钢桶焊缝滚压夹持机构的设计
2015-04-19 03:07石文栋平雪良鞠明华王晨学
机械制造 2015年12期
□ 石文栋 □ 平雪良,2 □ 鞠明华 □ 王晨学
1.江南大学 君远学院 江苏无锡 214122 2.江南大学机械工程学院 江苏无锡 214122 3.无锡市四方友信股份有限公司 江苏无锡 214092
钢桶作为工业包装业中的重要包装产品,在工业包装中占据重要地位,因其具有耐腐蚀、高强度、安全可靠等优点,广泛应用于医疗、石油、化工、轻工、食品等行业的产品包装。自20世纪80年代以来,我国实行改革开放的发展政策,工业得到快速发展,钢桶作为重要的工业包装产品,需求量快速增长,目前仅200 L钢桶每年需要 7 000 万只以上[1]。
当前,国内钢桶自动化生产水平不高,泄露、强度低等问题一直影响着钢桶质量。桶底顶与桶身卷边缝合位置造成的泄漏问题,已经通过5层矩形卷边改为7层圆弧卷边得到大幅改善[1];钢桶桶身焊缝由于产生裂纹造成的渗漏、强度降低等问题亟待解决。通过焊缝滚压工艺可以对焊缝进行矫正式修复,提高焊缝处的强度等性能,在很大程度上可防止焊缝处裂纹的产生和扩展,能有效解决焊缝处的渗漏等问题,从而提高钢桶的质量和寿命。
笔者针对焊缝滚压设备中焊缝滚压时钢桶的夹持问题,设计一种新的焊缝滚压时钢桶夹持机构,完成焊缝滚压时钢桶固定工作,保证焊缝滚压质量。
1 钢桶焊缝滚压装置
由于焊接后焊缝内残余一部分拉应力,致使焊缝缺陷处产生应力集中现象,导致焊缝裂纹的生成和扩展,从而使焊缝处强度和刚度大大降低,并产生焊缝渗漏等问题[2]。
正在使用的焊缝滚压装置如图1所示,通过对钢桶焊缝进行滚压处理,可以有效消除焊缝中拉应力,并在焊缝表面造成一层有利的压应力,提高焊缝的强度,同时提高焊缝的表面平整度,从而提高钢桶质量[2]。
为保证焊缝滚压质量,焊缝滚压时钢桶的固定夹持尤为重要。钢桶滚压夹持装置需要确保钢桶从输送线移动至焊缝滚压处以及滚压时焊缝位置不变,并且保证焊缝滚压时钢桶的固定。
2 已有钢桶滚压夹持机构
2.1 钢桶滚压夹持机构
常用的焊缝滚压夹持机构如图2所示,夹持机构由两个相同夹持机械手组成,左、右两个夹持机构分别由气缸或伺服电动缸推动从钢桶两侧夹持钢桶,定位盘卡住钢桶两端,导杆气缸下降,两组真空吸盘吸附钢桶,竖直气缸上升,由电机带动链轮传动,夹持机构将钢桶移动至焊缝滚压处。
2.2 存在的问题
该夹持机构虽然可以实现钢桶固定功能,但整体结构较为复杂,工作效率不高。采用真空吸盘吸附钢桶,夹持工作不稳定,如果产生漏气现象,则难以实现钢桶固定的目标;左、右两个对称夹持机械手从两端定位夹持,如果动作不同时,会造成桶身的偏移,同时焊缝也会产生偏差,影响焊缝滚压质量;电机带动链轮传动,考虑到电机的启动、停止等因素,工作效率也难以提高。

▲图1 钢桶焊缝滚压装置
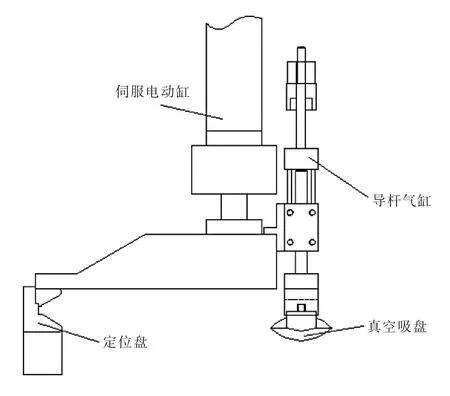
▲图2 常用夹持机构
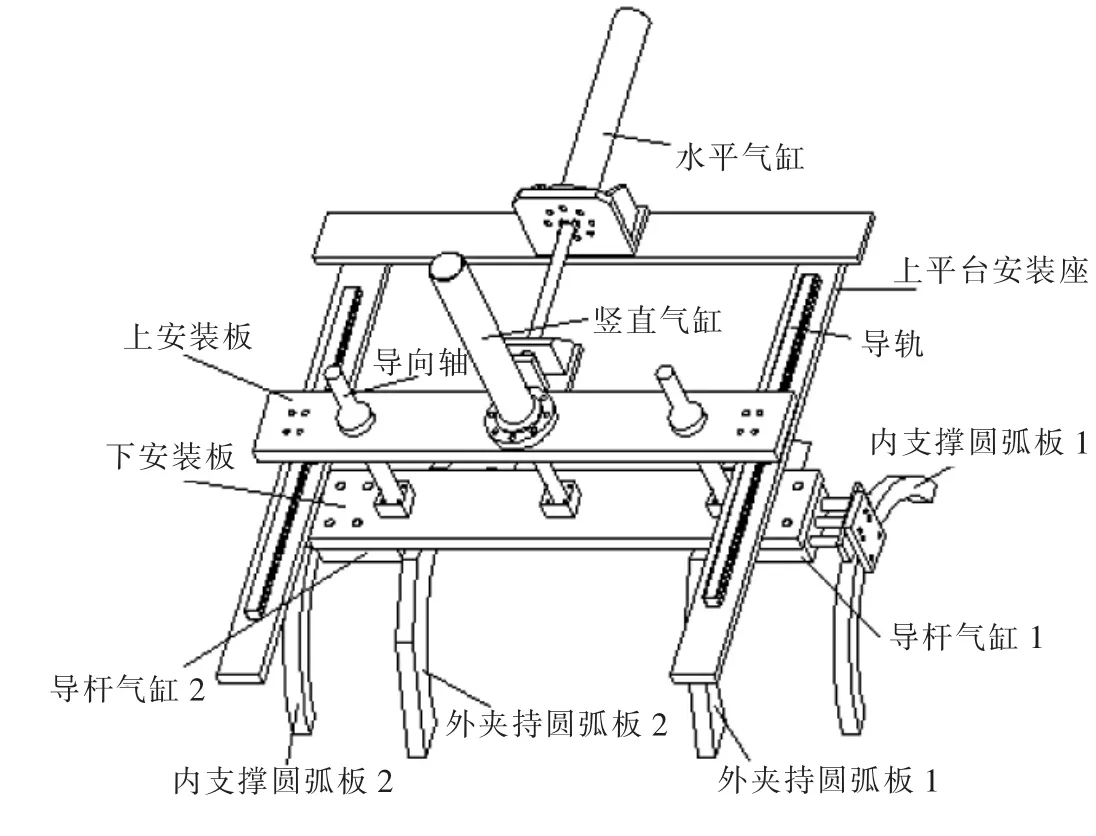
▲图3 新型钢桶焊缝滚压夹持机构
3 新的钢桶焊缝滚压夹持机构
针对焊缝滚压设备中对钢桶夹持机构的要求以及现有装置存在的问题,在原有夹持机构的基础上设计一种新的夹持机构,使钢桶在固定夹持时更加稳定和方便,并且工作效率也大大提高。
3.1 夹持机构结构图
新的夹持机构结构如图3所示,主要由竖直气缸、水平气缸、直线导轨、内支撑圆弧板、外夹持圆弧板、导杆气缸、上安装板、下安装板等部件组成。竖直气缸的伸缩控制夹持机构的上下运动,导杆气缸的伸缩控制内支撑圆弧板的水平运动,导向轴在夹持机构上下运动时起导向作用,水平气缸推送夹持机构将钢桶转移至焊缝滚压处。
本机构两端内支撑圆弧板分别与下安装板两端的导杆气缸相连,如图4所示,通过导杆气缸的收缩,内支撑圆弧板进出桶身内侧,外夹持圆弧板在桶身外侧定位钢桶,内外4个圆弧板完成桶身的定位。
3.2 工作流程
钢桶自生产流水线至焊缝滚压处→竖直气缸下降→外夹持圆弧板从钢桶外侧定位钢桶→导杆气缸收缩→内支撑圆弧板从钢桶内侧固定钢桶→竖直气缸上升→钢桶脱离生产流水线→水平气缸缩回→将钢桶移动至焊缝滚压处。
4 总结
原有的焊缝滚压夹持机构使用2个相同且分离的夹持机械手装置,对运动控制要求较高;使用电机带动传动机构转移钢桶,对电机运动性能要求较高。总之,原有钢桶滚压夹持装置整体结构较为复杂,采用电机进行传动,且使用真空吸盘或电磁吸盘固定钢桶,缺乏足够的稳定性。相比较而言,笔者设计的钢桶焊缝滚压机构采用内外4个圆弧夹持板对钢桶进行定位夹持,圆弧端面与钢桶桶身贴合,能满足钢桶的夹持要求;采用气压传动作为各机构的主要传动方式,安装方便,工作效率高,并且易于实现自动化控制。
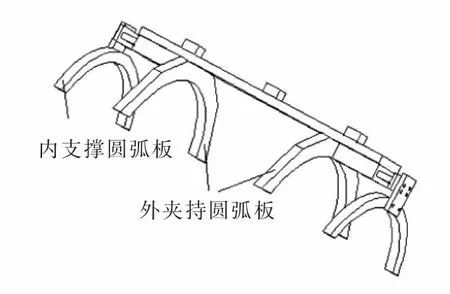
▲图4 圆弧板布置图
[1]杨文亮.中国钢桶包装工业的发展[N].中国包装报,2010-07-23(02).
[2]陆楠,李居峰,卢鲜亮.基于ANSYS的钢桶焊缝处理分析[J].机械制造,2012,50(3):57-59.
[3]孙桓,陈作模,葛文杰.机械原理第七版[M].北京:高等教育出版社,2006.
[4]濮良贵,纪名刚.机械设计第八版[M].北京:高等教育出版社,2006.
[5]E Bayaraktar,D Kaplan,L Devillers, et al.Grain Growth Mechanism During the Welding of Inter-stitial Free (IF)Steels [J].Journal of Materials Processing Technology,2007,189:114-125.
猜你喜欢
建材发展导向(2022年4期)2022-03-16
机械设计与制造工程(2022年1期)2022-02-19
装备制造技术(2021年1期)2021-05-21
科学技术创新(2020年6期)2020-04-18
模具制造(2019年10期)2020-01-06
模具制造(2019年4期)2019-06-24
华北理工大学学报(自然科学版)(2017年4期)2017-11-29
科技创新导报(2016年9期)2016-05-14
西安建筑科技大学学报(自然科学版)(2014年1期)2014-11-12
汽车与新动力(2014年4期)2014-02-27