多用气压打孔器的创新设计
2015-04-12 09:21:22胡江平
时代农机 2015年12期
胡江平
(湖北工程职业学院,湖北 黄石 435000)
金属加工领域中,冲孔是指在板材上打出各种图形以适应不同的需求。由于现有的打孔器在加工高硬度小尺寸的胚件时,冲孔的边角容易卷边,毛刺在材料厚度的7%以上,需要人工进一步打磨除毛刺,加工效率低下。再者,现有的打孔器仅是模刀可拆卸,而连接柱头不可拆卸,加工不便利。
为解决现有技术所存在的技术问题,创新设计了一种多用气压打孔器。
1 新型多用气压打孔器的结构设计
多用气压打孔器由固定基座、驱动部、连接柱头、固定筒座、模刀、模筒等组成。图1为多用气压打孔器结构示意图,图2为立体结构分解示意图,图3为图2中A区域的细节放大示意图,图4为图2B区域的细节放大示意图,图5为图2中C区域的细节放大示意图,图6为图2中夹具凸块的立体结构示意图。
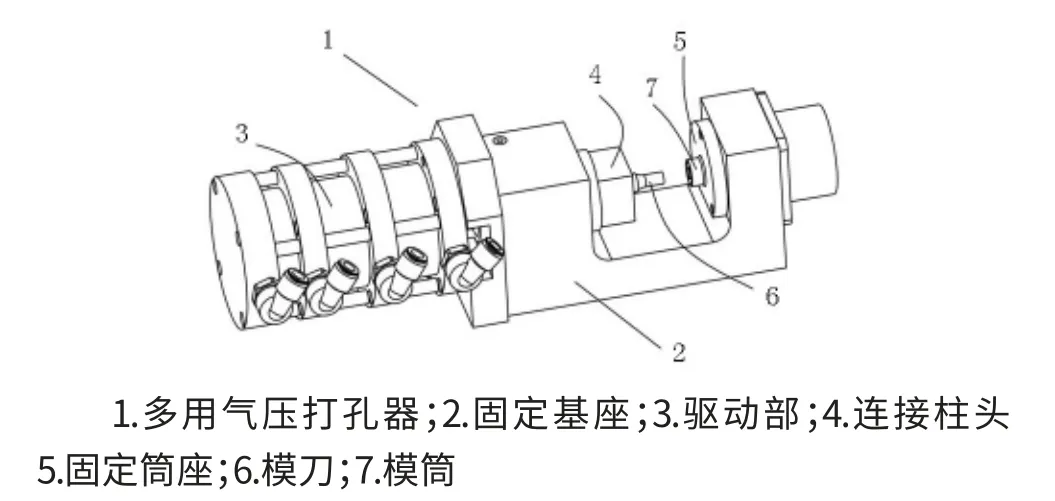
图1 多用气压打孔器的结构示意图

图2 立体结构分解示意图
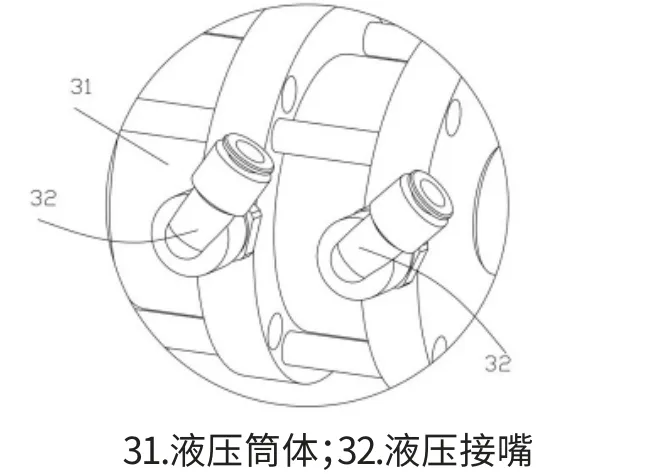
图3 A区域的细节放大示意图

图4 B区域的细节放大示意

图5 C区域的细节放大示意图

图6 夹具凸块的立体结构示意图
如图2至图6所示,固定基座2的尾部设有一驱动部3,该固定基座2的一端设有一中空的引导圆孔21,其另一端设有一柱状的固定筒座5,该固定筒座5的头部设有一模筒7。驱动部3包含一液压筒体31,液压筒体31的头部设有一可伸缩的液压柱头33,液压筒体31的侧壁上设有由液压接嘴32组成的液压接嘴阵列。液压柱头33的头部设有一圆盘状的连接盘头34,连接盘头34上设有一可拆卸的连接柱头4,该连接柱头4上设有一可拆卸的模刀6。
连接盘头34上设有4个盘头圆孔341,连接柱头4的外侧壁上设有一柱头通孔41,连接柱头4的内侧壁上设有4个柱头圆孔42。模刀6设置在柱头通孔41内,盘头圆孔341与柱头圆孔42通过销钉固定连接。液压接嘴32之间相互贯通。
2 新型多用气压打孔器的工作原理
在冲孔加工时,使用者将管状的胚件直接套到模筒7上,然后启动驱动部3上的液压接嘴32,使得液压柱头33推动连接柱头4,使得模刀6直接插入胚件中。液压柱头33继续推动连接柱头4,在模刀6的挤压下,使得胚件的孔径增大到预设的尺寸,完成冲孔作业。
由于采用可更换的连接柱头4和可更换的模刀6,使用者可以轻松更换模刀6,更换方便,加工便利。由于采用由液压接嘴32组成的液压接嘴阵列,驱动压力大,可靠性好,施力均匀,特别适合高硬度金属的冲孔加工,实用性强。
3 结语
作业时,新型多用气压打孔器利用可更换的连接柱头和可更换的模刀,加工方便。同时由于采用液压接嘴阵列,驱动压力大、可靠性好,毛刺可以控制在材料厚度的1%~3%内,提高了生产效率。
猜你喜欢
建材发展导向(2022年18期)2022-09-22 07:13:10
中国临床医学影像杂志(2022年6期)2022-07-26 07:17:04
辽宁师专学报(自然科学版)(2021年1期)2021-07-21 03:17:06
铜仁学院学报(2018年7期)2018-09-08 08:50:40
现代园艺(2017年22期)2018-01-19 05:06:57
中国稻米(2017年6期)2017-12-28 02:13:01
山东工业技术(2016年15期)2016-12-01 05:30:44
作物研究(2015年4期)2015-03-24 00:37:07
温州职业技术学院学报(2014年2期)2014-03-11 19:03:26
心脑血管病防治(2011年3期)2011-09-15 08:18:48