高能量密度锂离子电池正极材料镍钴铝酸锂(NCA)技术及产业发展现状
2015-04-23 10:57冯海兰陈彦彬刘亚飞刘大亮宋顺林
新材料产业 2015年9期
冯海兰 陈彦彬 刘亚飞 刘大亮 宋顺林
经历了50多年来年度雾霾天数之最的2013年和浓雾笼罩近6亿人口的2014年,人们将目光集中在PM 2.5这个环境污染的热门话题,而传统内燃机汽车排放的尾气是PM2.5的最主要来源,因此新能源电动汽车的发展已成为大势所趋;同时随着能源危机的日益加重,电动汽车的开发和应用成为全球关注的焦点。基于此,世界上大部分国家如美、中、日、韩等国家提供优惠政策和资金争相支持各自的相关企业全力开发电动汽车,以抢占市场先机。中国政府也把电动汽车产业作为汽车产业转型升级而优先发展的战略性新兴产业,近几年,在中央和地方政府电动汽车开发项目和购车补贴政策的鼓励下,我国的电动汽车迎来爆发性的增长。2014年我国电动汽车销量达到7.48万辆,同比增长3.2倍,2015年上半年销量达8.96万辆,同比增长2.6倍。据有关部门预测,到2020年中国的电动汽车市场规模有望超过500万辆。因此电动汽车市场将来必是一片火红的“高粱地”。
动力电池性能是决定电动汽车发展的限制性因素,现阶段由于动力电池续航能力不足、充电速度慢、成本偏高等问题制约了电动汽车普及发展,这也是让很多消费者望而却步的主要原因,动力锂电的性价比在很大程度上影响了电动汽车的市场普及程度。正极材料是动力锂电的核心关键材料,正极材料的能量密度高低与电动汽车的续航里程息息相关,而且其成本约占锂电池电芯成本的1/3,所以开发出高能量密度、长寿命、高安全、低成本的正极材料对动力锂电、电动汽车的规模化商用至关重要。
目前国内外动力锂电正极材料技术路线主要有3个流派:磷酸铁锂派、锰酸锂派、三元派〔镍钴铝酸锂(NCA)和镍钴锰酸锂(NCM)〕。其中磷酸铁锂作为正极材料的电池充放电循环寿命长,但其缺点是能量密度、高低温性能、充放电倍率特性均存在较大差距,且生产成本较高,磷酸铁锂电池技术和应用已经遇到发展的瓶颈;锰酸锂电池能量密度低、高温下的循环稳定性和存储性能较差,因而锰酸锂仅作为国际第1代动力锂电的正极材料;而多元材料因具有综合性能和成本的双重优势日益被行业所关注和认同,逐步超越磷酸铁锂和锰酸锂成为主流的技术路线(见表1)。尤其是以2013年异军突出的特斯拉(Tesla)电动汽车为代表,其推出的Tesla Model S续航里程可达480km,其圆柱型电芯所采用的正极材料为NCA(见图1)。从电池能量密度和电动车续航里程来看,含镍(Ni)的三元系优势明显,特别是高Ni三元系(NCA)材料制作的电池。
高能量密度动力锂电的需求带动了高比容量的高Ni三元材料的应用和持续提升,并随着美国Tesla的热卖,锂电企业如日本的Panasonic、AESC、Nissan及韩国LGC、SKI、Samsung都把材料选择重点放在了高镍多元材料上面,由常规的LiNi1/3Co1/3Mn1/3O2(简称NCM111)、逐步转向高镍含量的多元材料LiNi0.5Co0.2Mn0.3O2(简称NCM523)、LiNi0.6Co0.2Mn0.2O2(简称NCM622)、LiNi0.8Co0.1Mn0.1O2(简称NCM811)和更高镍的Ni含量为80%~89%的NCA材料。
北京当升材料科技股份有限公司(简称“当升科技”)多年来一直站在国际锂电正极材料开发及产业化的前沿,致力于高能量密度动力电池正极材料的开发,始终坚持把三元材料作为动力电池的主要研发方向,从2011年就开始研发高Ni多元材料,目前开发的NCM622产品性能达到了国际先进水平,并通过国外客户测试认证和批量应用,同时在进行更高能量密度的NCA、NCM811产品开发,本文结合当升科技在高镍材料开发的经验,综合介绍近期高能量密度锂离子电池正极材料镍钴铝酸锂NCA的研究现状。
一、NCA材料的产业化应用现状
NCA材料(典型的组成为LiNi0.8Co0.15Al0.05O2)综合了LiNiO2和LiCoO2的优点,不仅可逆比容量高,材料成本较低,同时掺铝(Al)后增强了材料的结构稳定性和安全性,进而提高了材料的循环稳定性,因此NCA材料是目前商业化正极材料中研究最热门的材料之一。
2014年全球NCA销售总量约为6 000t,占全部正极材料销量(约12 5000t)的5%左右。日本化学产业株式会社、户田化学(Toda)和住友金属(Sumitomo)是NCA材料的主要供应商,韩国的Ecopro和GSEM也有产品销售,Toda主要供应日本AESC和韩国LGC,Sumitomo主要供应松下和PEVE,韩国的Ecopro对应客户为SDI。目前NCA产品主要的应用领域为电动汽车和小型电池,如AESC为日产(Leaf)、Panasonic为美国Tesla、PEVE为丰田(Pruis α)等车型提供的动力电池,小型电池主要为电动工具和充电宝使用的圆柱形电池。
Tesla在2014年用NCA动力电池的纯电动车销量达3.1万辆,目前正携手松下在内华达州兴建一座电池厂,其2015年的汽车销量目标不低于5万辆,并力争到2020年实现50万辆的年销量,预计使用正极材料NCA用量为6.25万t。在Tesla效應的带动下,国内已有多家企业开始中试和小批量试产,如当升科技、湖南杉杉新材料有限公司、深圳天骄科技开发有限公司(简称“深圳天骄”)、宁波金和新材料股份有限公司等。其前驱体生产厂家有当升科技、金瑞新材料科技股份有限公司、湖南邦普循环科技有限公司、深圳天骄等。与国外同行相比,国内生产企业虽已完成相关技术的初步探索,但受到国内外市场上常规镍锰钴多元材料(NMC)价格的持续走低及以市场需求仍以小型消费类电池为主等因素的综合影响。NCA材料未在国内形成批量生产及销售,尚有一些技术问题需要解决。可以预见,随着电动汽车及储能市场的兴起,NCA材料的市场需求会大幅增加。国内企业需要借此机会,加大投入,提前进行NCA材料国产化开发工作。
NCA材料的一些性能指标虽然表现优秀,但是其规模化的商业化道路漫长而曲折,NCA锂离子电池要实现大规模的工业化应用,还面临诸多的技术挑战。
1.NCA材料制备技术难度较大
首先NCA前驱体Ni0.8Co0.15Al0.05(OH)2制备工艺技术难度高,由于镍(Ni)钴(Co)元素与铝元素的沉淀pH差异较大,其溶度积常数(Ksp):氢氧化镍Ni(OH)2为10-16、氢氧化钴Co(OH)210-14.9、氢氧化铝Al(OH)310-33,同时Al3+很难与氨水发生络合反应,因此采用常规的共沉淀法,Al3+极易生成絮状产物,且Al(OH)3为两性氢氧化物,在较高的pH值下又分解为AlO2-1,导致镍钴铝沉淀产物元素分布不均匀,粒度难以长大,松装密度低,同时出现钠、硫等杂质较难处理的问题,直至后来采用铝酸钠工艺才解决铝的共沉淀难题。
其次NCA火法烧结制备技术难度大,主要与Ni的性质有关,材料中Ni为+3价,合成的前驱体原料为+2价,Ni2+很难氧化成Ni3+,需要在纯氧条件下才能完全转化。由于Ni3+的热力学不稳定性,NCA的烧结温度不能太低也不能太高,太低Ni2+难以氧化成Ni3+,太高 Ni3+又会分解为Ni2+。因此最佳烧结温度条件一般为750~800℃。
2.生产设备要求特殊
由于NCA需要纯氧气气氛,对生产设备的密封性要求较高,同时窑炉设备内部元件的抗氧化性要求很高,生产普通多元材料的窑炉未能满足要求,而国内设备厂商适合高镍正极材料的专业窑炉的设计和制造经验不足,品质可靠性不高。
3.材料生产成本高
对于普通三元材料,生产过程中只需要空气气氛,而NCA需要纯氧气气氛,纯氧的成本较高,且对制造氧气生产供应设备要求极高,同时NCA对温湿度敏感性较强,需要生产环境湿度控制在10%以下,加大了生产和管理的成本。
4.NCA电池设计和制造难度较高
高镍材料荷电状态下的热稳定较低,导致电池的安全性下降,需要从电芯设计、电源系统设计、电源使用等环节进行系统可靠的安全设计,使得电池生产企业和终端产品用户对NCA电池的安全性心存顾虑;另一方面,充放电过程中严重的产气,导致电池鼓胀变形,循环及搁置寿命下降,给电池带来安全隐患,所以通常采用NCA正极材料制作18650型圆柱电池,以缓解电池鼓胀变形问题。Tesla Model S采用与Panasonic共同研发的高容量3.1AhNCA锂电池组,由7 000颗18650圆柱电池组成。
NCA材料的表面碱性较高,电极浆料粘度不稳定,容易出现粘度增加甚至产生果冻现象,导致电池极板制作过程中的涂覆性能较差;NCA材料对湿度敏感,容易吸潮,并且材料中的Li2O持续与CO2反应,导致材料性能劣化甚至失效,因此在电池生产过程中,电极浆料、极板、卷芯等对水分非常敏感,整个生产环境对湿度的要求比较苛刻,导致设备投入和生产成本较高。因此,国内电池生产厂家正在积极开发NCA电池体系,大多处于跟踪研究和技术探索阶段,距离工业化应用的要求还有一定的差距。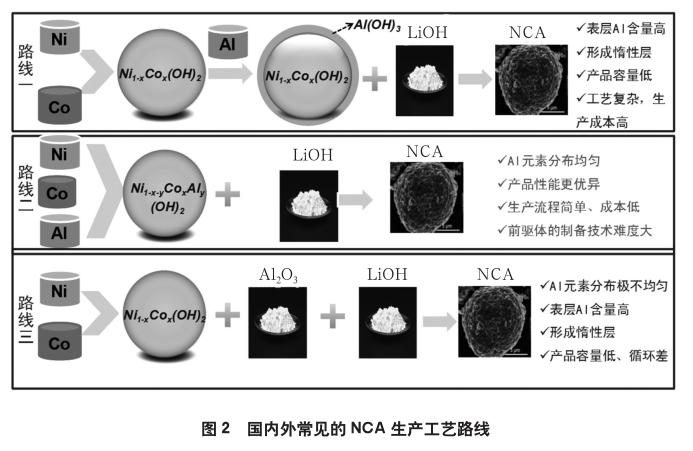
二、NCA材料的產业化技术研究现状
1.NCA前驱体生产工艺路线
依据国内外动力电池及其材料研讨会上公开的资料显示,由于目前关键材料及电池技术上的限制,国内外厂商对NCA材料的开发和应用,还只局限于少量厂家,目前国内外主要NCA生产企业通常采用的技术路线有如下3种(见图2):
①先制备Ni1-xCox(OH)2,然后在Ni1-xCox(OH)2表面包覆Al(OH)3,最后与Li盐混合烧结制备NCA正极材料;
②直接采用Ni、Co、Al盐共沉淀制备Ni1-x-yCoxAly(OH)2,然后与Li盐混合烧结制备NCA正极材料;
③先制备Ni1-xCox(OH)2,然后将Ni1-xCox(OH)2与Al(OH)3、Li盐一起混合烧结制备NCA正极材料。
上述3种工艺中,第1和第3种方案Al元素在后续烧结或包覆工艺中加入,此法Al元素分布不均匀,表层Al含量偏高,形成惰性层,降低最终产品容量,同时工艺复杂,增加生产成本。第2种方案Al元素可以均匀分布,产品性能更加优异,生产流程简单、成本低,但前驱体的制备技术难度更大。
目前最主流的技术路线是Ni1-x-yCoxAly(OH)2制备工艺路线,如日本住友、日本户田,已进入量产阶段。该方法一般以硫酸盐为原料,通过氢氧化钠和络合剂制成Ni、Co、Al共沉淀的前驱体Ni1-x-yCoxAly(OH)2,再经过滤、洗涤、干燥等手段制成产品。这种工艺的优点在于生产成本低、流程简单、更适于大规模工业化生产。目前Tesla动力电池的正极材料供应商日本住友已完成了Ni含量在85%~88%的新组分NCA的开发,较常规的Ni含量为80%~85%的NCA材料,其能量密度提升了5%。而韩国同行主要采用的是Ni1-xCox(OH)2工艺路线,在火法阶段将Al源和锂(Li)源一起混合烧结制备NCA正极材料。
与国外同行相比,国内企业在镍钴铝前驱体材料的技术和装备上水平较为接近,不管是Ni1-xCox(OH)2还是Ni1-x-yCoxAly(OH)2组成的前驱体都初步具备量产能力,并且已经开始批量供应国际NCA材料企业,主要集中在小型电池应用,尚未进入车用动力电池领域。
2.NCA烧结工艺路线
NCA的原料锂源通常采用氢氧化锂,由于NCA烧结温度不能太高,一般不超过800℃,采用碳酸锂为原料时,碳酸锂热分解不完全,造成NCA表面残留碳酸锂太多,使NCA表面碱性太强,对湿度敏感性增强;同时氢氧化锂的熔点比碳酸锂更低,对NCA的低温烧结更有利。但由于氢氧化锂挥发性较强,刺激气味较大,所以要求通风良好的生产环境。NCA的烧结气氛需要在纯氧气气氛下,才能保证Ni2+氧化成Ni3+。同时由于Ni3+的热力学的不稳定性,NCA的烧结温度不能太低也不能太高,目前NCA的最佳烧结温度在700~800℃。
3.NCA材料改性技术研究现状
随着多元材料中Ni%含量的提高,材料比容量提高的同时,带了较多的技术难题:循环性能尤其是高温循环性能问题、倍率问题、安全性问题、碱性杂质含量及由此导致的吸水性强(水分偏高)问题。针对这些问题,近年来,研发人员采用了多种阴、阳离子或多元体相掺杂,来稳定高镍材料的结构,以达到提升循环及存储性能的效果。此外,包覆也是一种防止电解液对正极材料腐蚀,提升材料循环及存储稳定性的有效方法。但这些方法都无法解决高镍材料碱性杂质残留的问题,这是高镍材料产业化并大规模应用的关键瓶颈。
三、当升科技NCA材料的开发现状
当升科技在NCM三元材料研究方面积累了多年基础研究及产业化经验,公司在三元材料方向先后开发了系列产品及技术:当升科技解决了多元材料高温循环不佳、吸水性强、金属杂质含量偏高、碱性杂质难控制等一系列关键技术问题,拥有不同粒度分布、不同组成、满足不同应用的三元材料系列化产品的制备技术,是行业内少有的同时拥有湿法沉淀多元前驱体制造技术和三元正极材料火法合成技术的供应商,当升科技利用这2方面的技术集成优势,已生产和供应不同组成、不同规格的多元材料产品系列,这些产业化技术和经验为快速开发出NCA材料奠定了扎实的基础。
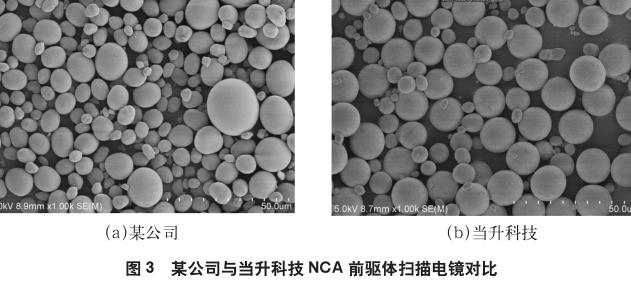
目前当升科技已进行了NCA前驱体制备和火法工艺的一系列研究和开发,当升的NCA前驱体样品(如图3所示)球形度较好,颗粒大小均匀,达到同类产品的先进水平。
表2所示为当升科技与日本某公司NCA样品的指标,相比之下,当升科技N C A的表面残锂较低,同时电化学性能更佳:在电压范围为3.0~4.3V,电流密度为0.1C充放電条件下,首次放电容量可达204mAh/g,首次效率较高为92.5%,且在1C充放电条件下循环100周后,循环保持率为94.0%,同时在5C大电流密度充放电条件下,表现出较好的倍率性能(见图4-7)。
四、结语
NCA具有能量密度高、倍率特性好、低温性能良好等特点,是最具发展前景的高能量密度锂电正极材料之一。国际上从电动车、电池、NCA正极材料、到前驱体的开发较早,技术更加成熟先进,并且上下游之间已经形成了相互配套的产业链和相对稳定成熟的供应链;而中国国内整体尚处于开发起步阶段,除了前驱体之外,全产业链技术上均存在一定的差距,产业链尚未真正形成。可以预见,国内的前驱体企业和正极材料生产企业会加大研发投入力度,加快提升在高端锂电正极材料方面的技术水平和生产能力,快速进入国外先进电池厂商的供应体系,形成材料配套。
随着国内NCA电池设计和制造水平的提高,高能量的NCA电池必将逐步获得在电动工具和电动车的工业化应用,逐步形成和完善从前驱体材料到NCA正极材料再到动力电池的产业链。
NCA材料和动力电池是中国新能源产业和电动汽车产业面临的又一次重大发展机遇,建议有关部门加强引导和支持相关技术和产品的开发与应用,保持与国际先进动力电池技术的同向、同步,进而实现中国新能源汽车“弯道超车”的梦想,实现相关产业上下游的共同转型升级,应对日益加剧的能源危机,改善城市空气质量,使我们的“APEC蓝”、“阅兵蓝”可以常驻为“中国蓝”。
猜你喜欢
中国自行车(2021年3期)2021-07-06
证券市场周刊(2020年46期)2020-12-28
理论与创新(2020年9期)2020-07-14
科学与财富(2020年3期)2020-04-02
通信产业报(2019年33期)2019-11-04
牡丹江师范学院学报(自然科学版)(2019年2期)2019-09-10
智富时代(2018年8期)2018-09-28
智富时代(2018年8期)2018-09-28
新能源汽车报(2018年1期)2018-05-14
汽车与运动(2017年4期)2017-07-16