
三销式叶片装配工艺研究
2015-04-10 09:52:16刘俊峰
机械工程师 2015年8期
刘俊峰
(哈尔滨汽轮机厂有限责任公司,哈尔滨 150046)
三销式叶片装配工艺研究
刘俊峰
(哈尔滨汽轮机厂有限责任公司,哈尔滨 150046)
主要介绍了三销式叶片装入轮槽的工艺装配方法,并且制定了销孔加工应遵循的步骤及选配销钉所采用的工艺方法。
三销式叶片;装配;折向钻;敛缝
0 引言
三销式叶片是我厂生产的机组中常见的一种叶片,其结构组成是3个叶身共有1个叶根,其主要特点是结构紧凑、刚性强、抗冲击性能及耐高温高压性能较好,故常用于300 MW、600 MW汽轮机机组高转子调节级。本文对三销式叶片的具体装配步骤作一介绍。
1 装配前的装备
1)将转子两轴径处装上轴颈保护套后吊装于滚轮支架上,调整滚轮支架中心高度,确保转子处于水平状态,使转子在装配过程中不发生轴向窜动。
2)清理高压转子调节级轮槽。
3)叶片组由叶片转运箱中取出,清理后按叶片组上已标记的顺序号排放于钳工平台上,注意搬运过程中不能损伤动叶片。
4)在每个叶片组进汽侧叶根端面和叶冠围带上用划线工具划出径向线。
5)在转子调节级叶轮进汽侧端面上,按图纸要求划出内、外圈销钉孔中心节圆线。如图1所示。
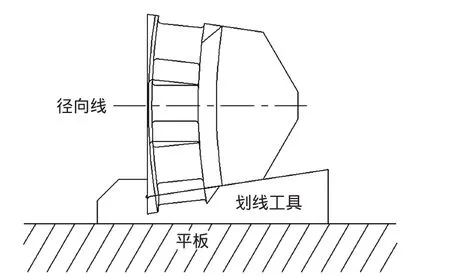
图1
2 叶片组的装配
1)在12点位置将第一组叶片组插入轮槽,并用П形夹具固定,使叶片组叶根槽底与叶轮外圆接触,用П形夹具顶部螺钉顶紧叶片组,检测各处间隙确认符合装配图要求。
2)每装好一个叶片组应将转子转一个叶片组的径向角,使下一个叶片组在装配时处于12点位置。按叶片组顺序号依次将叶片组装入轮槽,并同时在叶根径向面间、自带围带间垫入厚度为0.373~0.511 mm的纸片,以保证装配间隙要求,检测各处间隙确认符合装配图要求。
3)当装配第6个叶片组时,按步骤1)的操作方法,检测叶片组各处间隙确认符合装配图要求。
4)在两个П形夹具之间用钢丝绳和紧线器将其余叶片组箍紧,使已经装入的叶片组不致移动或脱落。
5)按照步骤2)装配其余叶片组,当分别达到第11个、第16个叶片组时,按照步骤3)、4)进行装配。
6)将未装叶片组的轮缘约90°缺口转到顶部位置。准备装入剩余叶片组。
7)在装配最后几组叶片组时,应预装叶片组后测出径向面总间隙,再确定每两个叶片组间的纸片厚度能否符合0.373~0.511 mm要求,否则要通过调整已装入叶片组间的垫片厚度,或修磨叶片组径向面,使所有径向面间隙符合0.373~0.511 mm要求。叶片组径向面修磨时,背弧径向面修磨量不大于0.38 mm。
8)在П形夹具与叶顶之间穿入钢丝绳,并连接紧线器,整圈箍紧所有叶片组,同时依次打紧每个叶片组,边打紧叶片组,边用紧线器拉紧钢丝绳箍紧所有叶片组,直至叶片组敲击声清脆响亮为止。
9)在检查员检查合格后,拆掉П形夹具,准备钻、扩、铰销孔。
10)将每个叶片组上的径向线引到叶轮进汽侧端面上,按图纸要求划出各叶片组内、外圈销孔中心线、孔线。在每个销孔中心位置用冲头打定心孔。
3 钻、扩、铰销孔
1)吊折向钻到转子调节级进汽侧,主轴对准叶轮进汽侧端面,调整加工高度。
2)检查设备润滑、运动等处于正常工作状态。用转子外圆和叶轮端面校正折向钻孔设备,使主轴在水平和垂直方向偏差小于0.02/200。
3)固定折向钻孔设备。调整转子和折向钻使主轴中心对准要钻孔的定心孔。
4)用固定装置将转子固定,防止转子在加工过程中转动和窜动。
5)钻、扩、铰销孔,尺寸满足图纸要求。
6)重复执行步骤2)~步骤5)完成其余销孔加工。
7)所有销孔清理、去毛刺、擦净、吹干。
4 配装销钉
1)按叶片组序号递增方向对销孔进行编号,测量并记录每个销孔的直径。
2)按照实测尺寸配磨定位销,保证定位销与销孔的配合间隙,配磨好后定位销上按孔号做对应标记。
3)复检对应编号的销孔与定位销直径尺寸,保证配合间隙,清理销钉,将其放入干冰盒内冷却后,按照对应编号将定位销装入销孔,敲击定位销使定位销端部与销孔台阶接触。
4)待工件恢复室温后,检查员检查确认定位销与销孔的配合符合间隙要求。否则必须更换定位销,重新配定位销。
(编辑 昊 天)
TK269
B
1002-2333(2015)08-0261-02
刘俊峰(1987—),男,工程师,从事汽轮机产品机械加工制造及装配工作。
2015-03-12
猜你喜欢
机床与液压(2023年1期)2023-02-03 04:57:52
城市轨道交通研究(2022年2期)2022-11-18 09:45:42
建筑机械化(2021年9期)2021-09-30 08:52:08
水泵技术(2021年3期)2021-08-14 02:09:26
装备制造技术(2021年1期)2021-05-21 07:54:52
哈尔滨轴承(2021年4期)2021-03-08 01:00:48
装备制造技术(2020年9期)2021-01-26 00:15:30
制造技术与机床(2017年6期)2018-01-19 02:40:54
制造技术与机床(2017年10期)2017-11-28 05:20:46
光学精密工程(2016年6期)2016-11-07 09:07:41
