
大型发电机定子铁心涂漆工艺质量控制
2015-04-20 21:25:06张兰芝
科技创新与应用 2015年11期
关键词:固化
摘 要:针对当前大型发电机定子铁心涂漆过程中容易出现的一些质量问题,从不同定子铁心硅钢片绝缘漆的性能参数、冲片涂漆设备参数和漆膜固化时间等方面详细分析论述了这些涂漆工艺参数对涂漆工艺质量的影响,以达到提高冲片涂漆质量的目的。
关键词:定子铁心;涂漆工艺;漆膜厚度;粘度;固化
1 概述
大型发电机定子铁心均采用表面涂有绝缘漆的硅钢片叠压而成,运行状态下对其定子铁心片间绝缘的要求很高。绝缘涂层不但要有适当的层间电阻率,还要有较高的表面附着力,在高温和压力的作用下不发生塑性变形,漆膜也需要有均匀的厚度等等。在已投入运行的不少电站曾出现过表面漆膜脱落、片间短路、铁心松动和铁心发热等与定子铁心涂漆质量有关的问题[1-3]。因此发电机定子铁心冲片涂漆是发电机制造过程中关键工序,直接关系到电机运行的可靠性,必须严格控制涂漆工艺质量。
2 硅钢片绝缘漆的种类
目前,国内外发电机定子铁心硅钢片绝缘漆主要采用有机漆和无机或半无机漆,各有优缺点。有机漆的优点是流动性好,涂漆工艺简单。缺点是漆膜,耐热等级低,燃点低,以及挥发出的有机物能造成环境污染和损容人体健康等[4]。对于无机或半无机硅钢片漆,其优点是漆膜薄,硬度大,热收缩性小,叠压系数大,有效地防止了铁心松动,缩小了电机的外型尺寸并改善了发电机的机电性能。因此,发达国家在电机定子铁心硅钢片绝缘上采用水溶性无机或半无机漆涂层较多[5]。但无机或半无机漆同时也存在下述问题:(1)由于是水性漆基,漆液的表面张力较大,流平性差。(2)无机填料的加入,降低了漆液的流动性,造成了硅钢片漆涂漆工艺的复杂性。(3)采用国内通用的两辊涂漆工艺,将产生较为严重的边缘增厚现象。(4)采用国外通用的四辊涂漆工艺,造成硅钢片断面涂不上漆,使硅钢片断面生锈或造成硅钢片片间短路。
3 影响定子铁心涂漆质量的主要工艺参数
3.1 漆膜厚度
冲片漆膜厚度直接影响铁心的叠压系数、片间电阻率等参数,因此漆膜厚度首先要满足电机制造厂家的图纸、工艺文件、技术要求、技术标准的相关规定。
3.2 漆的粘度
粘度是硅钢片绝缘漆性能中的一个重要指标。粘度的测定方法很多,包括流出杯,斯托默粘度计、落秋粘度计等等。根据标准规定,通常采用4#福特杯来测量定子冲片绝缘漆的粘度。
3.3 涂漆辊间隙
目前,国内外硅钢片涂漆设备主要有两辊涂漆机和四辊涂漆机两种,两种涂漆机各有自己的优、缺点和应用场合。两辊涂漆机一般涂有机硅钢片漆和填料少、粘度低半无机硅钢片漆,其涂漆辊用羊毛毡套套在钢棍上(冷套或热套),其羊毛毡套的硬度肖氏40,长度为1.3-1.8m左右。两辊之间压力大,辊间间隙就小,漆膜就薄;反之,两辊之间压力小,辊间间隙就大,漆膜就厚。两辊之间间隙与漆膜厚度基本成正比。四辊涂漆机一般用于刷涂水溶性无机或半无机漆,主要由两个橡胶辊、两个刮漆辊和刮漆板组成。其两胶辊为光滑的氯丁橡胶辊,绍氏硬度为52-56。如果胶辊硬度大,冲片断面就会涂不上漆,易生锈;如果胶辊硬度小,冲片断面覆盖率相对好,但漆膜厚度不均匀。无论是两辊涂漆机还是四辊涂漆机,涂漆辊转速快,涂层薄,涂漆辊转速慢,涂层厚。此外,涂漆辊线速度应与洪炉传送链环速度保持同步,以减少冲片背面划痕。
3.4 漆膜固化时间
漆膜固化好与坏是冲片绝缘关键,也是绝缘电阻合格的重要指标之一。漆膜固化工艺过程分为:预热段、固化段、挥发段三个阶段,一定要按工艺要求保证冲片在炉体停留时间。冲片在炉体里停留时间根据炉体长短而定,冲片不能有不干或过烧现象,为保证漆膜固化好,炉温与链速之间可相互补救。如炉温固定,可调节链速即变化烘干时间,来保证漆膜固化质量;反之可以固定链速即烘干时间不变,通过调节炉温来保证漆膜固化质量。也可以同时调节炉温和链速来保证漆膜固化质量。漆膜不要过分固化,致使漆失去附着力或柔软性。漆膜固化质量的好坏从外观检查只是一方面,可靠的是通过耐溶剂试验和富兰克林试验来验证冲片固化程度。
3.5 漆膜表面质量
涂漆质量的好坏最简单直观的方法就是漆膜表面质量的检查,通常要保证涂漆后沖片正面表面要光滑,无气泡,颜色均匀,没有过热和不干现象。在生产中发现冲片表面不光滑、有气泡或表面张力大,可降低预热段温度或加入二甲基硅油,其用量是漆的重量万分之一左右。涂漆后冲片反面不能有较大的划痕、漏涂或擦掉漆的部位及漆熔渣现象(黑点)。不定时清理链环或在保证漆膜厚度前提下降低漆的黏度可减少冲片背面漆熔渣。
4 涂漆工艺质量检查
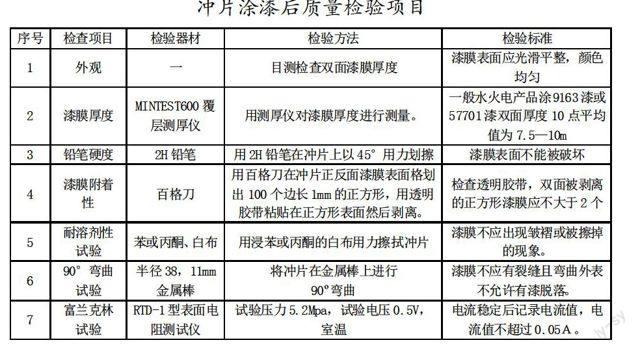
在确定了影响冲片涂漆质量的主要工艺参数后,涂漆过程中要根据工艺参数确定出相应的质量控制检查项目、方法及标准。无论是涂有机漆,还是无机或半无机漆,都应按下表所列项目、方法及标准进行检查,控制涂漆工艺质量。
冲片涂漆后质量检验项目
5 结束语
大型发电机定子铁心冲片涂漆是一个复杂的工艺过程,冲片涂漆处理是发电机制造过程中关键工序,影响因素很多,在实际生产制造过程中,很容易出现各种各样质量问题。笔者从硅钢片绝缘漆的类型、性能,涂漆设备和涂漆工艺参数等方面详细的论述了如何控制铁心涂漆工艺质量,可以很好预防及解决实际中出现质量问题,提高冲片涂漆高质量。这对于今后1000MW等级的水电项目和百万核电项目等大型发电机定子铁心涂漆工艺具有重要的参考价值。
参考文献
[1]赵文航.国产600MW发电机定子铁心松动治理与分析[J].电力技术,2010,19(5).
[2]徐林.改造设备提高定子冲片涂漆质量[J].设备管理与维修,2014,1. [3]吴曙明.大容量汽轮发电机定子铁心故障分析与预防[D].济南:山东大学,2006.
[4]张忠海,高中来,等.水溶性半无机硅钢片漆的涂漆工艺研究[J].大电机技术,1993,6:34-36.
[5]张显又,费敏明,等.半无机硅钢片漆对硅钢片断面涂漆影响因素的研究[J].绝缘材料,1991,3:45-48.
作者简介:张兰芝(1963,4-),女,职称:工程师,现从事冲压工艺工作。
猜你喜欢
中共天津市委党校学报(2017年6期)2017-12-12 12:54:28
科技视界(2017年9期)2017-09-04 08:17:42
居业(2016年12期)2017-08-16 02:09:59
中国科技博览(2017年25期)2017-08-09 19:23:26
中国科技博览(2017年18期)2017-07-01 22:20:02
速读·下旬(2017年4期)2017-06-20 17:19:23
科技视界(2017年2期)2017-04-18 00:49:10
科学与财富(2017年1期)2017-03-17 21:49:51
旅游学刊(2017年2期)2017-03-13 19:57:33
博览群书·教育(2016年9期)2016-12-12 09:38:22
