蒸氨装置中钛制换热器的设计
2015-04-12 01:20丁天栋
化工装备技术 2015年4期
王 奇 丁天栋
(宝钢工程技术集团有限公司)
煤焦化行业剩余氨水的主要成分有氨、硫化氢、氰化氢、苯酚及苯组烃等,介质成分复杂、毒性大、浓度高、生物降解困难。蒸氨就是利用蒸馏原理将剩余氨水中的氨分离出,同时也能除去部分氰化氢、硫化氢等有害物质。由于介质中氨与硫化物具有较强的腐蚀性,并综合考虑设备的检修费用及使用寿命,蒸氨装置换热设备材料选择钛材。由于钛和钛合金价格昂贵并且焊接条件要求较高,所以在结构设计上要综合考虑制造成本问题,设计时在满足工艺条件的情况下,尽量简化结构,使其易于加工、节省材料,并尽量减少焊接工作量。现以某焦化厂蒸氨装置中的氨冷凝冷却器为例,简单介绍钛钢换热器的设计。
1 钛制换热器的基本数据
该换热器采用卧式结构。从设备制造经济性上考虑,腐蚀性介质走管程。考虑管、壳程设计温差及钛换热管与钢筒体不同的线膨胀系数,换热管采用U形管结构。该换热器的基本数据如表1所示。
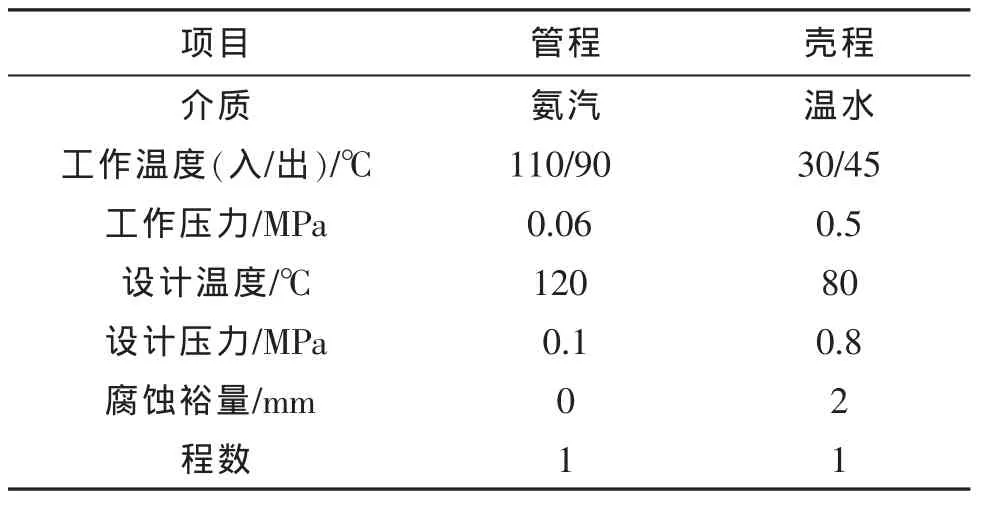
表1 设计条件
2 钛制换热器的选材
在氨腐蚀条件下,不锈钢等其它常用金属材料虽然也可以使用,但腐蚀速率比较高,使用寿命也较短,因此决定选用钛材。钛制换热器具有耐腐蚀性能好,使用寿命长,可靠性高,传热效率高,检修量及其费用少等优点。考虑经济合理性,该设备选用的材料如下:管箱短节和封头为TA2+Q345R复合板,壳程筒体为Q345R,换热管为TA2,管板为TA2+16MnⅡ。
3 钛制换热器的设计
3.1 钛材换热器设计注意事项
钛和钢不能直接熔焊。这是因为钛熔点高、导热性差、热容量小、电阻系数大,熔融钛高温停留时间长,冷却速度慢。因此,钛的焊接接头钝边间隙比其他金属小,而且容易形成导致焊缝脆化的金属间化合物。钛的断裂性和冲击韧性比较差,因而在设计时要保持焊接结构的连接性和焊缝的平滑过渡,避免出现应力集中。由于钛的黏结性,钻孔和攻丝是比较困难的,设计时应尽量避免设计过长的通孔或盲孔,在设备上尽可能避免攻丝。钛材对缺口的敏感性比较高,在设计零部件时,其表面必须光滑,不允许表面存在划伤等缺陷,焊缝必须采用焊透的对接接头,表面应尽量平滑。钛的塑性变形范围小,并且加工硬化现象明显,胀管时宜采用较小的胀管率。钛制零部件的翻边或弯曲宜采用较大的弯曲半径。
3.2 钛复合板间的焊接
由于铁等其他金属溶于钛焊缝中会形成硬而脆的金属化合物,极大地降低焊缝的塑性,因此在复层对接焊时应严防其他金属溶于钛焊缝中。钛钢复合板对接焊的焊接接头形式如图1所示。在焊接钛钢复合板时,应根据筒体内壁复层下料尺寸要求开环形槽,先焊接碳钢基层。基层焊缝经检验合格后,放置一块钛环板将环形槽填满,然后钛环板与复合层进行对接焊。为保证钛板的焊接质量,复合层外再加一块盖板搭接焊。此外,为保证钛焊缝的焊接质量,碳钢基层筒体组焊时错边量要小。
3.3 接管衬筒与复合板筒体间的焊接 [1]
在设计接管的衬筒时,应考虑留有衬筒相对运动的裕量,或筒体和接管的交接处应有一定的挠性。为避免在筒体截面上出现尖锐伤痕,避免接管和筒体复合层焊缝位于最大应力处以及解决不熔焊材料的焊接问题,应将接管衬筒与复合板筒体焊接结构设计成如图2所示的形式。复合板筒体的开孔以接管外径为准,将钢管与筒体基层相焊接。待这一焊缝检验合格后,利用热套或冷套方式装入钛接管,然后再进行衬里翻边及其与筒体复层的焊接。
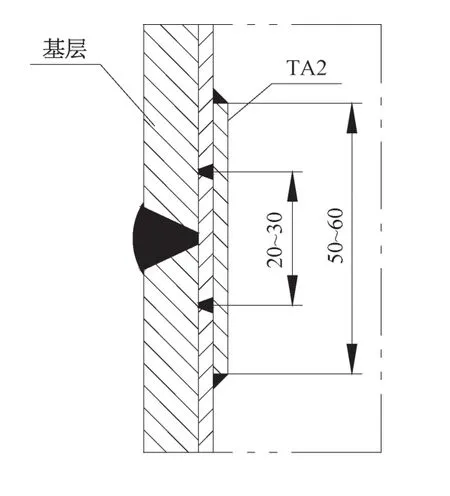
图1 复合板筒体对接焊的焊接结构
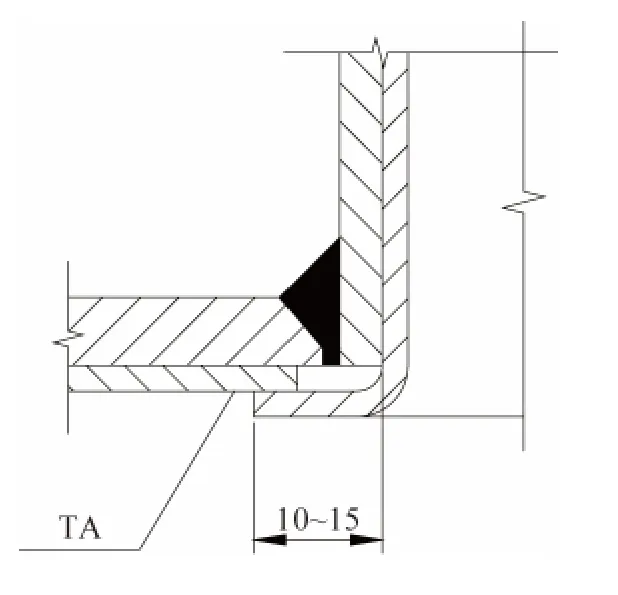
图2 接管衬筒与复合板筒体间的焊接结构
3.4 钛制筒体与设备法兰的连接
由于蒸氨装置的设计压力不大、设计温度不高,为了节省钛材料,设备法兰选用带焊环活套法兰,其结构如图3所示。设备法兰盘采用16Mn锻件,法兰密封面钢环采用TA2钛板。先将法兰盘加工出倒角,留出筒体和法兰密封环焊接的角焊接焊缝位置,然后将法兰盘套到筒体上,法兰盘与筒体间加密封垫片。将筒体和法兰密封环之间进行双面角接焊接。为了使法兰密封面有良好的密封性能,在筒体和法兰密封环焊接完成后再加工法兰密封面。为防止设备法兰在安装或检修时因没有固定而移动位置,导致设备法兰磕碰磨损,应在设备法兰背面筒体上焊接防落挡板且不少于2块。接管法兰的设计结构也采用类似于设备法兰的结构,不同的是接管法兰选用平焊环相对比较厚的标准平焊环松套管法兰,平焊环与接管焊接后密封面不需要加工。
3.5 复合管板与换热管的连接
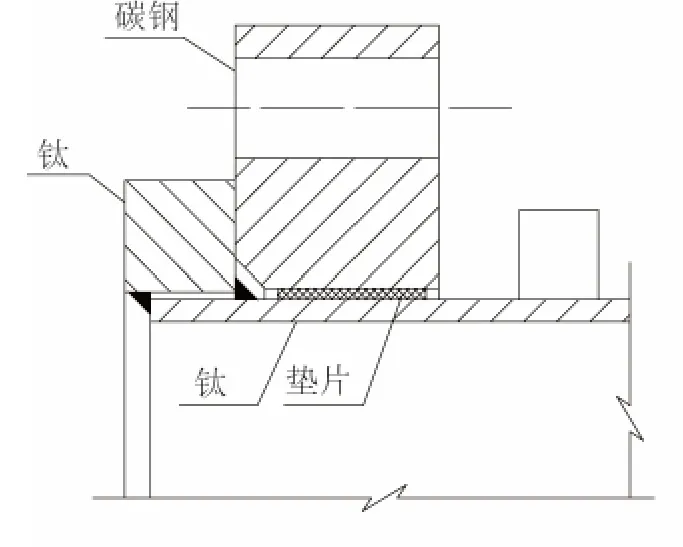
图3 钛制筒体与设备法兰连接结构
换热管材质选用TA2钛管。对于钛制换热器,随着温度的升高,管板与换热管的刚性将下降,热膨胀应力将增大,这时很容易引起接头脱落或松动,降低连接的可靠性。在某些腐蚀性介质中还会引起缝隙腐蚀,时间稍长就会破坏焊缝以至发生泄漏。由于钛的高延伸率和钛对缝隙腐蚀的敏感性,管子与管板的连接一般不单独选用强度胀接。在蒸氨装置中,换热管与管板的连接选用强度焊加贴胀的结构,如图4所示[2]。使用这种结构,不但可保证热换管与管板的可靠连接,减少缝隙腐蚀,而且还可减弱因振动而引起的对换热管的破坏。
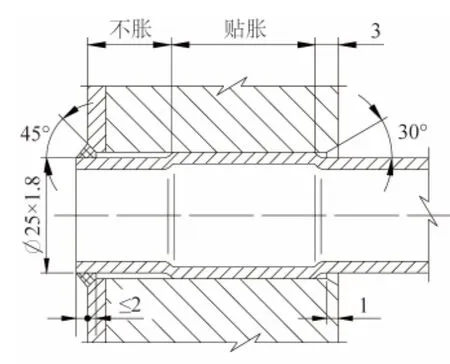
图4 复合管板与换热管的连接结构
3.6 管板的设计
由于腐蚀性介质走管程,从经济性考虑,管板宜选用复合管板。管板上的钛复层机加工后其厚度最小不得小于3 mm。复层的最小厚度必须保证在管板与换热管焊接时,基层金属不溶入钛焊缝中。当管板上开有分程隔板槽时,复层的最小厚度应适当增加。由于钛材屈强比比较大,延伸率和断面收缩率较低,钛管换热器的管板孔径应比碳钢和不锈钢管的孔径小。
3.7 折流板的设计
由于操作或热膨胀中的振动,换热管和折流板之间容易出现摩擦。当折流板间距很大时,薄壁换热管容易出现弯曲振动,因此折流板的间距应小到能够限制换热管的振动,从而消除摩擦。折流板管孔的两端应严格倒角,不能有锐角出现。管孔两端倒角采用圆滑过渡,否则换热管容易发生破坏。在高速流体作用时,换热管与折流板管孔的缝隙里液流高速度冲刷换热管会导致腐蚀加剧。因此设计折流板管孔时,既要避免缝隙过大产生换热管冲刷腐蚀,又要防止缝隙过小而与换热管产生摩擦。
4 设计中其他注意事项
(1)钛制压力容器强度设计计算中,双面焊或相当于双面焊的全焊透对接接头虽然经全部无损检测,但其焊接接头系数是0.95,而不是1.0[3]。
(2)由于钛与钢不能一起熔焊,复层钛与基层钢不能焊成一体,无法起到承受强度的作用,故在强度计算时不计入复层钛的厚度[4]。
(3)钛制换热器中,接管、补强圈与筒体或封头的角焊缝以及换热器管板与管子的连接焊缝,都应进行渗透检测。
(4)容器用钛其材料的供货状态均应为退火状态。
(5)由于U形换热管最内两侧的管子弯曲较大,因此其弯曲半径应适当加大,最内两侧的管壁也应适当加厚。
5 结语
由于钛材具有强度高、耐腐蚀性好、表面不易结垢等特点,以及钛材设备制造水平的不断提高,钛钢复合板换热器在蒸氨装置中的应用越来越广泛。目前,本文所述的钛制换热器已成功制造并应用于实际生产,完全满足生产工艺要求。
[1] 黄嘉琥,应道宴,王佩珍,等.钛制化工设备 [M].北京:化学工业出版社,2002: 109.
[2] 国家质量技术监督局.GB 151—1999管壳式换热器[S].北京:中国标准出版社,1999:69-70.
[3] 国家经济贸易委员会.JB/T 4745—2002钛制焊接容器[S].2002:160-161.
[4] 桑如苞,黄嘉琥,王荣贵,等.JB/T 4745—2002钛制焊接容器标准释义 [M].昆明:云南科技出版社,2003:24.
猜你喜欢
工程与建设(2019年1期)2019-09-03
中国特种设备安全(2019年3期)2019-04-22
制造技术与机床(2018年8期)2018-10-09
海峡科技与产业(2017年6期)2017-07-01
广西林业科学(2016年1期)2016-03-20
焊接(2016年6期)2016-02-27
焊接(2015年7期)2015-07-18
焊接(2015年7期)2015-07-18
科技视界(2014年1期)2014-07-28
中国氯碱(2014年11期)2014-02-28