基于Fuzzy-PI的薄膜烘干过程中张力控制
2015-04-24 05:17陈亚伟
服装学报 2015年2期
陈亚伟,惠 晶
(江南大学轻工过程先进控制教育部重点实验室,江苏无锡214122)
高性能的薄膜在烘干过程中,需要经过很长的烘箱。某公司生产的烘箱系统,需要经过6~7节烘箱,每节烘箱长5m,因此整个收放过程有约40m的距离。这么长的距离,整个张力只由收放两个过程控制是不合理的,故在中间增加牵引过程,以便有效控制烘箱中薄膜的张力。而烘箱中需要进行烘干作业,特别是高质量膜的生产,不仅要对涂料进行烘干,而且还对薄膜的含水量有着精确的要求。因此,膜在烘箱中运行时,需要张力恒定,保证膜受热均匀。在烘箱中受到温度,风速,涂覆材料等的影响,张力系统具有动力学模型变化大,强耦合性,多干扰等特点[1]。传统的PID虽然结构简单、控制精度高、鲁棒性强,但需要建立准确的控制数学模型。在烘箱的牵引中,因扰动影响,系统参数不断变化,难于建立准确的数学模型,因此传统的PID控制不能满足这些条件。而Fuzzy-PI控制不需要建立准确的数学模型,较传统PID控制具有很强的抗干扰能力,比较适合牵引过程中参数具有时变性、非线性和不确定性的控制系统[2]。文中通过对牵扯引系统分析建立数学模型,并利用Fuzzy-PI进行控制,在Matlab里进行仿真,并与PID控制进行比较,张力系统稳定性更好。
1 牵引系统
1.1 牵引系统工作原理
图1为薄膜的牵引过程。

图1 薄膜的牵引过程Fig.1 Thin-filmdrying process
由图1可以看出,薄膜通过牵引端的两个牵引压辊将牵引中的张力与收放过程的张力隔绝开,使其不受收放过程中张力的影响;牵引过程中的张力由张力控制器控制。在牵引过程中,转速v1和v2相等,当薄膜张力增大时,保持牵引辊2的v2不变,改变牵引辊1的电机转速控制v1,与v2形成速度差,产生张力;然后通过张力计检测出薄膜中的张力,反馈到张力控制器。在张力控制器中进行计算,输出控制信号,通过控制信号,控制变频器,改变牵引辊1的转速v1,从而调节张力,以保证张力的稳定。
1.2 数学模型的建立
在图1中,位置1和位置2的速度分别为v1和v2,两点之间的距离为L,且v2大于v1。两点薄膜的伸长量为ΔL。则可以求相应的弹性应变ε为

又可知应力σ和应变ε之间的关系为

求得薄膜的张应力为

两点之间存在速度差时,可以求得作用在薄膜上的张力值T为

式中,A 为薄膜的截面积[3]。
由式(4)可知,v2-v1保持一定时,位置1和位置2之间张力恒定。根据以上推理,保持v2不变,调节v1,从而达到控制张力的目的。闭环控制原理如图2所示。
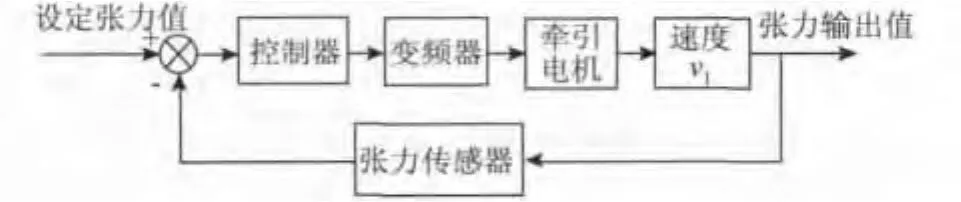
图2 闭环控制原理Fig.2 Principle of close-loop control
对理想状态下的牵引过程进行了数学推导,得出了一般化公式,由此建立准确的数学模型。这个模型在薄膜牵引距离较短、干扰因素忽略不计的情况下,可以采用。控制器采用PID控制方法可以得到良好的控制结果。但在长距离的牵引过程中,存在扰动,其中一些参数会发生变化,如膜的截面积等,从而导致模型和理论推导得出的结果有很大的差距。因此,传统的PID控制不能解决薄膜牵引过程张力的非线性、时变和鲁棒性的问题[4]。
2 模糊控制器的设计
在如图2的控制中,一般工业上对于张力控制采用PID控制。但是,PID需要准确的模型,而在牵引过程中由于需要涂布,加之烘干过程中每节烘箱温度的不确定性,导致热胀冷缩大小的不确定性;还有在吹扫过程中,风机风速大小的扰动等因素,使牵引模型变得难以确定;同时扰动很大,系统参数变化大。而模糊控制本身不需要建立准确的控制模型,同时抗干扰能力强,因此很适合烘箱中薄膜牵引的张力控制,文中采用模糊控制对其进行研究。
2.1 薄膜张力模糊控制系统组成
模糊控制是以模糊数学和模糊语言的知识表示作为理论基础,仿照人脑的推理过程确定模糊逻辑的推理规则[5]。模糊控制属于智能控制范畴,用于解决过于复杂或难以精确描述的系统控制。张力的控制可采用双输入单输出的二维模型控制结构,取张力偏差e和张力偏差变化率ec作为两个输入变量,输出变量为电压调节信号U,组成张力模糊控制器。执行机构由变频器和电机构成,电机可以选取0.55 kW的ABB的电机,电机型号为QABP 80M4A 0.55 kW-4P,变频器选 ABB的,型号可选为ACS150-03U-04A1-4。由此得出如图3所示的系统框架。
2.2 模糊控制器的设计
文中设计的模糊控制器,采用双输入单输出结构,将张力偏差e、张力偏差率ec及输出量U转换成模糊集合的隶属函数,三者都采用7种语言变量{负大,负中,负小,零,正小,正中,正大},对应为{NB,NM,NS,Z,PS,PM,PB}。三者论域可写为{NB,NM,NS,Z,PS,PM,PB},隶属函数采用三角形,在波动较大时,可以保证动态性能的快速性,在稳定时,可以保证稳态精度[6]。e的取值范围在[- 1,1],ec的取值范围在[-9,9],U的输出范围[-9,9]。e,ec与U的隶属函数如图4所示。
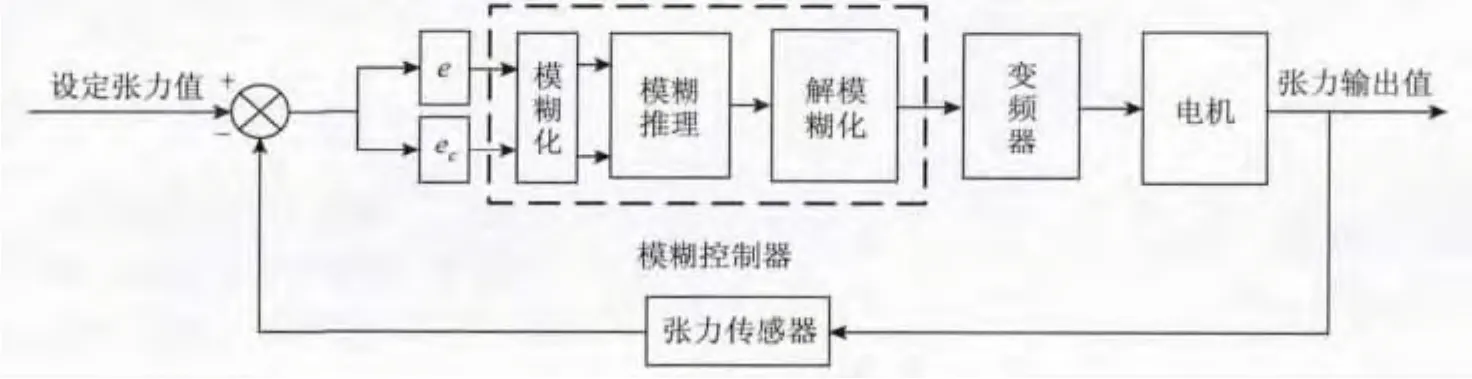
图3 模糊控制原理Fig.3 Diagram of the fuzzy control

图4 Fuzzy控制器隶属度函数Fig.4 M embership functions
2.3 模糊规则的确立
文中模糊控制器,采用的是双输入,单输出模式。共有两个输入量e和ec,输出为U。可以采用Ife and ec then U,得出一组模糊规则(见表1)。

表1 模糊控制规则表Tab.1 Fuzzy control rules
模糊规则的确立,是通过不断的调试,根据人为的经验获得的,使输出调到相对比较理想的状态[7]。
2.4 模糊控制器隶属函数
模糊控制在动态特性和抗干扰能力上比较突出,但在稳定性精确度上不如PI控制,因此文中采用Fuzzy-PI复合控制的方法,对控制对象进行控制。控制原理如图5所示。文中Fuzzy-PI复合控制是指,当输出值与设定值相差大于5%时,选择模糊控制,当其小于等于5%时选择PI控制。
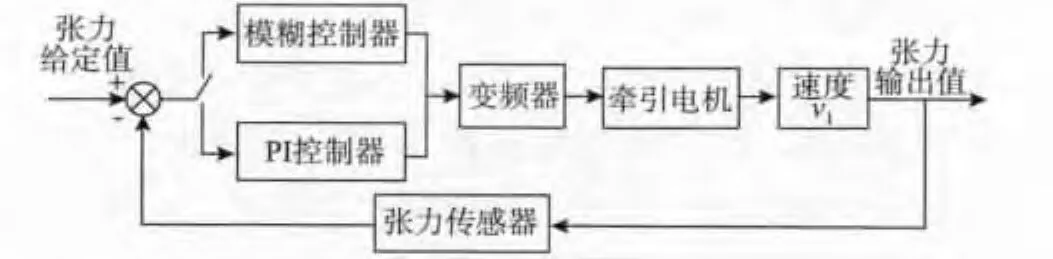
图5 Fuzzy-PI控制原理Fig.5 Diagram of the Fuzzy-PIcontrol
3 模型的建立与仿真
3.1 仿真模型的建立
实际生产中烘箱里薄膜运行的准确数学模型很难建立。由于各方面的扰动,使得数学模型的参数是时变的,需要通过模糊控制实现控制。仿真过程是通过准确的数学模型,对其进行仿真,在扰动的情况下,比较Fuzzy-PI控制和PID控制的稳定性。利用Matlab对其进行仿真,数学模型选取理想状态下,仿真时间为4 s,在时间为2 s时加入扰动,比较两者的跟随性和抗干扰能力。在Simulink中建立仿真模型如图6所示。
3.2 仿真结果分析
仿真波形如图7所示。
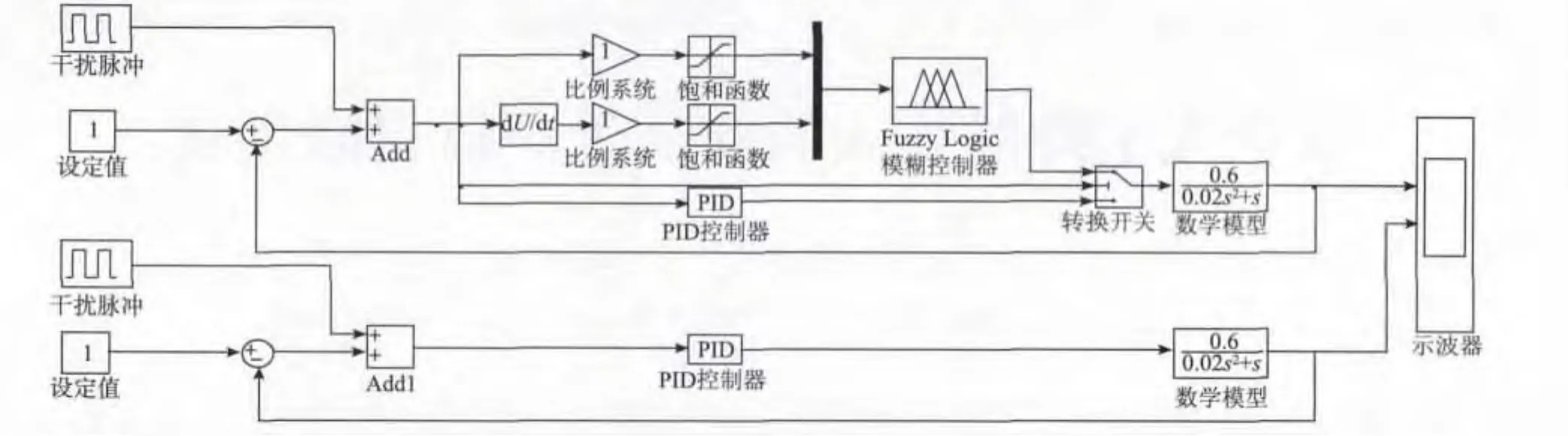
图6 系统仿真模型Fig.6 System simulation model
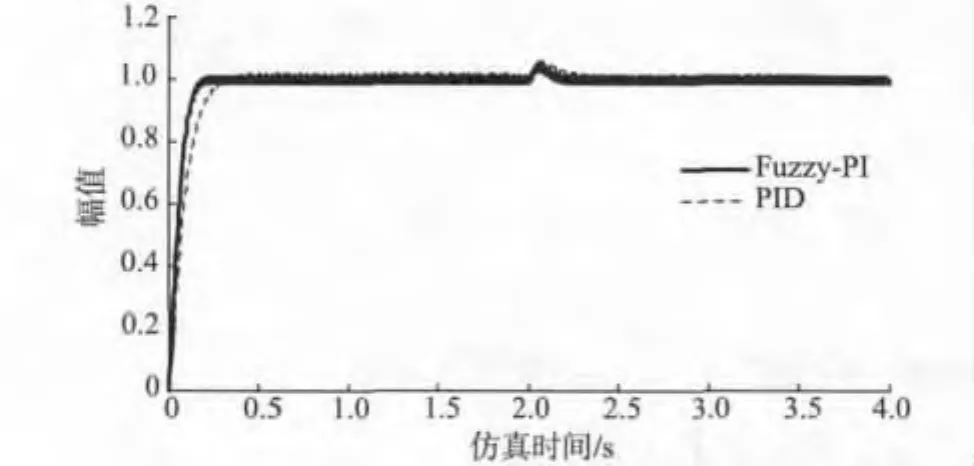
图7 仿真波形Fig.7 Simulation waveform
由图7可以看出,采用Fuzzy-PI控制,上升时间tr为0.1 s,而PID控制的tr为0.8 s,因此Fuzzy-PI控制的动态性能比较好。在稳定时切换为PI控制,稳态的准确性和PID控制相同,而且在增加扰动后Fuzzy-PI的稳态精度更高,基本保持在1;在2 s时加入了干扰量,Fuzzy-PI控制用0.3 s就恢复正常,且幅度小;PID控制用0.5 s,且幅度较大。由此可见,在有扰动出现时,Fuzzy-PI控制会比PID控制更加稳定;同时当传递函数的参数发生变化时,PID有可能变的不稳定,而Fuzzy-PI控制还可以保证其稳定性。因此,模糊控制能够很好的解决牵引过程中,在多扰动、参数变化的情况下,张力稳定的问题。
4 结语
文中针对烘箱内部多扰动,数学模型无法准确建立,使得张力控制不稳定的状况,提出Fuzzy-PI控制策略,用以解决此问题,同时利用Matlab工具对准确模型进行仿真,并与PID控制进行比较,得出Fuzzy-PI控制不仅跟随性强,在有扰动的情况下,抗干扰能力强,且稳态精度比PID控制高[8]。因此,利用Fuzzy-PI控制可以解决薄膜在牵引过程中张力难以建模,非线性,多扰动的问题,使其相对于PID控制在动态跟随和抗干扰能力上得到了提高。
[1]赵阳,范多旺,孔令刚,等.真空卷绕镀膜机开卷张力控制系统研究[J].真空科学与技术学报,2011,31(1):44-49.ZHAO Yang,FAN Duowang,KONG Linggang,et al.Tension control system for spin-draw-winder used in vacum coating[J].Journal of Vacuum Science and Technology,2011,31(1):44-49.(in Chinese)
[2]任剑,靳建昌.薄膜卷制过程中张力控制系统的应用[J].电子工艺技术,2010,31(3):172-176.REN Jian,JIN Jianchang.Application of tension control system for film winding[J].Electronics Process Technology,2010,31(3):172-176.(in Chinese)
[3]孙珺如,刘惠康,吴远航.卷取系统的张力模糊控制优化研究[J].机械设计与制造,2013,12(12):192-197.SUN Junru,LIUHuikang,WU Yuanhang.Optimal design forwinding tension control system based on fuzzy control[J].Machinery Design and Manufacture,2013,12(12):192-197.(in Chinese)
[4]周春雷,陈建魁,尹周平.薄膜非连续开卷张力控制建模、仿真与实验[J].电气自动化,2013,35(3):9-14.ZHOU Chunlei,CHEN Jiankui,YIN Zhouping.Modeling,simulation and experiment of tension control in film non-continuous unwinding system[J].Electrical Automation,2013,35(3):9-14.(in Chinese)
[5]石辛民,郝整清.模糊控制及其Matlab仿真[M].北京:清华大学出版社,北京交通大学出版社,2008.
[6]Ruderman M,Hoffmann F,Bertram T.Modeling and identification of elastic robot joints with hysteresis and backlash[J].IEEE Transactions on Industrial Electronics,2009,56(10):3840-3847.
[7]Ohba Y,Sazawa M,Ohishi K,et al.Sensorless force control for injection molding machine using reaction torque observer considering torsion phenomena[J].IEEE Transactions on Industrial Electronics,2009,56(8):2955-2960.
[8]Kosaka T,Sridharbabu M,Yamamoto M,et al.Design studies on hybrid excitation motor formain spindle drive in machine tools[J].IEEE Transactions on Industrial Electronics,2010,57(11):3807-3813.
(责任编辑:邢宝妹)
猜你喜欢
橡塑技术与装备(2021年1期)2021-01-05
中国造纸(2019年7期)2019-08-28
中国高新技术企业(2017年5期)2017-05-05
中国设备工程(2017年7期)2017-01-20
科技与创新(2016年11期)2016-06-28
西南交通大学学报(2016年3期)2016-06-15
电子制作(2016年21期)2016-05-17
通信电源技术(2016年5期)2016-03-22
电源技术(2015年11期)2015-08-22
数字技术与应用(2014年8期)2014-12-13