
小弯曲半径薄壁纯锆U形管弯制模具的研制
2015-04-24 09:02叶建林纪腾飞崔爱斌
钛工业进展 2015年5期
叶建林,纪腾飞,崔爱斌,张 强
(西部金属材料股份有限公司,陕西 西安 710201)
小弯曲半径薄壁纯锆U形管弯制模具的研制
叶建林,纪腾飞,崔爱斌,张 强
(西部金属材料股份有限公司,陕西 西安 710201)
薄壁纯锆U形管在弯制过程中容易产生椭圆度、回弹、划伤以及弯管内弧褶皱等现象,为了实现小弯曲半径薄壁锆管的弯制成形,根据U形管的弯制特点,并结合实际弯制经验,设计并制作了U形管的弯制模具。该弯制模具主要采用绕管方式进行弯制,U形管一端固定,另一端进行弯制。弯制试验结果表明,该弯制模具能够制作弯曲半径为50 mm和105 mm的φ25.4 mm×1.24 mm薄壁锆U形管,弯制后的U形管成形状态良好,检测结果均能满足GB 151—1999标准及设备生产工艺的要求,并能有效地保证弯管质量。
薄壁纯锆;小弯曲半径;U形管;弯制模具
0 引 言
U形换热器是在石油化工生产中应用的典型设备,随着石油化工装置、核电技术的发展,U形管换热器以其换热性能好、传热系数高等优点得到更广泛应用[1]。而工业纯锆在大多数有机酸、无机酸、强碱和一些熔融盐中,具有良好的耐腐蚀性,同时又具备良好的可加工性和可焊性,近年来被广泛用做醋酸、农药等行业的压力容器。由于锆材价格较高,为了降低设备的制造成本,同时也为了提高换热器的换热效率,尽量减薄换热管材的壁厚,这就使得U形管的弯制成为换热设备制造的难点和关键点。
由于在换热器工作过程中具有一定压力和温度的工作介质(腐蚀介质)要通过U形管,且U形管弯曲段要承受工作介质不断冲刷作用,因此,U形管成为换热器最易失效的部分,而U形管的弯曲段又是U形管最薄弱的环节。另外U形管交错焊接在管板上,弯曲半径小的U形管被弯曲半径大的U形管包围着,一旦小弯曲半径U形管出现泄漏,需将外围的U形管拆除后进行修补,这样小弯曲半径的U形管寿命就更为重要,也就是说该U形管换热器制作的关键是小弯曲半径薄壁纯锆U形管的弯制。
图1和图2给出了某单位U形管换热器简图及U形管弯曲半径及尺寸示意图。该设备纯锆U形管的尺寸为:φ25.4 mm×1.24 mm;弯曲半径为50 mm至450 mm共8种规格。由于锆材在高温下极易氧化,因此弯制宜采用冷弯。目前国内关于锆材U形管弯制的研究未见报道。本公司使用传统的双辊法弯制,较大弯曲半径的U形管还可以,但是弯制弯曲半径为105 mm和50 mm的U形管出现了严重的内弧褶皱和椭圆度超标等问题,为此,研制了小弯曲半径的U型管弯制模具,以保证小弯曲半径U形管弯制质量,从而确保换热设备的使用寿命。
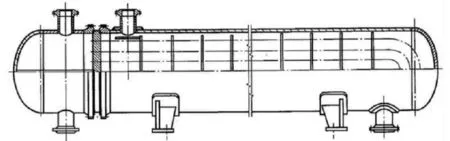
图1 换热器简图
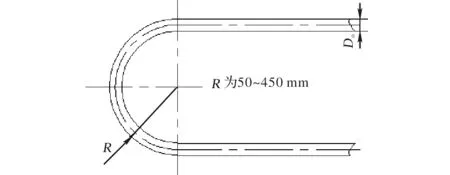
图2 U形管弯曲半径示意图
1 弯制难点分析
U形管弯曲半径R与换热管的外径比值R/Do越小,U形管弯曲成形越困难。在GB 151—1999《管壳式换热器》中规定:U形管弯曲半径R应不小于两倍的换热管外径。而本实验研制的换热器换热管材的规格直径为25.4 mm,两倍大于U形管弯曲半径,其弯曲难点分析如下:
(1)椭圆度 根据GB 151—1999 的规定:U形管弯曲段圆度偏差应不大于换热管名义外径的10%;但弯曲半径小于2.5倍换热管名义外径可按15%验收。因此,本实验弯制的R为50 mm的U形管椭圆度可按15%验收[2]。U型管弯制过程是一个复杂的弹塑性变形过程,管材变形程度除了与材料本身物理性能有关,还与施加在管材上的载荷大小方向有关[3]。无论何种弯制方法,管材的横向截面上都会产生不同程度的椭圆度。椭圆度过大将会影响管材弯曲段的使用性能,且壁厚越薄,弯曲段椭圆度越难控制。因此模具设计应考虑椭圆度的控制,通过调整模具弯制段与管外壁贴合部分的形状,来控制弯制过程中的椭圆度。
(2)回弹 由于锆材弹性模量低,回弹量较大,因此管材弯制后会不可避免地出现回弹。为了保证弯制U形管尺寸满足设备尺寸要求,模具设计要考虑弯曲段回弹的角度和尺寸变化。
(3)划伤 由于管材与模具的配合存在公差,管材会在弯制的过程中与模具表面出现摩擦,加之管材外壁受拉应力作用,U形管外壁易出现划伤,降低换热器的使用寿命,这也是模具设计中应考虑的。
(4)内弧褶皱 弯制U形管的过程中管内侧承受切向压应力,弯制后内壁厚度会增厚。但是,如果管壁所承受的轴向压应力超出了材料允许的刚性极限值,会产生失稳并且出现波浪形褶皱,对于小弯曲半径薄壁U形管,这种现象尤为严重。因此模具应增加弯曲段内侧的摩擦力,避免内侧起皱而报废[4]。
2 模具设计与制作
为了实现小弯曲半径薄壁锆U形管的弯制成形,并保证弯制的U形管能够满足换热器的尺寸要求,根据工业纯锆的材料特点,结合其他金属材料管材的弯制经验,本公司工程技术人员设计了针对薄壁工业纯锆管弯制小弯曲半径U形管的模具,其结构简图见图3。该弯制模具的弯制方式主要采用绕管式弯制。
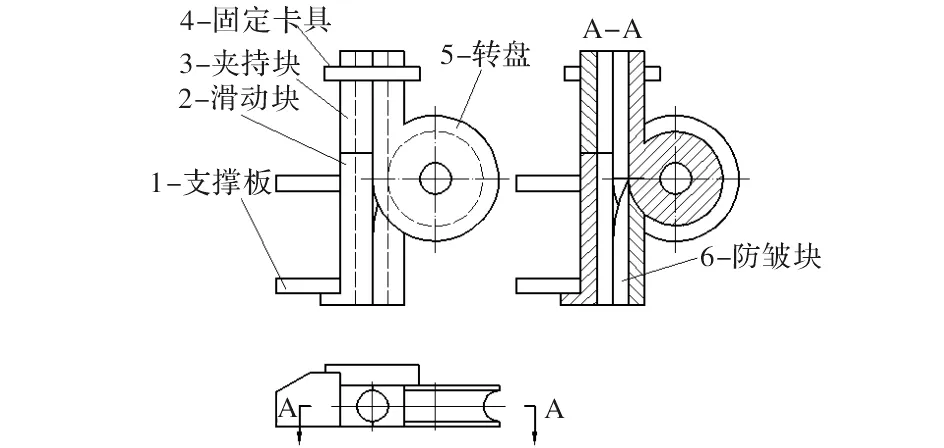
图3 U形管弯制模具简图
2.1 转盘与夹持块
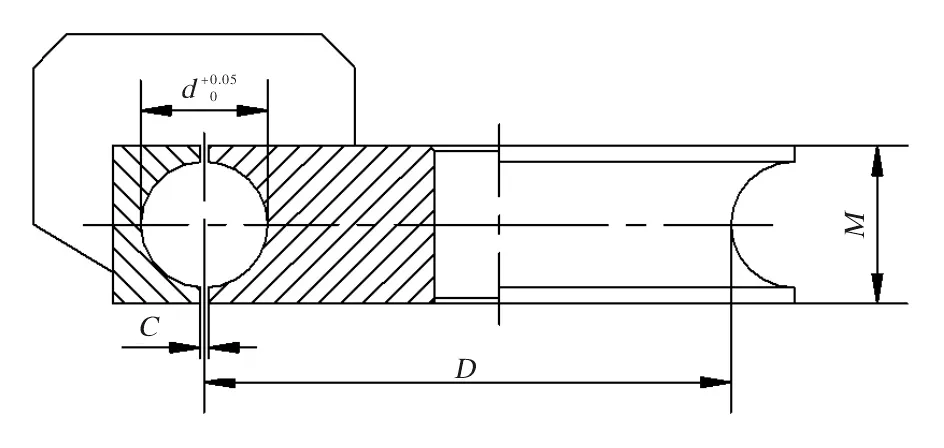
图4 转盘与夹持块示意图
转盘与夹持块示意图见图4。转盘的内径D决定了U形管弯曲半径的尺寸,由于需要控制回弹量,在反复试验的基础上,确定转盘的内径D按照下式计算:
D=1.6R-Do
式中:R为U形管弯曲半径;Do为U形管外径。
转盘与夹持块之间的间隙若不合适,易出现管子外壁裂纹,内管起皱和椭圆度超差等现象,经过查阅资料,反复试验和测算,最终确定间隙C为1 mm[3]。
2.2 防皱块
防皱块与转盘示意图见图5。防皱块必须保证与转盘内壁和U形管外壁紧密贴合,以保证U形管外壁不出现轴向滑动,由于防皱块与转盘配合面为曲面,因此采用数控加工中心进行加工,以保证其配合面的尺寸精度。
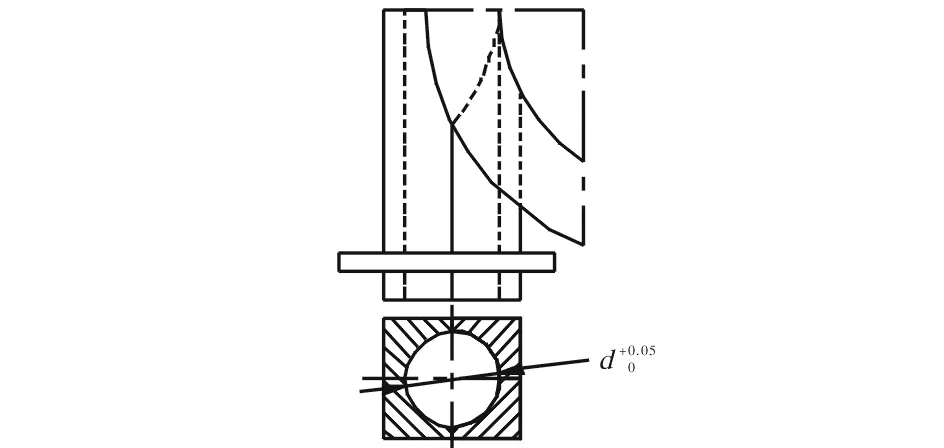
图5 防皱块与转盘示意图
2.3 U形管弯制
U形管弯制示意图见图6。采用双向不锈钢制作了弯曲半径为50、105 mm的U形管弯制模具。U形管弯制是用夹持块(3)与转盘(5)夹紧U形管直管段,滑动块(2)与防皱块(6)对弯制段进行限位,弯制时使用工具推动转盘围绕其圆心顺时针旋转180°,并由此拉动管子沿转盘半圆凹槽成形。滑动块所固定管段长度即为所需U形管直管长度,通过调整固定卡具宽度可确定弯制角度,控制回弹量。
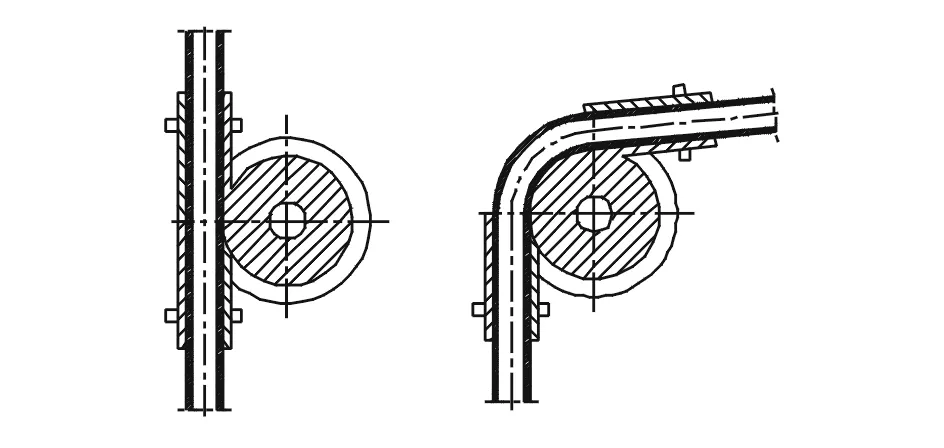
图6 U形管弯制示意图
3 弯制试验与分析
3.1 弯制试验
本研究进行了两种状态的φ25.4 mm×1.24 mm工业纯锆管弯制试验。其试件编号和管材的主要参数及性能见表1,弯制的U形管尺寸测量示意图见图7。
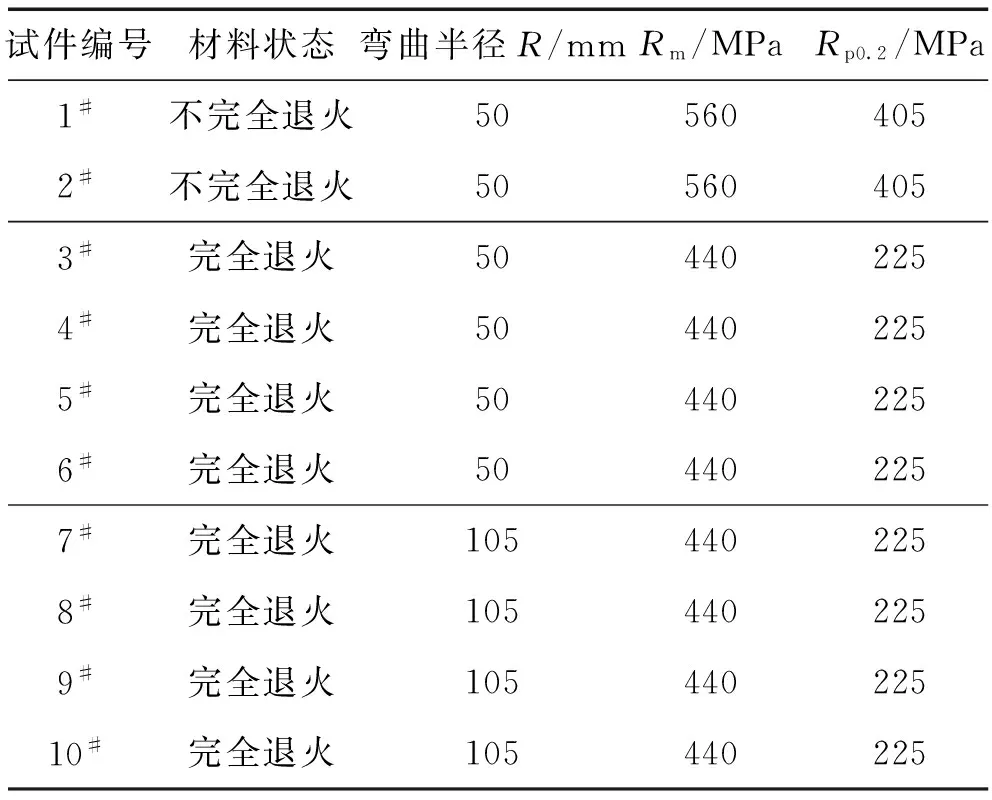
表1 弯制试验工业纯锆管材参数
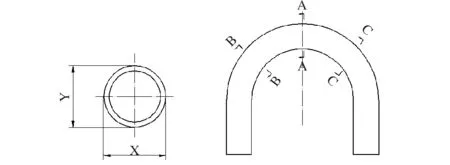
图7 弯制的U形管尺寸测量示意图
弯制前,在模具与U形管接触的内表面上覆盖塑料薄膜防止管材划伤,管内填充细砂进行支撑,弯制速度尽量缓慢。
3.2 试验结果与分析
弯制的U形管宏观照片见图8,尺寸测量结果见表2。由图8可见,弯制的U形管内弧段均匀光滑,未见褶皱和波浪;外弧均匀光滑无划痕。由表2可见,2支不完全退火态的管材,弯曲半径为50 mm,弯曲半径的误差为1%和2%,椭圆度为9.0%和6.3%,远低于GB 151—1999 的规定值。但是这两支管的状态并不是某单位设备要求的状态,弯制试验的目的是为了获取不同状态的锆管材的弯曲数据。完全退火状态的管材:弯曲半径为50 mm的,弯曲半径误差为1%~2%,符合设备的组装要求,椭圆度在12.8%~13.3之间,低于GB 151—1999规定的最大值15%;弯曲半径为105 mm的,弯曲半径的误差仅为0.4%~0.9%,椭圆度也比较小,在2.7%~4.3%之间。
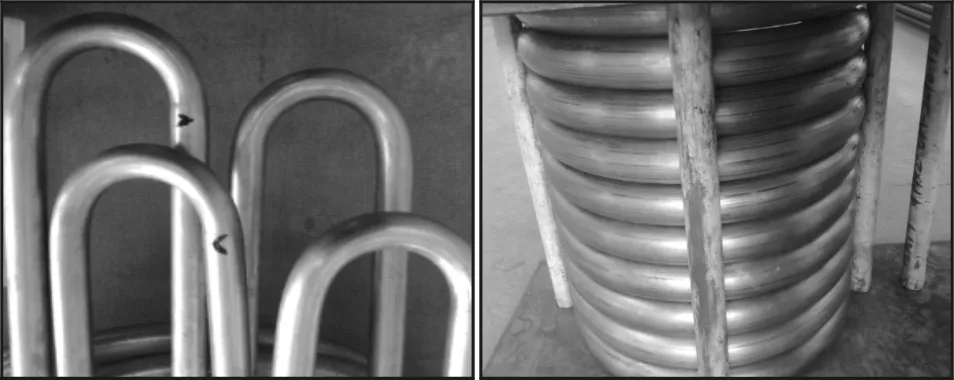
图8 弯制的纯锆U形管的照片
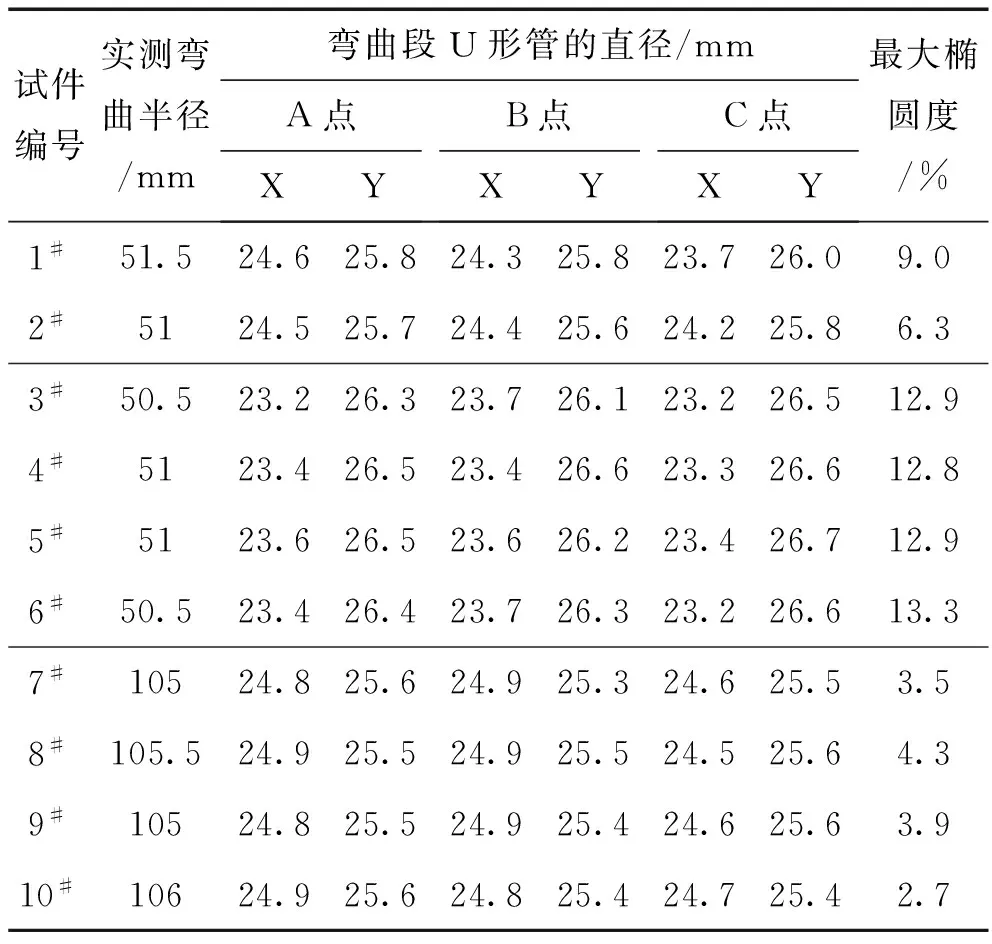
表2 弯制的纯锆U形管尺寸测量结果
弯曲半径为50 mm的不完全退火态U形管最大椭圆度远小于完全退火态,主要是因为其抗拉强度和非比例延伸强度高于完全退火态的锆管,弯制时变形抗力较大,在相同弯制条件下,径向的变形量较小。此结果仅针对于U型管弯制工序来说是有利的,在设备实际应用中,由于锆材在工作介质中会发生应力腐蚀,出于耐蚀性的考虑,换热设备必须使用完全退火态的锆管[5]。
3.3 模具及弯制工艺改进思路
通过小弯曲半径薄壁纯锆U形管弯制试验及结果分析,提出以下两点改进思路。
(1)预椭圆度反变形 改变夹持端的圆形截面形状,使之呈椭圆形,椭圆形的长短轴与弯制形成的长短轴相反,这样在弯制过程中,U形管内弧段将与夹持端紧密贴合,形成与弯制椭圆度相反的变形,达到减少弯制椭圆度的目的。
(2)增加填充砂的强度 可以使用粗细混合砂进行填充,在弯制过程中,细砂将自由流动填满粗砂的空隙,提高U形管内壁的支撑力,从而减少弯制椭圆度。
4 结 论
本研究设计制作的U形管弯制模具,用来弯制弯曲半径为50 mm和105 mm的φ25.4×1.24mm薄壁纯锆U形管,完全能够满足GB 151—1999标准及设备生产工艺的要求,制作的换热设备从2014年使用至今运行良好,尚未出现任何问题。
[1] 王中武.U形管式换热器换热管的弯制工艺[J].化工机械,2000,27(4):230-238.
[2] 全国锅炉压力容器标准化技术委员会.NB/T 47014—2010 锆制压力容器[S].北京:中国标准出版社,2010.
[3] 孟静,赵新爱,吴胜敏,等.U型换热管的弯制工艺研究[J] .化工装备技术,2010,31(2):37-39.
[4] 张方正.小弯曲半径U形管弯制工艺及质量控制[J].安庆石化,1993(1):36-37.
[5] 全国压力容器标准化技术委员会.GB 151—1999 管壳式换热器[S].北京:中国标准出版社,1999.
国内外新闻
超弹性Ti-24Nb-4Zr-8Sn合金的马氏体相变研究
马氏体β型Ti-24Nb-4Zr-8Sn合金(Ti2448合金)在室温下表现出良好的超弹性能,可回复应变可达3.3%,明显高于Ti-6Al-4V合金和Ti-Nb二元超弹性合金。
法国学者Y.Yang等利用拉伸试验、原位同步辐射X射线衍射(SXRD)、动态力学分析技术(DMA)研究了超弹性Ti2448合金的马氏体相变。实验材料为φ55 mm的Ti2448合金锻棒,将棒材切成片后冷轧成0.5 mm厚的板材(不经中间退火),之后对板材进行两种制度的热处理,一种是在高真空条件下进行900 ℃×30 min/WQ的固溶处理(ST);另一种是进行700 ℃×3 min/AC的短时处理(FT)。热处理后用50%HF+50%HNO3(体积分数)的混酸溶液去除试样表面氧化层。
当淬火后Ti2448合金室温组织为亚稳β相时,可表现出超弹性能。奥氏体β相和马氏体α″相之间发生应力诱导马氏体转变(SIM相变),由于是可逆转变,当外力释放时,弹性回弹较大。
为了更精确地描述试样的超弹性,在同一试验机上对试样进行循环加载拉伸试验。拉伸试验结果表明:Ti2448合金的杨氏模量低,拉伸强度高,超弹性能好,因此可以被用来制作生物医用材料中的人体骨关节。所有拉伸曲线均出现双屈服现象,说明ST和FT试样都发生了应力诱导马氏体相变,导致马氏体相变的临界应力分别为(410±10) MPa、(440±10) MPa,可恢复应变分别为2.3%、2.75%,表现出超弹性效应。
对于超弹性合金,应力释放后SIM相变的可逆性使得对SIM相变的研究具有一定的挑战性,所以作者利用原位试验来描述加载条件下的SIM相变。实验室中使用的常规X射线源波长较长,且同时存在Kα1和Kα2波长,所以难以区分β相和α″相的衍射峰。同步辐射X射线衍射(SXRD)则因为波长较短,单色性更好,是研究SIM相变一个非常有效的方法。为了得到不同变形阶段β相和α″相的应力诱导马氏体相变特征和结晶学特征,在循环加载拉伸试验过程进行原位SXRD分析。结果显示,加载和卸载条件下均有典型的β相和α″相衍射峰,ST和FT试样的β相和α″相都发生了可逆转变。从SXRD分析和拉伸结果可建立如下的加工工序:①对ST合金进行1.5%~2%的弹性变形,FT合金进行2%~2.5% 的弹性变形;②由于SIMα″相变的协调作用,ST合金弹性变形量可增大至4.5%,FT合金弹性变形量可增大至5%;③变形量继续增大时,β相和α″相均承受塑性变形。
通过DMA试验发现,随着温度降低,阻尼系数tanδ增加(存在明显的峰值),动态弹性模量下降,说明发生了马氏体转变。对相变温度参数(Ms、Mmax、Af和Amax)关于施加应力的函数进行曲线拟合,发现线性拟合结果良好,与Clausius-Clapeyron 方程具有较高的一致性。
张永强译自《Acta Materialia》
二元Ti-Zr合金微观结构和形状记忆效应
近年来,新型钛基无镍合金以其良好的生物相容性、耐腐蚀性、低弹模、高相变温度等特性成为了形状记忆合金领域的研究重点。
北京航空航天大学李岩等人采用X射线衍射、金相、透射电镜、差示扫描量热分析、压缩应力-应变实验等方法系统研究了TixZr100-x(x=20、30、50、70、80,原子分数)合金的微观组织结构、相变特性、力学性能及形状记忆效应。
研究结果表明:二元Ti-Zr合金是一种典型的高温形状记忆合金,室温下为具有孪晶结构的单一hcp-α′马氏体相,晶格常数和晶胞体积都会随Zr原子含量增加而增大;合金具有从母相到hcp-α′马氏体的可逆相变,相变温度随Zr原子含量增加先降低后增大,在Zr的原子分数约为50%时,马氏体相变起始温度最低,约为520 ℃;合金的屈服强度随Zr原子含量增加而增大,在Zr的原子分数约为50%时达到最大值(955 MPa),然后随Zr原子含量增加而下降;不同成分合金均具有形状记忆效应,其中Ti70Zr30合金的记忆效应最大,为1.7%。
摘自《稀有金属》
国内外新闻
VSMPO-AVISMA公司预计2015年净利润有望达到200亿卢布
2015年1~6月,俄罗斯VSMPO-AVISMA公司实现收入310亿卢布,较2014年同期增长了27%。净利润为96亿卢布,较去年同期增加了50亿卢布。
据VSMPO-AVISMA公司新闻服务部透露,如果2015年美元汇率不出现急剧增长的情况,预计公司2015年收入将达到676亿卢布,净利润达到200亿卢布。
2015年,VSMPO-AVISMA公司计划生产钛产品2.88×104t,产品销售总额可达到670亿卢布。
何蕾编译自俄罗斯生意新闻网
VSMPO-AVISMA公司收到澳大利亚供应的3万吨钛原料
据俄罗斯生意新闻网2015年8月5日报道,由澳大利亚向VSMPO-AVISMA公司供应的首批质量达3×104t的钛铁矿已送达新罗西斯克港口,在该港口进行分装后(每批质量为1 800 t),由海河船舶沿伏尔加河和卡马河运至列兹尼基市。
VSMPO-AVISMA公司董事长 Mikhail Voevodin讲到,VSMPO-AVISMA公司从多国采购原料主要是为了预防政治风险与经济风险。2015年,公司大概有40%的原材料来自乌克兰,40%来自澳大利亚,20%来自其他国家和地区。目前,公司共有10家原材料供应商。
何蕾编译自俄罗斯生意新闻网
VSMPO-AVISMA公司已做好向造船业供应钛制品的准备
俄罗斯VSMPO-AVISMA公司参加了在圣彼得堡市举办的第七届俄罗斯国际海事防务展,并展出了可在造船业中使用的相关产品,这些产品可完全替代国外同类产品。俄罗斯所有的主要造船设计部门都对VSMPO-AVISMA公司展出的产品表现出极大的兴趣,公司先后与普罗米修斯结构材料研究院、波罗的海造船厂等进行了洽谈。VSMPO-AVISMA公司机械制造销售部总监Yulia Shashkova讲到,VSMPO-AVISMA公司几乎参与了所有需要高强、轻质、耐腐蚀材料的军用及民用船舶项目。并且,钛是制造具有高速、易操作性特点的突击登陆艇以及具有高耐冲击负荷特点的核动力破冰船的复合材料外壳的理想材料。
此外,展会期间,VSMPO-AVISMA公司与联合造船企业(USC)就长期合作进行了深入洽谈。USC公司透露了未来几年的发展计划,乌拉尔公司也将据此进行相应调整,以期双方未来开展合作。
何蕾编译自俄罗斯生意新闻网
ATI公司及其子公司2015年第2季度经营状况
美国ATI公司2015年第2季度(2015年4月1日至6月30日)销售额为10.23亿美元,与2014年同期的11.19亿美元相比减少了8.6%;营业利润为3 920万美元,与2014年同期的6 520万美元相比减少了39.88%。
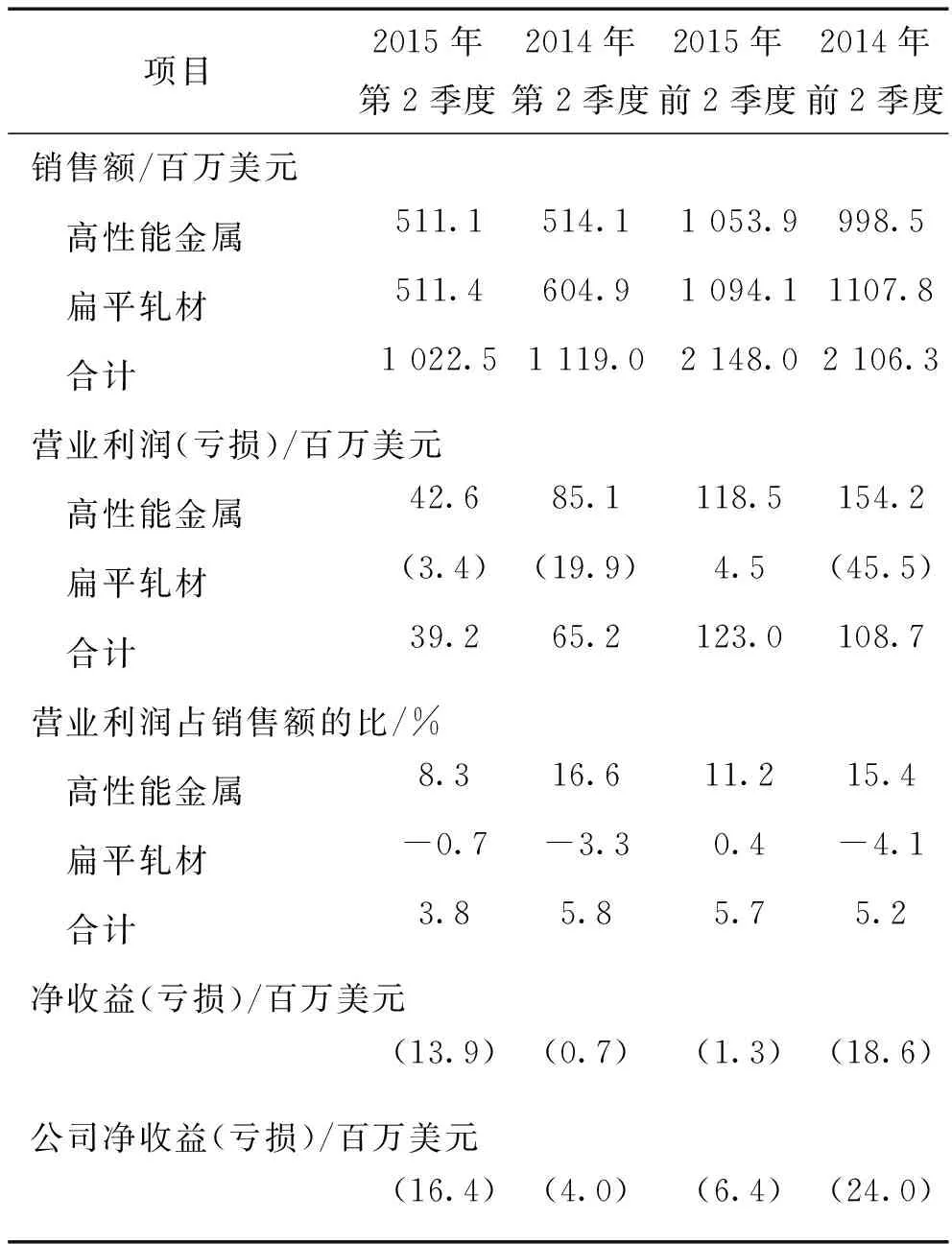
表1 ATI公司及其子公司2015年第2季度经营状况
注:统计数据截至2015年6月30日。
何蕾编译自美国ATI公司官网
Development of Bending Die for Thin-walled Pure Zirconium U Shape Tubes with Small Bending Radius
Ye Jianlin,Ji Tengfei,Cui Aibin,Zhang Qiang
(Western Metal Materials Co., Ltd.,Xi’an 710201, China)
It is easy to ellipse, rebound, scratch and internal fold during the bending process of thin walled pure zirconium U shape tube. In order to bend of thin-walled pure zirconium tube with small bending radius, the bending die of U shape pipe is designed according to the characteristics and experience of U shape tube bending. The bending die was functioned in the way of winding, the end of the U shape tube was fixed and the other end was used to bend. The results of bending test show that the die can bendφ25.4 mm×1.24 mm thin walled pure zirconium U shape tubes with bending radius of 50 mm and 105 mm. The U shape tubes have good forming condition, and test results can meet the requirements of GB 151—1999 standard and production process of equipment, and also can ensure the quality of tube effectively.
thin-walled pure zirconium;small bending radius;U shape tube;bending die
2015-09-10
叶建林(1971—),男,工程师。
猜你喜欢
理化检验(物理分册)(2022年7期)2022-08-03
山东冶金(2022年1期)2022-04-19
大连交通大学学报(2021年6期)2021-12-13
设备管理与维修(2021年5期)2021-04-21
汽车工程(2021年12期)2021-03-08
装备制造技术(2020年1期)2020-12-25
模具制造(2019年7期)2019-09-25
热处理技术与装备(2019年4期)2019-09-13
听力学及言语疾病杂志(2018年6期)2018-01-24
凿岩机械气动工具(2015年3期)2015-11-11
