
高速钢薄片T形铣刀变形校正
2015-04-23 05:14潘明
金属加工(热加工) 2015年23期
■潘明
在热处理中如果工艺和操作不恰当,比如加热温度偏高、刀具绑扎方法不恰当或加热时间过长等,都会造成高速钢薄形刀具热处理后变形较大。
一些减小高速钢薄形刀具变形的措施:采取两次预热;适当降低加热温度;适当缩短加热时间;正确绑扎刀具;减小一次进炉量,防止刀具之间相互接触、挤压等。但在实际热处理过程中,有些刀具因为形状、大小等因素,变形问题无法消除。
因热处理中工艺和操作不恰当造成批量刀具出现变形大的情况,笔者单位就出现过,一次进炉量大而造成一批高速钢薄片T形铣刀淬火后变形非常大。
1. 变形情况描述
这批高速钢薄片T形铣刀材料为W6Mo5Cr4V2,数量为200件,硬度要求为63~66HRC。如图1所示,铣刀长150mm,铣刀片厚度1.5mm,热处理前铣刀片厚度留余量为1mm左右,且形状为“T”形。这批铣刀变形>0.3mm,最大变形达到0.7mm。
对于这种薄片铣刀,控制刀具变形的措施如:淬火加热前采取两次预热(一次低温预热,加热温度为550℃左右;另一次中温预热,加热温度为850℃左右);采取单件绑扎,减少一次进炉量,防止刀具加热时相互挤压造成刀具出现较大的变形。
2. 高速钢薄片T形铣刀的校正难度分析
这批高速钢薄片T形铣刀的刀片薄,淬火后硬度又要求非常高,淬火后变形很难校正。
长轴件刀具径向圆跳动变形大,可以采取多种方法校正变形,如趁热校正法、热点法、冷敲法。而这些方法对于该薄片T形铣刀不适合,上夹具回火校正的方法可能会有一定的效果,但是这批薄片铣刀中刀片部分变形大的数量多,采用该方法效率会很低。
3. 薄片T形铣刀的校正
上夹具回火校正的方法,夹具是专用的,用完可能以后就再也用不上了,考虑到成本,不可能做几套夹具,而一个夹具一次只能校正一把铣刀,故效率低,只能另想办法。
(1)铣刀退火 先将变形大的薄片T形铣刀进行退火。高速钢刀具退火非常麻烦,一般只在刀具变形太大,校正不过来或是硬度偏低,以及达不到设计要求时才会考虑退火返修。
这些T形铣刀的材料为W6Mo5Cr4V2,根据我公司现有设备情况,采用普通电阻炉退火。由于普通电阻炉内的介质是空气,含有大量的氧气,如果刀具直接放到普通电阻炉里进行退火,刀具表面将出现较严重的氧化、脱碳,返修后刀具的硬度会偏低,甚至会造成刀具裂纹。因此,高速钢刀具退火时必须采取措施防止和避免刀具表面氧化、脱碳。我们采用金刚砂装箱保护。先在不锈钢保护箱底部铺一层金刚砂,将铣刀用废报纸包好,再一层一层摆放,摆好一层铺一层金刚砂,最后在保护箱口盖上石棉板,再盖上箱盖,防止外面空气进入保护箱。
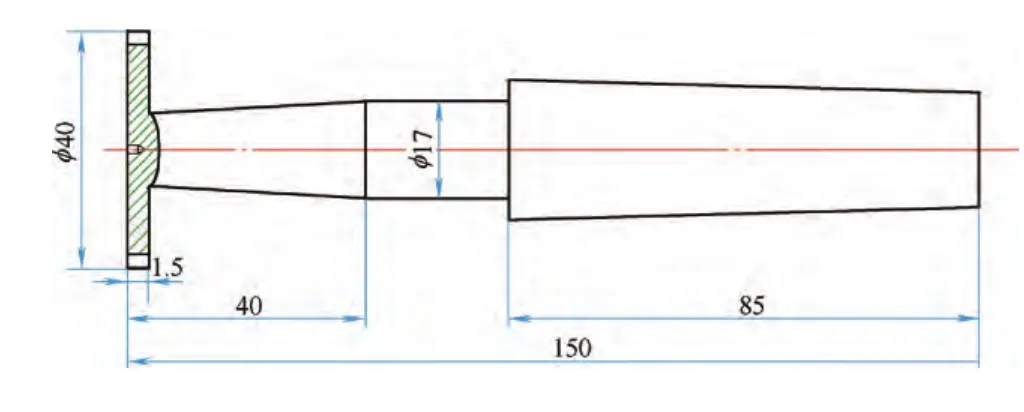
图1 铣刀示意
装好箱后进炉退火。退火加热温度约850℃,然后随炉降温到720℃左右,保温一段时间,随炉冷至550℃以下出炉。必须严格控制退火工艺过程,特别是降温过程,否则高速钢刀具的硬度很难降下来。退火后检查刀具的硬度,要求硬度≤28HRC。刀具硬度高了,校正时易开裂,返修淬火时也有可能开裂。
(2)制作专用的校正模具 根据T形铣刀的外形、尺寸制作了一套专用的校正模具。如图2所示,校正模具是用圆钢加工成φ90mm×170mm的圆柱体,并根据T形铣刀的外形、尺寸在圆柱体中心加工了台阶孔,T形铣刀的颈部尺寸为φ17mm,加大1mm,按φ18mm加工;T形铣刀柄部最大尺寸为φ24mm,加大2mm,按φ26mm加工。如此做是为了降低加工难度,如果能够完全按照T形铣刀的外形加工模具的内孔,可以提高T形铣刀的校正效果,即校正后铣刀的变形会更小。采用线切割的方法将圆柱体切成两半,一套校正模具就做好了。
(3)铣刀校正 因为铣刀的材料为W6Mo5Cr4V2,合金含量高,塑性较差,直接校压刀具很有可能开裂。因此,校正前需要将这些铣刀进行预热,我们采用550℃左右进行预热。经过预热,提高了铣刀的塑性。校正时用钳子夹着,将铣刀放进校正模具(见图3),并将校正模具合起来,铣刀刀片上面放一个大小合适的圆柱体作为压块,压块两个端面要求平行度好,用液压机压头压在压块上。校压时需要调整好液压机的压力,压力太小时变形校正不过来,压力太大时铣刀刀片又有可能被压扁,造成尺寸发生变化。采用液压机直接校正是利用刀具的塑性,通过液压机对刀片部位施加压力,使刀片部位产生塑性变形,从而达到校正变形的目的(见图4)。

图3 铣刀放进模具的情形
4. 校正效果
经过校正,刀片部位变形大的T形铣刀变形≤0.3mm,基本上达到要求。如果能够完全按照T形铣刀的外形加工模具的内孔,可提高T形铣刀的校正效果,变形会更小。
T形铣刀全部校正好后,进箱式电阻炉550℃回火,以消除校正时产生的应力,有利于减小重新淬火时的变形。采用中温盐浴炉对高速钢刀具进行中温预热,然后转移到高温盐浴炉对高速钢刀具进行淬火加热。这些T形铣刀重新淬火时,我们采用单件绑扎,一个淬火钩只允许挂两件T形铣刀,并且减少一次的进炉量。重新淬火后,这些T形铣刀变形不大,刀片部位最大变形为0.35mm,可以确保刀片部位能够顺利进行加工。
5. 结语
这种校正方法效率较高,达到了校正T形铣刀刀片部位变形的目的,提供了一种类似零件或刀具淬火变形的校正方法。

图2 铣刀校正模具示意

图4 采用液压机校压铣刀
不过这只是一种挽救措施,更重要的是在对高速钢刀具进行热处理时要注意一些操作细节,比如刀具的绑扎方式、方法、装炉量,以及提高操作人员的技术水平和责任心等,只有这样才能有效地减小高速钢刀具的变形,确保高速钢刀具的热处理质量。
猜你喜欢
科普童话·学霸日记(2021年4期)2021-09-05
冶金设备(2020年2期)2020-12-28
重型机械(2020年2期)2020-07-24
模具制造(2019年10期)2020-01-06
学生天地(2017年30期)2018-01-05
学生天地·小学低年级版(2017年10期)2017-12-11
制造技术与机床(2017年3期)2017-06-23
大型铸锻件(2015年5期)2015-12-16
河南科技(2014年23期)2014-02-27
河南科技(2014年22期)2014-02-27
