
热轧方矩形管的开发
2015-04-17 12:27:42张国宽田晓燕
钢管 2015年4期
张国宽,李 晓,田晓燕
(内蒙古包钢钢联股份有限公司无缝钢管厂,内蒙古 包头 014010)
方矩形管是一种用途极广的闭口型钢,与相同截面积的圆管相比,具有强度高、抗弯截面模量大、易于装配及稳固、美观等优点,广泛用于车辆、地铁、建筑、造船等行业。为了适应市场环境的变化,针对国内外市场方矩形管的需求和生产状况,内蒙古包钢钢联股份有限公司无缝钢管厂(简称包钢无缝钢管厂)采用Φ400 mm自动轧管机组成功开发了多种规格的热轧方矩形管,现已成功利用Φ219 mm 圆管完成了第一批150 mm×160 mm方矩形管生产合同。包钢无缝钢管厂生产的150 mm×160 mm 热轧方矩形管的产品外观良好、尺寸精确,性能满足用户要求,且已实现批量生产,填补了国内热轧方矩形管批量生产的空白[1-6]。
本文将主要介绍包钢无缝钢管厂采用Φ400 mm 自动轧管机组开发热轧方矩形管的具体情况。
1 工艺路线
包钢无缝钢管厂Φ400 mm 自动轧管机组生产热轧方矩形管的工艺路线是:圆坯—环形炉—一次穿孔—二次穿孔—自动轧管机—均整机—再加热炉—高压水除鳞—三辊定径机(方管成型)—冷床—方矩形管移送器—立式矫直机—切头尾—检查、测长、称重、打包。
2 几何尺寸控制和孔型的开发
2.1 配套相应标准及特征参数
目前,国外针对热轧方矩形管的相关标准有:德国DIN EN 10084—1998《渗碳钢:技术交货条件》,日本JIS G 3466—1982《一般构造用角型钢管》。而国内还没有相关权威部门发布的针对热轧方矩形管的相应检测和验收标准;大部分的生产合同都是根据用户要求,按照生产厂与用户间的协议标准来执行的[7-8]。热轧方矩形管的常规几何尺寸及外形标准见表1;根据热轧方矩形管的不同用途,表1 中部分参数可与用户协商,并进行微调。

表1 热轧方矩形管的常规几何尺寸及外形标准
2000 年,包钢无缝钢管厂对Φ400 mm 自动轧管机组进行了改造,配套增加了三辊定径机,并且设计开发了双轴驱动四辊方矩形管机架。2012 年,包钢无缝钢管厂成功轧制出140 mm×140 mm 规格热轧方矩形管,其总体性能参数较好,具体几何尺寸检测结果见表2。

表2 140 mm×140 mm 热轧方矩形管几何尺寸检测结果
目前,Φ400 mm 自动轧管机组已经成功轧制出140 mm×140 mm、150 mm×160 mm、145 mm×145 mm、175 mm×175 mm、200 mm×200 mm 等规格热轧方矩形管,而且轧制效果都比较理想。
2.2 几何尺寸控制
2.2.1 壁厚和边长
采用不同壁厚Φ219 mm 热轧圆管生产150 mm×160 mm 热轧方矩形管,其几何尺寸见表3。
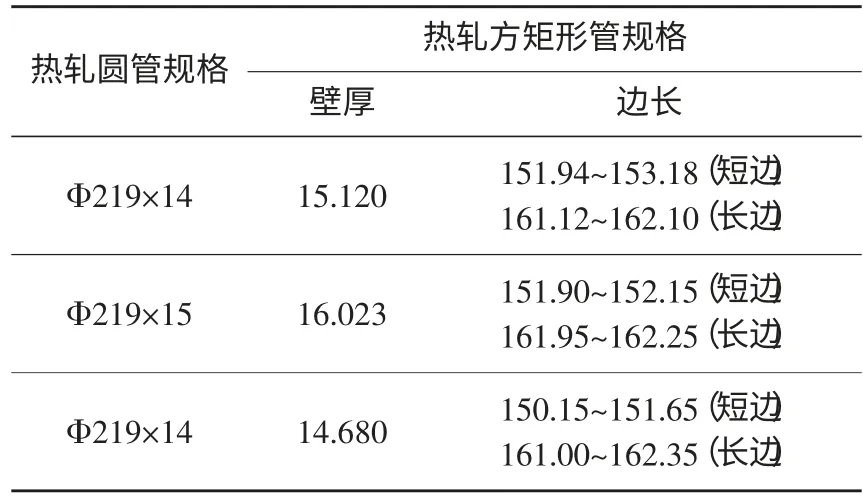
表3 Φ219 mm 热轧圆管生产的150 mm×160 mm热轧方矩形管的几何尺寸 mm
从表3 可以看出:150 mm×160 mm 热轧方矩形管的边长满足用户要求,但壁厚未完全满足用户要求(客户要求壁厚按照负偏差控制)。造成壁厚不能满足客户要求的主要原因是:Φ219 mm 热轧圆管经过减径变形成型为150 mm×160 mm 热轧方矩形管,按照周长计算其总减径率为9.84%,壁厚的增厚值要比原三辊定径机(德国设计)的壁厚增厚值大0.2~0.4 mm。也就是说,如果按照负偏差来控制热轧方矩形管的壁厚,定径之前的热轧圆管壁厚必须要满足公式:热轧方矩形管成品壁厚-三辊定径机理论增厚值-0.4 mm=热轧圆管壁厚[9]。
因此,需对热轧圆管的壁厚进行调整,使得轧制出的热轧方矩形管壁厚达到客户要求。目前,包钢无缝钢管厂已经摸索出几种热轧方矩形管能够达到壁厚负偏差要求的热轧圆管壁厚控制标准。
2.2.2 圆角半径
选取18 个点,测量参数调整前200 mm×200 mm×20 mm 热轧方矩形管的外圆角角度,具体见表4。从表4 可以看出:200 mm×200 mm×20 mm 热轧方矩形管的外圆角角度不稳定,部分值偏大,相应的造成对应圆弧的长度增加,不能达到客户要求。而外圆角角度是热轧方矩形管相比其他方式生产最难控制的特征尺寸。

表4 参数调整前200 mm×200 mm×20 mm热轧方矩形管的外圆角角度 (°)
因此,进行以下调整:①定径机的精轧圆孔型与方矩形管孔型的过渡,将原设计的1.0%的圆方孔型之间的减径率修改为不按照减径率控制,而是按最后一个机架圆孔型的周长要近似于热轧方矩形管的周长来设计;②将热轧方矩形管的定径后终轧温度由原来的800 ℃修改为850 ℃。
参数调整后再经过几次试轧,检测参数调整后200 mm×200 mm×20 mm 热轧方矩形管的外圆角角度,具体结果见表5。可以看出:参数调整后,由于圆孔型和壁厚的变化,热轧方矩形管外圆角角度变小,相应的圆弧长度缩短,外圆角角度和圆弧长度基本达到客户要求。

表5 参数调整后200 mm×200 mm×20 mm热轧方矩形管的外圆角角度 (°)
2.2.3 边的凹凸度和弯曲度
目前,国内针对大规格方矩形管的生产一般采用直接成方方法,但有以下难点[10-11]:
(1) 侧边成型失稳和轧辊线速度差值较大。大规格方矩形管的侧边较长,侧边成型失稳的临界力随着边长增加迅速变低,失稳造成侧边内凹,产品尺寸精度差。
(2) 成型速度慢;200 mm 以上边长在成型升角超过30°时,平辊/立辊与管体表面的线速度差值迅速增大,导致管坯表面擦伤;壁厚超过12 mm时,实弯上辊辊角的成型压力大,轧辊磨损快。
因此,包钢无缝钢管厂重点对大规格热轧方矩形管的侧边成型失稳问题进行攻关,主要调整了四辊方矩形管的机架孔型(调整方案在2.3 节中),以及圆孔型与方孔型之间的过渡。经过上述调整,150 mm×160 mm、200 mm×200 mm 热轧方矩形管的侧边凹凸度分别见表6~7。
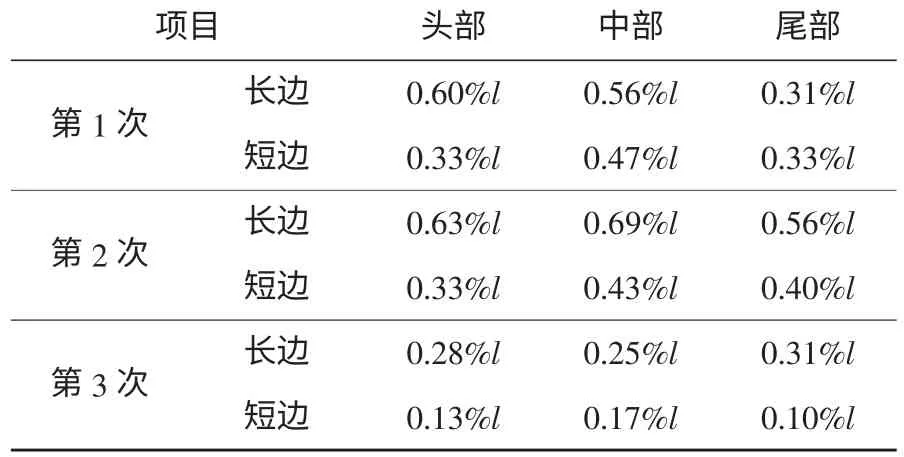
表6 150 mm×160 mm 热轧方矩形管的侧边凹凸度mm

表7 200 mm×200 mm 热轧方矩形管的侧边凹凸度mm
由表6~7 可知:3 次生产的150 mm×160 mm热轧方矩形管凹凸度均达到客户要求,并且第3 次轧制生产的凹凸度最小;但在生产200 mm×200 mm 热轧方矩形管时,立边的凹凸度明显过大。
由于3 次轧制的150 mm×160 mm 方矩形管均采用矫直机进行矫直,其整体直度能够达到客户要求(∧1 mm/m)。
2.3 机架孔型匹配情况
Φ400 mm 自动轧管生产线采用了不可调式三辊定径机,各机架间的孔型匹配方式是经过德国Meer 公司提供的CARTA 孔型计算系统计算得出的,原则上各机架间的减径率控制在3%以下,以满足轧制45 mm 以下各类壁厚无缝钢管的工艺要求[12]。但是在轧制150 mm×160 mm 方矩形管时发现,圆管到方管的变形,前面的圆孔型需要较大的单机架减径率,而变形到达方孔型时,最后一个机架圆孔型到方矩形管孔型的过渡不能过于剧烈,并且力求最后一个圆孔型的周长近似于最终方矩形管的周长,这样才能保证圆孔型和方孔型各个机架的孔型充满良好,成品形状符合要求。
表8 是4 次轧制150 mm×160 mm 热轧方矩形管时,方矩形管孔型机架前圆孔型的匹配情况。其中,第4 次的孔型状况保证了方矩形管的变形稳定、产品外形良好,尤其是方矩形管的4 个角部,其过渡均匀(避免应力集中),满足用户的使用要求。

表8 生产150 mm×160 mm 热轧方矩形管时圆孔型的排列情况(孔型尺寸) mm
在轧制方矩形管时,为了使孔型充满良好,以保证各边的凹凸度、外圆角半径都能达到要求,需进行以下调整:①使定径机圆孔型各机架间的单机架减径率达到3.00%(如果圆孔型的单机架减径率在3.00%以下,但方矩形管的外圆角和弧长过大,外圆角角度在30°以上,则能难保证方矩形管的几何尺寸满足要求);②力求最后一个机架圆孔型到方矩形管孔型间的过渡只有形状变化,而不进行减径,以保证方矩形管的关键几何尺寸满足要求;③原设计的方矩形管机架为两个机架,在方变方的过程中,变形过于剧烈,难以保证方矩形管成品的抗侧边成型失稳和圆角精度,必须增加机架数。
因此,对生产200 mm×200 mm 热轧方矩形管的后续几个方矩形机架的变形进行模拟(设定为3个道次)。200 mm×200 mm 热轧方矩形管轧制数值模拟参数见表9,轧制数值模拟形状如图1 所示。

表9 200 mm×200 mm 热轧方矩形管轧制数值模拟参数mm

图1 200 mm×200 mm 方矩形管轧制数值模拟形状
综上所述,针对热轧方矩形管4 个侧边凹凸度过大的问题,尤其是大直径方矩形管(200 mm×200 mm 以上规格),可进行以下调整:
(1) 调整方矩形管精轧机架(成方机架)的4 个成型辊,将其辊面弧度半径由原来的3 000 mm 改为4 152 mm,力求减小最后一个成型机架的侧面形变量,降低侧边成型失稳的可能性。
(2) 最后一个圆孔型机架的孔型与第一个方矩形管孔型的过渡,要采用周长匹配的方法来设计。
(3) 减小每一个方矩形管机架之间的变形量,即在圆孔型机架后搭配3~4 个方矩形管机架,以解决侧边凹凸度过大和圆角精度较差的问题。
对于方矩形管的成型方法,圆成方工艺优于直接成方焊接工艺。而在圆成方工艺中,四辊成型又优于箱式孔型成型:四辊成型的加工范围大于箱式成型,成型产品的表面质量(表面划伤等缺陷少)优于箱式孔型,成型力比箱式孔型成型的小很多。另外,随着变形的深入,辊面上的曲率逐渐增大,弧面深度减小,反映在弧面上的接触速差越来越小,这对于母材变形十分有利[11]。
3 性能控制
用户对不同用途的方矩形管的性能要求也不相同,在实际生产过程中可以通过调节钢种化学成分、轧后冷却速度、变形分配等方式进行控制。例如,Q345B 钢种、150 mm×160 mm×16 mm 规格方矩形管作为汽车用车桥用管时,用户要对该方矩形管进行二次变形加工,所以要求降低该产品的轧后硬度和屈服强度。
包钢无缝钢管厂Φ400 mm 自动轧管机组生产Q345B 钢种、150 mm×160 mm 规格方矩形管3 次,在钢种成分方面,后两次轧制钢管的w(C)、w(Mn)由原来的0.16%、1.44%均给予适度降低,以满足产品对于硬度和屈服强度的要求。
经测试,包钢无缝钢管厂3 次生产的热轧方矩形管的屈服强度为384~415 MPa、抗拉强度为547~580 MPa、伸长率为25.0%~28.5%,满足客户要求(屈服强度≥345 MPa、抗拉强度≥510 MPa、伸长率≥21.0%)。虽然轧态硬度高于客户要求的(130±10)HBW,但是3 次生产的方矩形管硬度在逐步降低:第1 次生产的方矩形管的硬度为165~175 HBW,热处理后硬度为143~146 HBW;而第3 次生产的方矩形管的平均硬度为153 HBW(热处理后硬度可降低为130~135 HBW),说明第3 次生产的方矩形管经热处理后,其硬度已经能够满足用户要求。
因此,控制热轧方矩形管硬度、屈服强度等性能参数较可行的办法是:逐步降低C、Mn 含量,轧后在线空冷,减小轧制过程中的冷却水量;同时,强化控制来料圆管的内外表面缺陷。
4 结 论
(1) 包钢无缝钢管厂开发200 mm×200 mm、150 mm×160 mm、140 mm×140 mm 等规格热轧方矩形管的工艺匹配方式、孔型设计、性能控制等是可行的,可应用到其他规格方矩形管的生产中。
(2) 合理控制圆管的壁厚、外径稳定性,定径机圆孔型与方管孔型的变形量分配、方矩形管孔型的辊面弧度设计、轧制温度等,才能保证方矩形管成品具有良好的壁厚、圆角半径、直度、外表面、表面凹凸度等几何参数。
(3) 根据用户的需求选择合适的钢种,控制好C、Mn 含量,优化冷却速度,才可保证热轧方矩形管的机械性能满足使用要求。
(4) 目前,包钢无缝钢管厂的Φ400 mm 自动轧管机组可以轧制生产Φ219 mm、Φ273 mm、Φ325 mm、Φ377 mm、Φ426 mm 等5 个系列成品圆管;因此可连线生产的方形管规格覆盖140 mm×140 mm~320 mm×320 mm,矩形管规格覆盖180 mm×100 mm~360 mm×320 mm,且已经实现了在线批量生产。
[1] 张利民,刘畅泉,潘燚. 国内方矩形管市场前景分析[J]. 中国钢铁业,2004(12):34-36.
[2] 丁国良. 钢结构方矩形钢管的市场与技术探讨[J]. 焊管,2005,28(4):6-8.
[3] 秦宵堂,刘文博. 发展方(矩)形钢管在结构工程中的应用[C]//2001 年管结构技术交流会论文集,2001.
[4] 刘琼祥,刘臣. 方矩管的生产及在我国民用建筑中的应用[J]. 国外建材科技,2002,23(3):81-82.
[5] 李霞. 方矩管市场稳步运行[N]. 现代物流报,2007-10-10.
[6] 宋铁军,王天成,陈维津. 包钢Φ400 mm 自动轧管机组的技术改造概况[J]. 钢管,2001,30(3):36-38.
[7] 张军. 方矩管成型质量分析[C]//第十二届北方钢管技术研讨会论文汇编,2008:49-51.
[8] 金奎文. 高精度不锈钢尖角方矩形管的生产技术[J]. 焊管,2008,31(4):57-59.
[9] 曹国富,卢启威. 方矩管管壁增厚的原因分析[J]. 焊管,2010,33(7):55-59.
[10] 朱剑明,吕晟. 方矩管直接成方原理及成型工艺[J].焊管,2011,34(7):38-43.
[11] 高光祖. 方矩形管直接成方工艺[J]. 焊管,1999,22(4):50-52.
[12] 张丽萍,马越. 包钢生产热轧无缝方管的工艺设计[J].包钢科技,2005,31(增刊):33-35.
猜你喜欢
疯狂英语·初中版(2023年5期)2023-06-01 13:52:49
山东冶金(2022年4期)2022-09-14 08:58:02
钢管(2021年2期)2021-11-30 02:11:01
四川冶金(2021年6期)2021-02-15 06:58:52
钢管(2020年5期)2020-12-22 05:57:40
制造技术与机床(2017年6期)2018-01-19 02:41:06
中国卫生(2016年8期)2016-11-12 13:26:50
天津城建大学学报(2015年5期)2015-12-09 01:26:50
橡胶工业(2015年6期)2015-07-29 09:20:32
安徽工业大学学报(自然科学版)(2014年4期)2014-07-11 01:45:48
