
精锻机操作机旋转补偿系统工作参数的修正研究
2015-04-13 08:34唐海涛王彬鹏张果林
机电信息 2015年36期
周 兵 唐海涛 王彬鹏 张果林
(西安兰石重工机械有限公司,陕西 西安710065)
0 引言
精锻机(径向精密锻造机)开发于20世纪40年代,其中卧式精锻机用得较多,分为机械驱动和液压驱动两种形式[1]。目前奥地利GFM 和德国MEER 公司占据了主要市场,近年来我公司也成功研发出1.6MN 机械式精锻机,投入市场并获得了良好反响。
旋转补偿系统是精锻机操作机中最为重要的部分之一,其设计的合理与否、参数设计的合理与否将直接影响操作机的旋转频次以及旋转补偿系统的使用寿命。然而,在实际的设计过程中,液压元件、传动系统设计时所考虑的锻造过程的最恶劣工况与实际锻造出入很大,存在着大量的不合理参数,故需要一种实验方法来进行修正。
1 旋转补偿系统的主要参数和工作原理
操作机旋转参数如下:精锻机锻打频次f=250次/min;操作机旋转最大转速n=15r/min;皮带传动比i1=4;涡轮蜗杆传动比i2=30。
如图1所示,钳杆旋转补偿系统由上下两组传动链组成,上面一组“电机—皮带—蜗杆”为主传动部分,下面一组为从动部分。夹头在工作过程中,在轨道上始终匀速行走,在锻造回转体截面锻件时,工件和主机锤头接触时,工件必须停止旋转。但为实现高的锻造频次,电机带动的蜗杆在锻造过程中始终在转动,所以设置在蜗杆一端的油缸推动蜗杆移动,实现涡轮在短时间内停止转动,反方向的推动又能起到给钳杆旋转加速的作用。轴2上设置了飞轮,储存了动能,减少了钳杆旋转启停所需要的时间。
也正是由于油缸和电机还有飞轮同时为钳杆旋转的启动、制动提供能量,哪一部分提供了多少能量还无法通过现有的研究计算出来,也就是说,钳杆旋转启动、制动的时间无法通过公式准确计算出来,只能通过现场调试时进行修正设定,而进行的修正必须满足精锻机的使用要求以及设备使用寿命的要求。目前的研究并没有提出这个修正设定的具体方法,本文提出了一种通过实验的手段来进行旋转参数修正设定的方法。
2 旋转补偿系统工作时的能量分析
图2为钳杆旋转的工作周期图,0—t1为启动加速阶段;t1—t2为稳速旋转阶段;t2—t3为制动减速阶段;t3—t4为停止阶段。
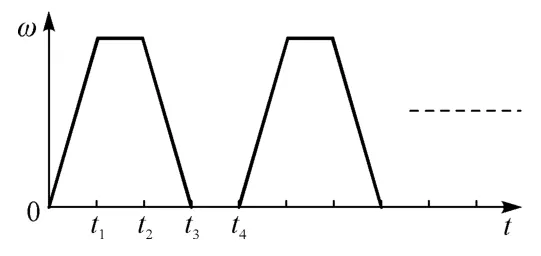
图2 钳杆旋转工作周期图
电机功率计算公式如下:

式中,P 为输入功率(W);U 为线电压(V);I(t)为随时间变化的电流(A);cosφ 为功率因数。
2.1 时间段0—t1
该阶段为启动加速阶段,在该阶段,转动的动能等于电机、油缸所做的功减去系统摩擦和阻尼。

式中,Ef1为轴承、蜗杆传动、皮带传动的摩擦和油缸运动的阻尼所消耗的功的总和;P(t)为液压缸的压力,通过压力传感器实时测量;A 为液压缸面积;V(t)为液压缸的速度,通过位移传感器实时测量;Ji为传动系统中旋转部件的转动惯量;ωi为角速度。
2.2 时间段t1—t2
该阶段为稳速旋转阶段,电机功率完全用到系统的摩擦和阻尼上。
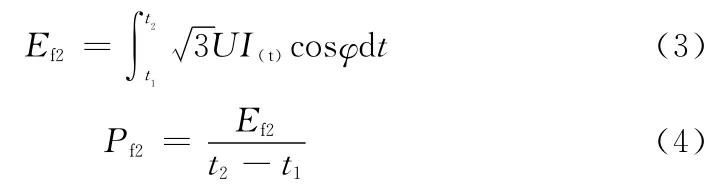
式中,Ef2为轴承、蜗杆传动、皮带传动的摩擦和油缸运动的阻尼所消耗的功的总和;Pf2为该段时间的平均功率。
2.3 时间段t2—t3
该阶段为制动减速阶段,油缸推力用于制动,蜗杆涡轮传动并未完全脱开,仍然有部分传动作用到涡轮上,因此该阶段,旋转电机仍在起反作用,直到蜗杆平移速度达到涡轮制动前圆周速度。
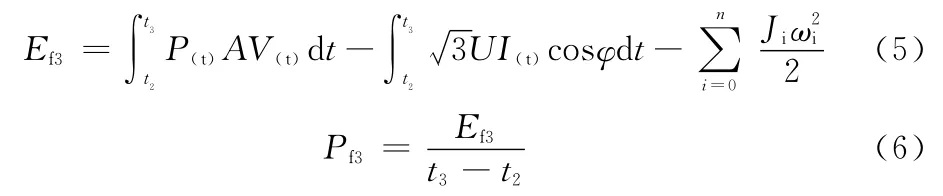
式中,Ef3为轴承、蜗杆传动、皮带传动的摩擦和油缸运动的阻尼所消耗的功的总和;Pf3为该段时间的平均功率。
2.4 时间段t3—t4
该阶段为停止阶段,蜗杆在轴向做匀速直线运动,电机所做的功只包括了油缸运动时的阻尼。
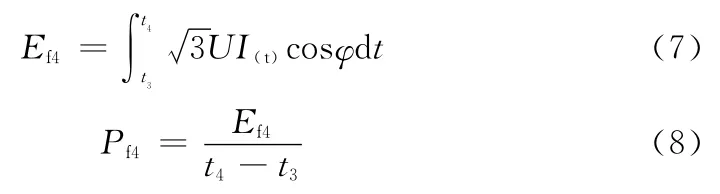
式中,Ef4为油缸运动的阻尼;Pf4为油缸运动所需的功率。
3 实验修正的基本方法
在操作机使用过程中,必须设定油缸工作压力P、流量Q、加减速时间……
在0—t1时间段,蜗杆和蜗轮面的摩擦力较大,损耗的能量也较大。经现场采集实验数据,当t1=t3-t2时:
故蜗杆推动油缸调定压力:
式中,S 为油缸平移行程。
在我公司设计制造的1.6MN 精锻机操作机中,经此实验设定:
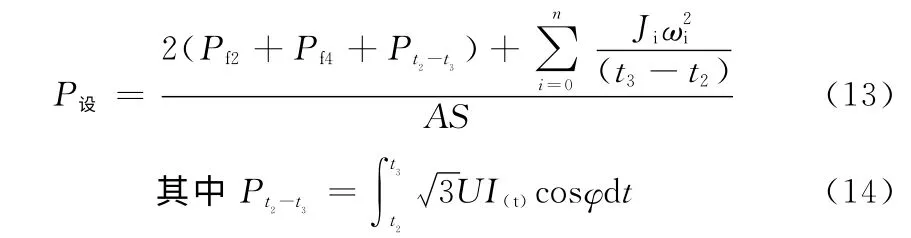
可以通过电表数据I(t)求出Pf2、Pf4、Pt2-t3,Ji则可通过设计时的数据计算得出,ωi通过编码器测量得到,由此可根据式(13)计算得出P设。
最后,经现场实验,得到蜗杆推动油缸调定压力P设=13.3 MPa,此压力下,机械系统噪音较小,液压系统油温较低,操作机运行平稳,符合精锻机锻造时的节拍要求。
4 结论
(1)针对精锻机旋转补偿系统中无法通过公式来计算油缸推动蜗杆所需要的压力,提出实验法来获得该压力值。
(2)该压力设定值为:
(3)1.6MN 精锻机操作机旋转补偿系统中蜗杆推动油缸压力设定在13.3 MPa时,操作机运行最为平稳,噪音小,系统发热小。
[1]晋鲁全.30MN 联动液压机[J].锻压机械,1989(4):39-40.
[2]成大先.机械设计手册:第5卷[M].4版.北京:化学工业出版社,2008.
猜你喜欢
汽车电器(2021年11期)2021-11-26
装备制造技术(2021年4期)2021-08-05
陕西理工大学学报(自然科学版)(2020年6期)2021-01-15
冶金设备(2020年2期)2020-12-28
设备管理与维修(2020年20期)2020-11-17
汽车电器(2019年9期)2019-10-31
经济技术协作信息(2018年20期)2019-01-19
纤维复合材料(2018年2期)2018-12-07
汽车电器(2018年1期)2018-06-05
锻压装备与制造技术(2015年2期)2015-06-26
