
硫化氢的综合利用技术
2015-04-18 08:09:44方建朝牛永进孙基成李志山崔天风
低温与特气 2015年5期
方建朝,王 崇,牛永进,孙基成,苗 兴,李志山,崔天风
(中昊光明化工研究设计院有限公司,辽宁大连甘北路34号 116031)
硫化氢广泛存在于炼焦、精制石油、金属冶炼、天然气净化、制煤气、制革、制药、造纸、合成化学纤维等制造过程中,硫化氢既是一种污染环境的有害气体,也是一种可以转化合成为多种化工产品的硫资源。当前全国硫化氢排放超过1000万t/a,合理地利用这部分硫化氢,对环保及整体效益都是非常重要的。随着我国农用化学产品、医药、饲料、化妆品以及聚合、选矿工业的发展,对相关硫化物的需求逐年增加,因而对硫化氢进行分离提纯,开发硫化氢下游产品,才能达到最佳的经济效益。以硫化氢为原料可以开发几十种附加值较高的有机硫化物产品,并可深加工制备数百种精细化工产品,用于合成甲硫醇、蛋氨酸、巯基乙醇、巯基乙酸、环丁砜、二甲硫醚及硫脲等精细含硫化合物,也可用于高纯硫氢化钠、硫化钠及液体硫化氢的生产,有着十分诱人的应用前景[1-3]。高纯硫化氢气体在电子工业中用于大规模集成电路的制造及荧光粉的生产,随着国内半导体芯片与大规模集成电路产业的迅猛发展,高纯度硫化氢的需求量一路攀升,市场前景广阔。硫化氢的综合利用不仅减少了废气排放量,解决了环境污染问题,而且有效的利用了资源,具有广阔的发展前景。
1 硫化氢的性质
硫化氢是一种无色、有恶臭味(臭鸡蛋味)的剧毒气体,分子量 34.08,蒸气密度 1.19(15℃,相对于空气),略重于空气,21℃ 时蒸气压1.73 MPa,能溶于水和乙醇,熔点 -85.5℃,沸点 -60.4℃,临界温度100.4℃,临界压力 9.0 MPa,自燃点为 260℃,溶于水生成氢硫酸,具有可燃性,遇火星能引起爆炸燃烧,与空气相混时,能引发爆炸,爆炸极限为4% ~44%(体积)。能与多种离子起化学作用,生成不溶于水的硫化物,对金属有腐蚀性,可经呼吸道进入人体,主要损害中枢神经、呼吸系统,刺激黏膜。工作场所空气中最大容许浓度(MAC)为10 mg/m3,立即威胁生命或健康的浓度(IDLH)为430 mg/m3,能引起嗅觉疲劳,警示性低,0.10% ~0.15%的硫化氢顷刻间便能致人死亡。
2 硫化氢制备无机硫化物
2.1 硫磺
当前国内大中型炼油厂主要是采用传统的克劳斯(Claus)法制取硫磺来治理回收硫化氢,将硫化氢制成硫磺。将含硫化氢的气体与适量的空气在制硫炉内进行部分燃烧,发生反应,空气的量仅够硫化氢部分氧化,然后与未氧化的硫化氢一起进入转化器,进行催化转化。自转化器出来的反应物经冷凝冷却,即可得到硫磺。若空气与硫化氢混合比例适当,可使所有的硫化氢变成硫磺和水。该方法只回收了硫化氢中的硫,而且硫的回收率不高,回收硫的品质也不高,其中的氢并没有得到回收利用[4]。从硫磺回收装置排出的尾气中还含有一定量的硫化物,远远超过排放标准,必须进行处理。国内克劳斯法硫回收装置中只有30%左右满足国家尾气排放标准。克劳斯工艺的本质是烧氢制硫,过程不经济,硫磺的价格较低,企业的经济效益难以得到有效保证,且需增加尾气处理装置,增加了克劳斯过程的运行成本,因此此方法具有经济效益低以及环境效益差等缺点。克劳斯工艺的化学方程式如下:
2.2 硫磺和氢气
将硫化氢分解同时制取硫磺和氢气的工艺引起了国内外工业界及学术界的关注,目前主要有以下几种方法。
1.电化学法分解硫化氢制硫和氢
电化学分解硫化氢是在电解槽中利用电化学的方法直接或间接电解硫化氢,从而得到硫和氢气。罗文利等研究了氧化吸收硫化氢反应与电解制氢相结合从硫化氢中回收氢气和硫磺的方法。富含二价铁离子的氧化液采用微孔过滤器抽滤脱硫后,在电解反应器的阳极再生为富含三价铁离子的氧化液循环使用,同时在电解反应器的阳极析出氢气。电解制氢和氧化液再生反应能在低电压(1.2 V)下进行,氧化液可循环使用,阳极再生二价铁为三价铁的效率与阴极析氢效率均接近100%。因此该法制氢可大幅降低电能的消耗。在实验条件下,硫化氢的吸收率可达85%左右。氧化吸收硫化氢的反应方程式为:
2.光化学法分解硫化氢制硫和氢
光催化分解硫化氢不仅可以同时回收氢和硫,还可以以氢的形式来收集和储存太阳能,从而实现自然资源的综合利用,对环境保护具有重要意义[5-6]。大连化物所发展了双助光催化剂Pt-PdS/CdS体系,在可见光下以硫化氢作为原料可以高效制氢,量子效率高达93%。该项技术研发完成了实验室小型放大试验。此后大连化物所李灿院士领导的太阳能研究部与昆士兰大学的宗旭等人提出了一种创新的硫化氢转化工艺过程,实现了光电催化—化学耦合分解硫化氢,同时得到氢气和硫。该过程涉及两个反应步骤,第一步利用 I3-/I-或 Fe3+/Fe2+电对的氧化态高效捕获硫化氢得到硫和还原态;第二步采用光电催化还原质子产氢,同时将电对的还原态氧化。利用 I3-/I-或 Fe3+/Fe2+循环,将两个高效的反应过程耦合起来,实现了光电驱动的硫化氢的转化。实验表明,该体系可以实现硫化氢的连续高效转化。
2.3 硫酸
含硫化氢的气体喷入硫化氢焚烧炉内与空气混合燃烧产生二氧化硫,经降温、除雾后,进入干燥循环系统用硫酸脱除水分,将二氧化硫气体经换热设备升温后转化生成三氧化硫,使二氧化硫尽量转化成三氧化硫,用硫酸吸收其中的三氧化硫,三氧化硫被吸收后生成硫酸。目前市场上硫酸价格持续低迷,企业的经济效益得不到保证。
2.4 硫化锌
硫化锌具有优良的荧光效应及电致发光功能,纳米硫化锌更具有独特的光电效应,在电学、磁学、光学、力学和催化等领域表现出优异的性能,可用于制备白色颜料及发光粉,发光油漆等。国内外都以高纯度硫化氢(含量大于99.8%)为原料生产高纯度的硫化锌。随着电子工业的发展,硫化锌的用量迅速增大,市场前景广阔[7]。
2.5 硫氢化钠
硫氢化钠是生产染料、助剂、农药和其它有机产品的原料,在采矿业、制革业、化肥工业及人造纤维工业中也有广泛的用途。目前国内外均采用氢氧化钠水溶液吸收硫化氢来生产,是硫化氢的又一个重要用途。
3 硫化氢制有机硫化物
3.1 甲硫醇
甲硫醇作为一种重要的有机化工产品,主要用于合成农药、医药、合成材料、饲料等。由于近年来蛋氨酸合成工业的快速发展,甲硫醇的工业生产也逐渐引起人们的注意。蛋氨酸作为一种重要的氨基酸品种,在食品、饲料、医药、化学工业等领域都有极其重要的用途。蛋氨酸作为强化饲料的营养,弥补氨基酸平衡的饲料添加剂,在配合饲料中的添加量已从0.02%增加到0.04%,因此今后蛋氨酸市场需求将会不断增大。按原料和合成路线分,目前合成甲硫醇主要有以下几种方法:甲醇-二硫化碳法、硫脲-硫酸二甲酯法、氯甲烷-硫化碱法、高硫合成气法、硫化氢-甲醇法。结合目前化工厂以及石油提炼等排放出大量的硫化氢气体对环境造成严重污染和国内甲醇市场严重饱和的现状,硫化氢甲醇法合成甲硫醇工艺成为当前领域研究热点。硫化氢与甲醇在载有钨酸钾的活性氧化铝催化下,反应生成的甲硫醇再与丙烯醛加成反应后水解可得DL-蛋氨酸,具有原料易得、收率高、三废容易处理、生产成本低、产品竞争力强等特点。用硫化氢与甲醇反应生成甲硫醇来生产蛋氨酸,可降低蛋氨酸的成本,缩短生产过程[8]。硫化氢-甲醇气相合成法工艺流程见图1,化学反应式如下:
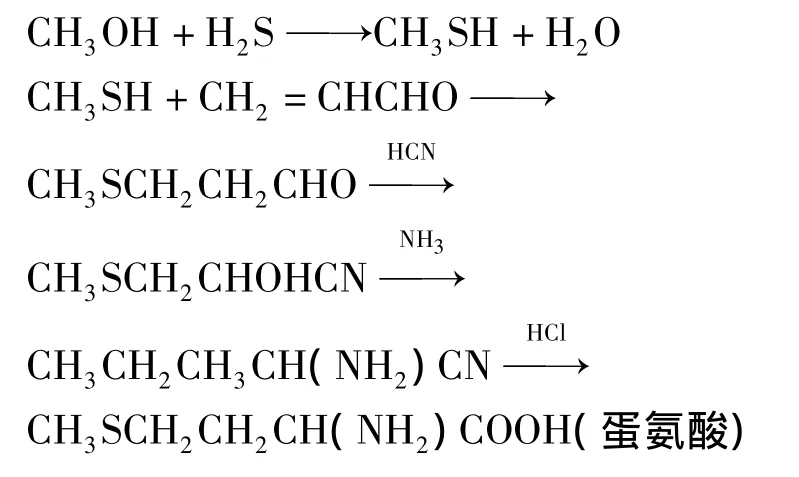
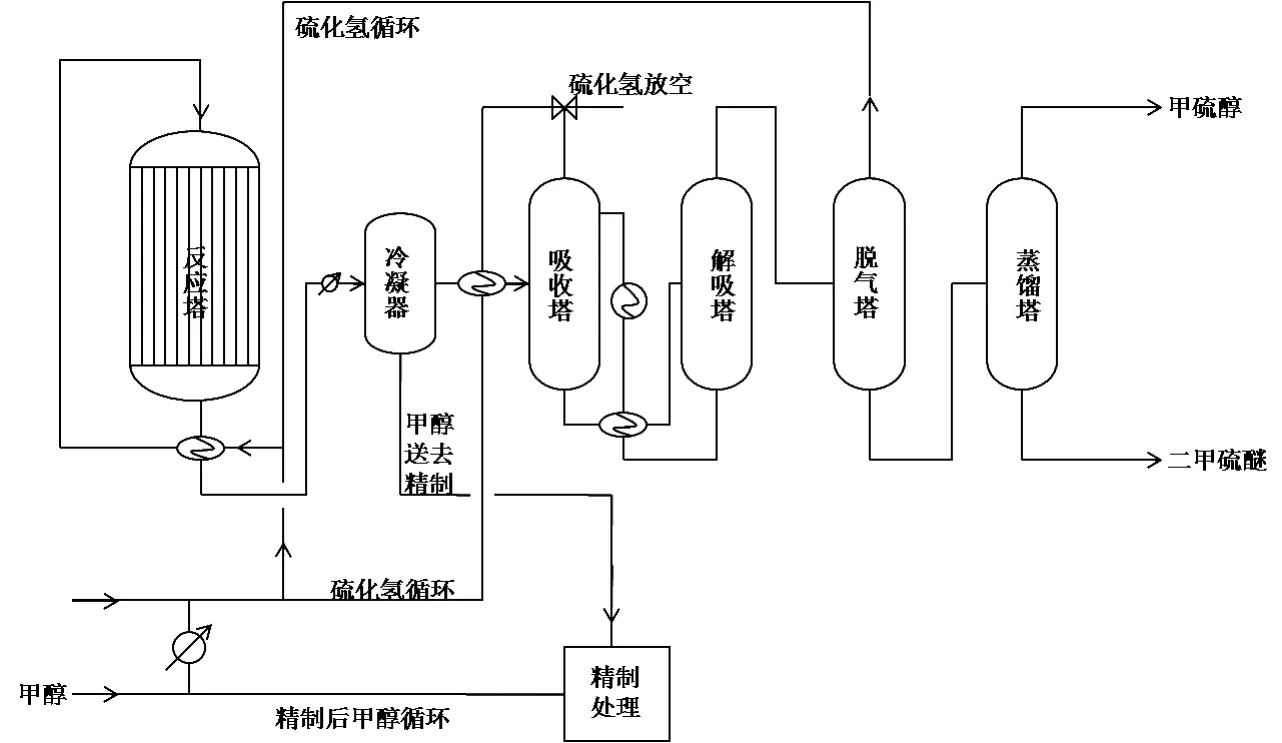
图1 硫化氢-甲醇气相合成法工艺流程Fig.1 Process of hydrogen sulfide and methanol synthesis process
3.2 乙硫醇
硫化氢与乙醇气相催化反应生成乙硫醇,是重要的农药中间体,可用于生产有机磷农药异丙磷、甲拌磷、乙拌磷、内吸磷等。空气中含乙硫醇仅五百亿分之一浓度时,其臭味就能觉察,因此可用作天然气及石油气的警告剂、试剂的加臭味剂。以乙硫醇为原料生产的乙基硫代氨基甲酯是广泛用于水稻、小麦及玉米的除草剂;巯基乙酸则广泛应用于化妆品之中,其盐类是配制冷烫发水及脱毛剂的重要原料。乙硫醇还可用于医药等有机合成。目前工业上采用乙醇与硫化氢经气相催化反应制得乙硫醇,反应在常压下进行,催化剂采用活性氧化铝为载体浸渍钨酸钾或钨酸钠,反应温度为360~380℃,乙硫醇收率可达70%~79%。
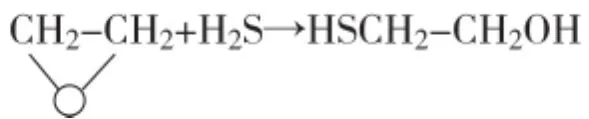
3.3 β-巯基乙醇
β-巯基乙醇是有机中间体,用于合成农药,医药和染料等,在橡胶、纺织、塑料、涂料工业中亦可用作助剂,用途广泛。高纯度的β-巯基乙醇可作高分子聚合物的调聚剂以及链转移剂,现在以硫化氢和环氧乙烷为原料来生产,将二者按一定比例混合后在装有催化剂和溶剂的常压反应器中即可合成β-巯基乙醇[9],主要反应如下:
3.4 辛硫醇
硫化氢与正辛醇合成的辛硫醇可制备多种选择性好、毒性低的杀虫剂,而以辛硫醇为原料生产的辛基硫代氨甲酸盐又是一种选择性好、毒性低的杀虫剂。
3.5 3-巯基丙酸(3-MPA)
3-巯基丙酸(3-MPA)是一种重要的工业原料和药物中间体,可用于工业除垢、洗涤、防锈等。3-巯基丙酸具有一定的酸性,对碳酸钙、硅化合物等具有很好的溶解能力,非常适合锅炉的清洗,还可以应用于机械等金属加工领域的洗涤剂。3-巯基丙酸作为洗涤剂有很多优点,比如操作易于进行,洗涤液易于回收,可以循环使用,无污染,用量少,在洗衣粉中添加少量的3-巯基丙酸就可以明显降低洗衣粉的粉尘和泡沫浮渣,提升洗衣粉的低温溶解性能。3-巯基丙酸还可用于半导体纳米晶体的制备,在自组装膜方面也有广泛的应用。以丙烯酸(AA)和硫化氢为原料合成3-巯基丙酸与其他合成方法相比具有很多的成本优势[10]。反应原理如下:

3.6 硫脲
硫脲用途十分广泛,是医药(如磺胺噻唑及抑制甲状腺病患的药物等)原料,纺织印染工业中漂白剂、染色助剂和防氧化剂,合成树脂涂料,阴离子交换树脂,电镀清洗剂,重氮感光纸,金属防锈防蚀剂等。采用硫化氢与石灰浆作用生成硫氢化钙,再与石灰氮(分子式为CaCN2)作用生成硫脲。此法原料易得,无三废污染,产品质量好。其具体制法是:将硫化氢酸性气体通入一定浓度的石灰氮混浊液中,在5~80℃温度下,反应1~4 h后,过滤得到硫脲合成液,再按一般的方法经浓缩、结晶、分离、干燥得到符合国家一级标准的成品硫脲[11-12]。反应方程式如下:

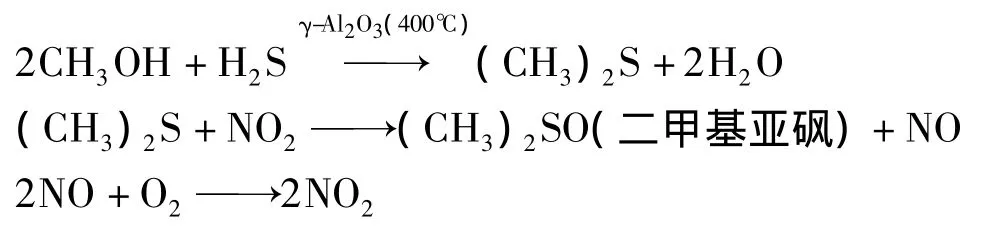
3.7 二甲基亚砜
二甲基亚砜是一种重要的溶剂,被称为“万能溶剂”,广泛应用于医药、农药、石油加工、有机合成等行业,例如丙烯酸树脂及聚砜树脂的聚合或缩合,聚丙烯腈及醋酸纤维聚合抽丝,乙炔等的吸收剂和防冻剂等。世界二甲基亚砜的产量以年均17%的速度递增,随着我国经济的快速发展加上出口前景看好,其市场潜力巨大。硫化氢与甲醇为原料生产二甲基亚砜,主要包括二甲硫醚的合成和二甲硫醚的氧化两个过程,此工艺生产二甲基亚砜,其转化率可达92% ~96%,反应中生成的NO与O2反应后又生成了NO2可继续使用,所以无废气产生,对环境保护极为有益,主要反应如下:
4 高纯硫化氢
高纯硫化氢是一种重要的电子气体,主要用于国防化工、电子工业半导体元件的生产以及金属表面改性处理等。随着高科技的日益发展,其应用的领域越来越广。
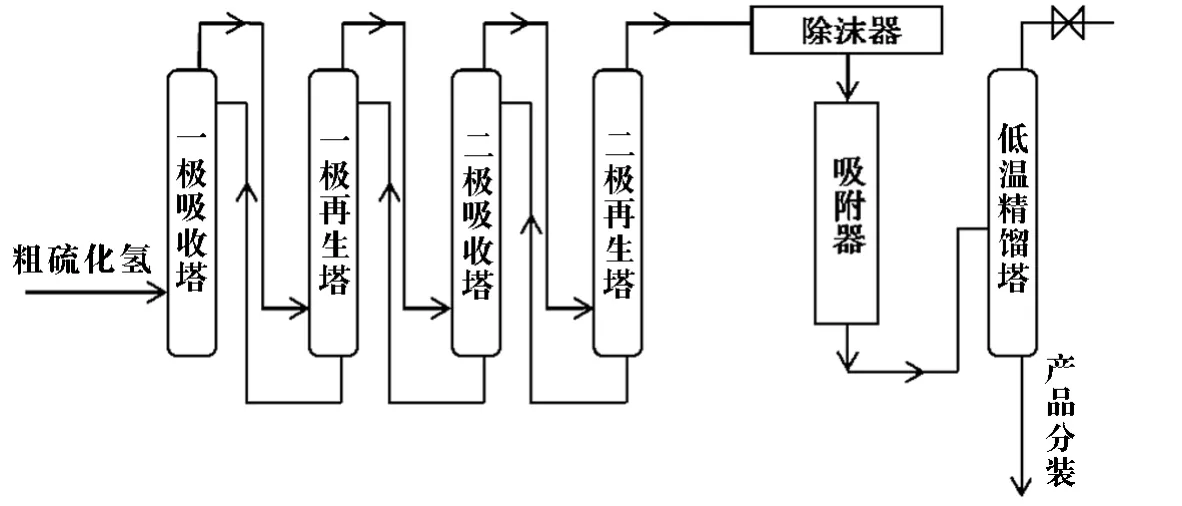
图2 硫化氢吸附精馏工艺简图Fig.2 Process diagram of Hydrogen sulfide adsorption&rectification
硫化氢提纯装置主要有吸收塔、换热器、吸收塔底泵和再生塔等几部分组成。采用两级吸收-两级再生的工艺,含硫化氢的原料气在一定温度(40℃)、一定压力(0.06 MPa)下与一定浓度的甲基二乙醇胺(MDEA)在吸收塔中发生吸收反应,吸收了硫化氢的富液再进入再生塔进行再生。再生塔顶气再进入二级吸收,吸收了硫化氢的富液再进入二级再生塔进行再生,经过两级吸收-两级再生后硫化氢含量可以达到98%左右,通过模拟优化分析得到最优的工况参数:一级吸收塔的塔顶压力为30 kPa,贫胺液量为7 m3/h,进料位置为N=5,一级再生塔的塔顶压力80 kPa,再生塔的塔板数N=25,再生塔的负荷Q=650 kW[13]。经过两级吸收-两级再生后的硫化氢再经过高效吸附器和低温精馏塔脱除微量气体杂质后,可将硫化氢的纯度提高到6N级别。该工艺操作简单,产量大,原料易得,合理的利用了硫化氢资源。硫化氢吸附精馏工艺见图2。
5 结论
充分利用合成氨或甲醇生产、石油炼制、天然气净化等工业过程中大量含有硫化氢的尾气,可实现工业污染废弃物的减量化和无害化,符合当前国家资源再生和综合利用的产业政策,环境效益和经济效益亦十分可观。综上所述,综合利用硫化氢废气进行深加工,可以生产出多种国内外市场前景看好的精细有机化工产品,而且有很多系列化产品,非常容易形成产品链,具有广阔的发展前景。从环保角度来说,可以实现废物的减量化和无害化,因此国内具有硫化氢尾气的企业应加快硫化氢下游产品的开发与应用的研究工作,根据市场需要灵活安排生产。
[1]达建文.硫及硫化氢后续产品开发[J].精细化工原料及中间体,2006(12):8-11.
[2]何磊.硫化氢下游产品开发与应用[J].化工中间体,2003(Z2):10-14.
[3]殷树青,郑汉忠.用废气中的硫化氢开发有机硫化工产品[J].精细石油化工进展,2003(2):35-37.
[4]陈伟军.硫化氢高附加值利用研究进展[J].广东化工,2014(10):223-224.
[5]张灵灵.CdS/ZnO光催化分解硫化氢的研究[D].哈尔滨:黑龙江大学,2009.
[6]付晓红.紫外光催化分解硫化氢制氢的研究[D].哈尔滨:黑龙江大学,2009.
[7]王晓明,汪树军,刘红研,等.利用硫化氢制备氢气和硫化锌新方法[J].化工学报,2006(2):465-469.
[8]纪罗军.硫化氢气体制备甲硫醇的现状与前景[J].精细石油化工进展,2003(3):11-13.
[9]薛丽梅,张风华,陈彬,等.硫化氢废气的综合利用方法[J].黑龙江科学,2010(3):48-50.
[10]周英.油气副产物硫化氢合成3-巯基丙酸反应工艺条件的研究[D].成都:成都理工大学,2013.
[11]毕慧峰,万海,刘丽.以炼厂硫化氢为原料生产硫脲的试验及可能性研究[J].当代化工,2010(3):332-335.
[12]何寿林.利用含硫化氢尾气一步法合成硫脲的研究[J].精细石油化工进展,2004(1):44-46.
[13]崔隽,原璐,范海英.炼油尾气硫化氢提纯工艺的研究与应用[J].石油化工应用,2013(2):87-89.
猜你喜欢
化工管理(2021年7期)2021-05-13 00:45:38
农药科学与管理(2019年8期)2019-11-23 08:04:44
石油石化绿色低碳(2019年6期)2019-01-14 01:16:20
红外技术(2017年1期)2017-03-27 09:02:21
中国塑料(2016年8期)2016-06-27 06:35:02
当代化工研究(2016年7期)2016-03-20 16:22:03
中学科技(2015年8期)2015-08-08 05:41:19
四川师范大学学报(自然科学版)(2015年1期)2015-02-28 14:07:29
海洋科学进展(2015年1期)2015-02-27 13:16:16
食品科学(2013年23期)2013-03-11 18:30:02
