中碳调质钢焊接中的问题及工艺措施
2015-04-16 07:11:48史献营
新技术新工艺 2015年7期
史献营
(中航工业沈阳发动机设计研究所,辽宁 沈阳 110015)
中碳调质钢由于具有较好的综合力学性能而获得广泛应用,大量应用于航天、航空、船舶、兵器和机械等行业的重要零件。很多零件采用了焊接结构,其焊缝质量是影响零件质量的关键,而影响中碳调质钢焊缝质量的缺陷是焊接裂纹与热影响区的脆化和软化;因此,中碳调质钢焊接中控制裂纹的产生、脆化和软化组织的出现,是提高焊接质量的核心问题。
1 中碳调质钢的焊接性能及种类
中碳调质钢是在中碳钢的基础上加入Mn、Si、Cr、Ni及Mo、W、V、Ti等合金元素,使钢的淬透性和回火稳定性大大增强,调质处理后,钢的强度与韧性都有提高,从而获得了较好的综合力学性能,强度高达833~1 568 MPa。中碳调质钢的w(C)=0.25%~0.50%,随着合金元素Mn、Cr、Mo、V和Ni的加入,使碳当量增大,钢的焊接性能变差,焊接难度增大。中碳调质钢的种类有:40Cr、40CrMoA、35CrMoA、35CrMoVA、30CrMnSiA、30CrMnSiNi2A、40CrMnSiMoVA、40CrNiMoA和34CrNi3MoA等。
2 中碳调质钢焊接中的问题
2.1 焊接中焊缝出现热裂纹
中碳调质钢含碳量及含合金元素量较高,焊缝凝固结晶时,固—液相温度区间大,结晶时间相差很大,先结晶的固相金属较纯,后结晶的金属含杂质多,易形成低熔点共晶体,在拉应力作用下产生裂纹,由于它是金属在结晶过程中产生的裂纹,所以称为热裂纹。其中,元素S、P与Fe易形成低熔点共晶体,金属中的高含碳量使低熔点共晶体加剧,元素Si、Ni、S和Cu都有增大热裂纹的倾向。焊接中带入的H不能完全逸出,集聚凝固在晶粒边缘,残留在马氏体中也诱发结晶裂纹。焊缝中晶粒的大小形态对抵抗裂纹有影响,晶粒越粗大,柱状晶粒方向明显越易产生裂纹[1]。
2.2 焊接中焊缝出现淬硬性与冷裂纹
中碳调质钢含碳量较高,焊缝和热影响区冷却时其组织可转变成马氏体,中碳调质钢中的合金元素使钢的淬透性增强,更促使焊缝热影响区向马氏体转变,脆硬的马氏体在冷却后很容易出现裂纹。钢碳当量越高,淬透性越好,焊接裂纹倾向也越大。冷裂纹一般发生在热影响区和厚板多层焊接中,发生在拘束度较大的T形、角形和十字形焊缝应力集中区域,裂纹可沿晶向扩展,也可穿晶扩展。裂纹出现在母材与焊缝交界处,一般与焊道平行,也可出现在焊道下面或焊缝根部。
2.3 焊接中焊缝与热影响区的脆化与软化[2]
焊缝与热影响区脆化,中碳调质钢由于含碳量较高,合金元素较多,马氏体转变温度低,无自回火过程,有相当大的淬硬倾向,因而在焊缝与热影响区容易产生大量脆硬的马氏体组织,导致焊缝与热影响区脆化。生成的高碳马氏体越多,脆化越严重。
焊缝的热影响区软化,中碳调质钢在调质状态焊接时,被加热到调质处理回火温度以上的区域,出现强度和硬度均低于母材的软化区。如果焊后不再进行调质处理,该软化区可能成为降低焊缝强度的薄弱区。中碳调质钢的强度级别越高,软化问题越突出。母材焊前所处的热处理状态不同,软化区的温度范围和软化程度也有很大差别。低温回火的钢材,对于母材的软化程度也大。焊接方法的不同,软化变化也不同,气焊与电弧焊40Cr钢软化示意图如图1所示,气焊比电弧焊的软化区宽得多。从韧性方面考虑,过热区是焊缝中最薄弱的部分;从强度方面分析,软化区是焊缝中最薄弱的环节。
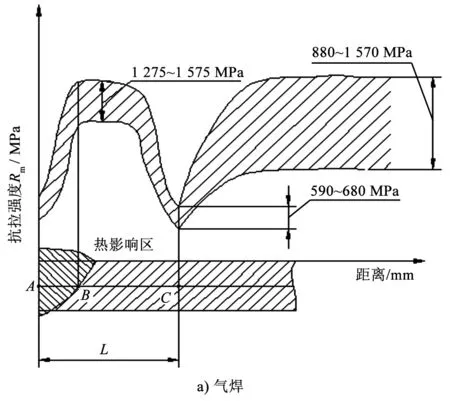
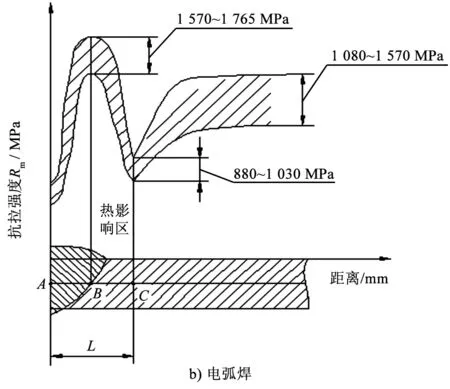
图1 40Cr钢在调质状态焊接强度变化图
3 中碳调质钢的焊接工艺要点
焊缝的质量评价标准是焊缝的力学性能与使用性能不低于母材,要想得到中碳调质钢优质的焊缝,必须制定正确的焊接工艺。
1)中碳调质钢通常应在退火(或正火)状态下焊接[3]。焊前预热焊后调质处理是中碳调质钢焊接的最佳方案。焊前预热的目的是减缓焊缝与热影响区的冷却速度,控制热裂纹与冷裂纹的形成条件,避免热裂纹与冷裂纹的形成,减小淬硬倾向。钢种强度级别越高,预热温度也越高。焊后热处理的目的是改善组织,提高韧性,减小淬硬性,降低残余应力防止冷裂纹的形成,使零件焊缝获得与母体一样的组织性能。大型零件焊接中还应增加层间退火,以保证焊缝质量。焊后热处理应在焊后立即进行,否则裂纹倾向增大。焊接中碳调质钢零件时,在焊接前应预留充足的机械加工余量,因为零件焊接中及热处理后将有较大的变形,待热处理后用机械加工的方式消除。此时焊接中所要解决的主要问题是裂纹,热影响区和焊缝的性能通过焊后调质处理来保证。
2)退火中碳调质钢焊接材料的选择。焊缝金属中的合金成分应与母材金属相近,经过热处理得到焊缝与母材一致的力学性能。焊缝金属应采用低碳低硅焊丝(焊丝中,w(C)≤0.15%),焊丝中w(S)和w(P)总和应≤0.025%。焊接中选用碱性低氢型焊条。
3)退火中碳调质钢焊接时,可适当提高预热温度和增加线能量,这样可延缓焊接冷却速度,从而降低裂纹倾向。对于厚母材采用多层焊,前一焊层是对后面焊层的预热,有利于防止裂纹。焊接中应填满弧坑并保持良好的焊缝成形,因为焊缝弧坑和焊缝凹下部位容易形成裂纹。焊接时应注意焊接顺序,尽量避免焊缝产生拉应力,以降低冷裂纹的产生。焊缝不允许有未焊透和咬边等缺陷,焊接缺陷可能成为裂纹或脆性断裂的根源。
4)焊前零件和焊丝应进行清理,除油、去锈,零件待焊处要打磨至露出金属光泽,用白细绢布蘸丙酮擦拭零件与焊丝。焊条应烘干处理,烘干温度为250~400 ℃,烘干后在大气中存放应≤0.5 h。
5)焊接环境。焊接应在室内进行,室内温度≥20 ℃,相对湿度≤60%,避免在有穿堂风的低温环境下施焊。
4 中碳调质钢调质后的焊接工艺要点
由于某些原因,有些中碳调质钢零件焊后不能进行调质处理,而在焊前进行了调质处理。此时,中碳调质钢焊接增大了热裂纹和冷裂纹的倾向,而且又增加了焊缝与热影响区的软化问题。焊缝及热影响区软化是中碳调质钢调质后焊接的首要问题,焊缝软化是目前没有办法解决的问题,只能采取一定的工艺措施进行限制,而不能消除。
1)中碳调质钢调质后焊接必须焊前预热,焊后回火处理。焊前预热温度应尽量低,使焊接时焊缝热影响区温度低,软化区域小。焊后回火可以改善组织,解决马氏体引起的硬化和脆化问题,控制裂纹的产生;但焊缝和热影响区软化引起的强度下降,在焊后不能调质处理的情况下是无法弥补的。焊后回火温度应比调质钢淬火后的回火温度至少低50 ℃。
2)中碳调质钢调质状态焊接材料的选择。由于焊后不再进行调质处理,焊缝金属成分可与母材有差别。为了防止焊接冷裂纹,可以选用塑性和韧性好的奥氏体焊条、镍基焊条及其焊丝和奥氏体不锈钢焊条与焊丝。
3)焊接方法。适当减小线能量,焊接热输入越小,加热和冷却速度越快,软化程度越小,软化区的宽度越窄。
4)40Cr钢调质状态用气焊焊接图如图1a所示,热影响区软化的抗拉强度降为590~685 MPa;40Cr钢调质状态用焊条电弧焊图如图1b所示,热影响区软化的抗拉强度为880~1 030 MPa。从图1可以看出,气焊的热影响软化区比电弧焊时宽得多,因此,焊接热源越集中,能量密度越高,对减少软化越有利。如采用等离子弧焊、电子速焊及氩弧焊的焊接方式较好,能使软化区域变窄,软化程度减小。
中碳调质钢在调质状态下焊接的其他要求与焊接退火中碳调质钢相同。
5 中碳调质钢焊接前预热温度、焊后处理温度及焊接材料
中碳调质钢焊接前预热温度、焊后处理温度及焊接材料见表1。
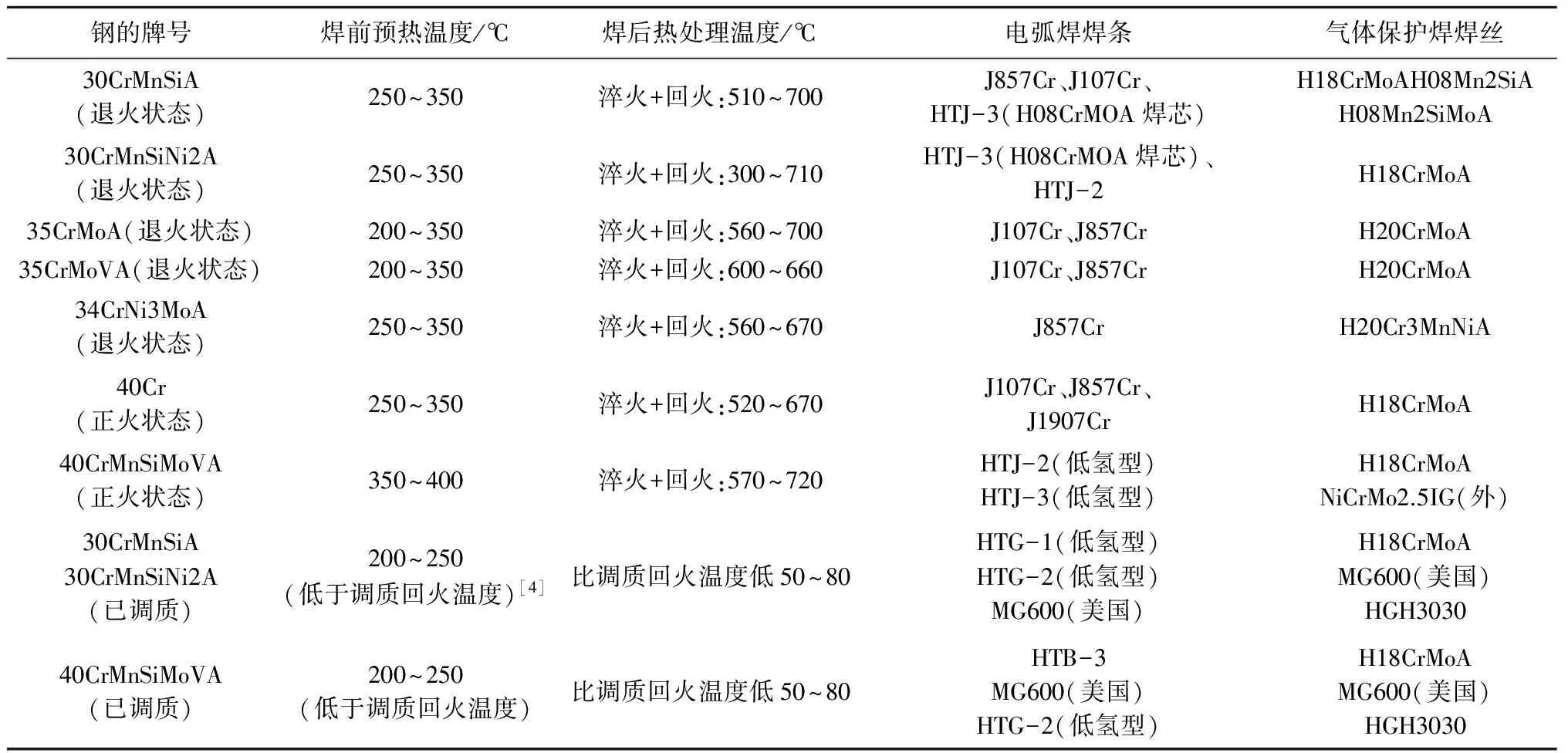
表1 几种中碳调质钢的焊前预热、焊后热处理及焊接材料表
6 结语
虽然中碳调质钢焊接性能差,但是只要掌握其焊接规律和特点,并根据不同的用处和不同的结构,就能制定合理的焊接工艺方案,正确选择焊接材料,从而焊接出优质零件。中碳调质钢的广泛推广和使用,可以在工农业生产中发挥巨大的作用。
[1] 《航空制造工程手册》编委会.航空制造工程手册/焊接[M]. 北京:航空工业出版社, 1996.
[2] 机械工程学会焊接学会.焊接手册[M].北京:机械工业出版社,1992.
[3] 中国航空工业总公司.HB/Z 5132—1979 30CrMnSiNi2A钢熔焊工艺[S].北京:中国航空综合技术研究所,1980.
[4] 中国航空工业总公司.HB/Z 5025—1977 航空结构钢的热处理[S].北京::中国航空综合技术研究所,1978.
猜你喜欢
昆钢科技(2022年2期)2022-07-08 06:36:32
环境工程技术学报(2022年3期)2022-06-05 07:20:42
山东冶金(2019年3期)2019-07-10 00:54:00
饲料工业(2016年1期)2016-03-22 03:14:39
中国资源综合利用(2016年8期)2016-01-22 07:29:28
油气田环境保护(2015年4期)2015-12-28 10:45:44
焊接(2015年11期)2015-07-18 11:12:46
焊接(2015年2期)2015-07-18 11:02:38
焊接(2015年8期)2015-07-18 10:59:13
现代企业(2015年5期)2015-02-28 18:49:54