专业工程管理人员、技术负责人员、施工人员、厂家现场指导人员及监理人员多次开会讨论,并请教厂家意见,根据现场实际情况细化了精细化管理控制的目标、措施,以及检验、验收、签证等环节的要求。
汽轮机间隙调整期间,邀请监理、制造厂现场代表、甲方专业工程管理人员全程重点现场指导、监督并在相应质量控制文件中签证。
汽轮机轴系振动的控制源头极为多元性,而本机组采用砂浆垫块支撑方式,砂浆垫块就是汽轮机的安装根基。砂浆垫块制作时段正置年初低温,为克服低温环境,彻底达到灌浆环境条件,灌浆区域搭设帆布棚子,并内部架设电暖器,以提高环境温度,为使汽机岛基础温度同步得到提高,制作临时暖气,布置于基础部位,使灌浆区域温度控制在25℃~35℃,基础温度控制在15℃~30℃,及保证了砂浆垫块的凝固环境条件又确保和基础的结合牢固可靠,试验块实验强度合乎灌浆料要求,表面成型平整、光滑、无气孔、裂纹,验收一次通过,为汽轮机打下了坚实的基础。为精细化安装轴系初找中心,调整安装工序,在制作各轴承箱砂浆垫块前临时支撑轴承箱,落转子初找中心,确定各轴承箱台板标高,减少后期调整量。高中压缸负荷分配同样调整工序,使在轴系初调整后结合汽缸扬度一次调整,使汽缸洼窝、扬度、负荷分配均符合安装要求。
滑销系统与汽轮机的膨胀息息相关。安装时,滑销和销槽配合间隙严格按制造厂安装规定安装,各滑动配合面无损伤和毛刺,且间隙预留在同一侧。
为保证汽轮机通流间隙调整后的安全,对汽轮机轴系调整要求进行严格控制,确保轴系振动在优良范围内:
(1)汽轮发电机组基础需稳定,在各大件安装前后提前提醒土建及时进行沉降观测,密切检测汽机岛沉降符合规定情况,记录完整、齐全、准确。
(2)汽轮机安装前,对轴承座、轴瓦、转子、汽缸、隔板等进行详细测量并记录,各部件流道应光滑。
(3)汽轮机轴系初找中心应在安装标准范围内,初找中心时要综合考虑各方面的影响因素,以减少对轮连接前轴系中心最终调整量,汽轮机中心在汽封调整前应复测一次。初找中心结束后,方可进行隔板、轴封洼窝找正。汽轮机安装过程中转子中心、隔板中心和轴封洼窝中心应保持一致。
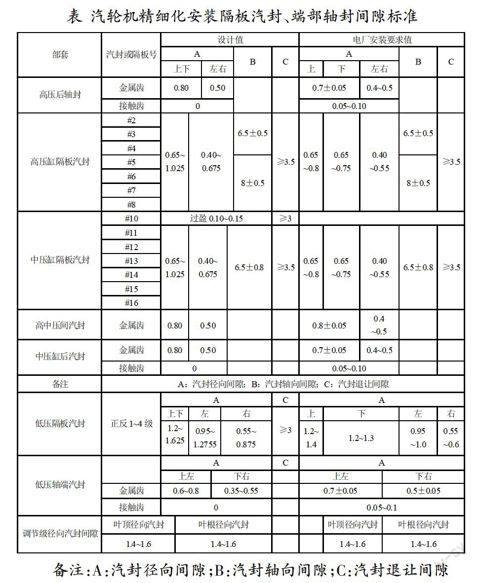
为达到汽轮机通流间隙调整质量控制的目标,明确汽轮机精细化安装隔板汽封、端部轴封间隙标准(见表)。
汽轮机通流间隙调整中,按以下标准控制、落实:(1)在测量通流轴向间隙时,对于叶轮前后两侧的轴向间隙均要进行逐级测量,与安装要求值一一对应比较。对超标的所有数据逐一确认。(2)对于通流径向汽封间隙测量及调整工作,严格按照汽轮机精细化安装隔板汽封、端部轴封间隙标准调整安装。
汽轮机的汽封间隙直接影响机组的经济指标,为此严格控制汽封调整工艺:
(1)为保证汽封调整的真实性和准确性,汽封间隙原则上采用全实缸调整,全实缸验收。采用全实缸进行,便于及时发现组装过程中间隙变化的部件,同时避免半缸调整后实缸状态间隙发生变化而造成的返工。对调整过程中两次扣缸间隙发生变化的部件高度重视,查明原因消除,以防止部件径向组装紧力不同或存在局部卡塞、膨胀间隙不足而在启动过程中发生径向不对称膨胀导致动、静磨擦。
(2)汽封间隙调整要充分考虑汽缸垂弧的影响,应进行现场实测。将现场实测数据与制造厂标准核对,发现问题要与制造厂协商确定间隙控制标准。
(3)为汽封间隙测量的准确性,根据作业过程不同情况采用压铅丝、滚胶布、塞尺测量相结合进行,以便相互比较、核对,不使用单一方式进行。汽轮机间隙调整工艺采用汽封间隙贴胶布调整、验收的工艺时,要重视贴胶布的道数、位置,一块汽封块上根据情况一般选择2-3处,每处同时贴两道(间隙控制的上下标准)。进转子前,对检查胶布粘贴符合要求,并测量胶布的厚度,做好记录。
(4)汽封修理采用刮齿机、背弧机进行,禁止用手工修理阻汽片、汽封齿。阻汽片加工不易一次加工到位,每次加工应控制在需加工量50%~70%,防止由于测量、加工误差导致间隙超标。汽封块背弧加工不应超量加工后用捻、铆调整,严格控制背弧捻、铆调整量,以保证背弧密封状态良好,避免一方面缩小汽封间隙,另一方面背弧密封状态不良漏汽。
(5)汽封调整过程中,为防止由于倒角必然产生的不均匀导致产生径向波浪,严禁手工进行阻汽片修刮,检验收过程中未发现阻汽片手工修刮痕迹及超标现象。
(6)严格控制汽封间隙的同时,应高度重视汽封退让间隙,各部件膨胀间隙、组装受力状态、定位面拉伤情况的检查。严防由于退让间隙不足,膨胀受阻、卡涩致不对称膨胀发生动静磨擦。汽缸扣盖过程中,发现各部件有卡瑟现象时,严禁通过紧螺栓的方法强行将部件紧到位,及时检查原因并消除。
汽轮机启动前,汽轮机润滑油系统、EH油系统严格进行油循环冲洗,油质经化验合格后开机。
机组首次启动时,应严格按照规程的要求控制机组的汽水品质,防止通流部分积盐导致效率迅速下降。
汽轮机启动时建议按规程严格控制冲转参数。汽轮机首次冲转升速过程中,应严格控制升速率。在低速(500rpm)停留,断汽听音进行摩擦检查,充分检查机组动静间摩擦情况;为保证各部位膨胀均匀,观测机组振动情况,中速暖机时间建议适当延长;升速过程密切监护振动,瓦温,避免强行升速。
3 实践效果
在各级部门领导的组织、大力支持下,汽轮机扣缸前顺利通过省中心站检查验收,国电精细化小组抽检验收,并给予了高度评价。在整套试运中膨胀自如,起机稳定,各轴瓦振动优良,稳定运行最大轴振不超过50um/s,投产质量优良。
4 结束语
(1)面对我公司现阶段安装新进人员较多,对于施工人员严格要求,加强质量培训,使施工人员对机组安装的重要性有了较高的认识。加之对施工人员进行图纸的讲解、详实交底、严格验收,使施工人员规范施工工艺得到了进一步提高,并使施工人员从意识上认识到机组安装的每一步重要性。
(2)充分研究、借鉴以往工程先进经验,制定完整、合理、切实可行的措施在施工中严格执行是保证活动成功的关键。
(3)全员参与仍然是解决象“汽轮机的安装质量”这一类跨越时间长、涉及面广的问题的有效方法。在以后的工程中应切实有效地搞好全面安装质量管理工作,使广大施工人员能够积极参与质量管理活动,增强主观能动性。
