
基于FLUENT 的高效铣床除尘系统吸风罩优化设计*
2015-04-08 02:03林钰珍徐文俊
制造技术与机床 2015年6期
林钰珍 陈 澜 杨 帆 徐文俊
(①衢州职业技术学院机电工程学院,浙江 衢州 324000;②浙江万里扬变速器股份有限公司,浙江 金华 321042)
随着机械干加工技术(干切、干铣、干磨等)的推广,干加工粉尘问题也逐渐凸显。机械干加工粉尘扩散后不仅危害人体健康,还会影响加工设备和加工质量。为了对机械干加工粉尘进行控制和处理,就要配置通风除尘系统。吸风罩在通风除尘系统中处于前沿阵地,它主要借助于风机在罩口造成一定的吸气速度而有效地将生产过程中产生的粉尘和有害气体吸走,吸风罩设计是否正确、合理对整个除尘系统的效率有着至关重要的影响。本文以设计具有高吸附效果的卧式铣床除尘系统的吸风罩为目的,提出一种利用FLUENT 软件对除尘系统吸风罩进行优化设计的方法。设计中考虑了干铣削加工时气流速度场的分布情况,所设计的3 种吸风罩具有相同的罩口尺寸、连接管口尺寸、安装尺寸和连接管口风速,而除尘系铣扩散角分别为40°、50°和60°。通过对3 种吸风罩所产生的抽吸气流速度场进行对比,优选出其中的一种作为卧式铣床的吸风罩。其研究成果对提高吸风罩这类产品的工作效率都具有参考价值。
1 粉尘扩散与吸收机理
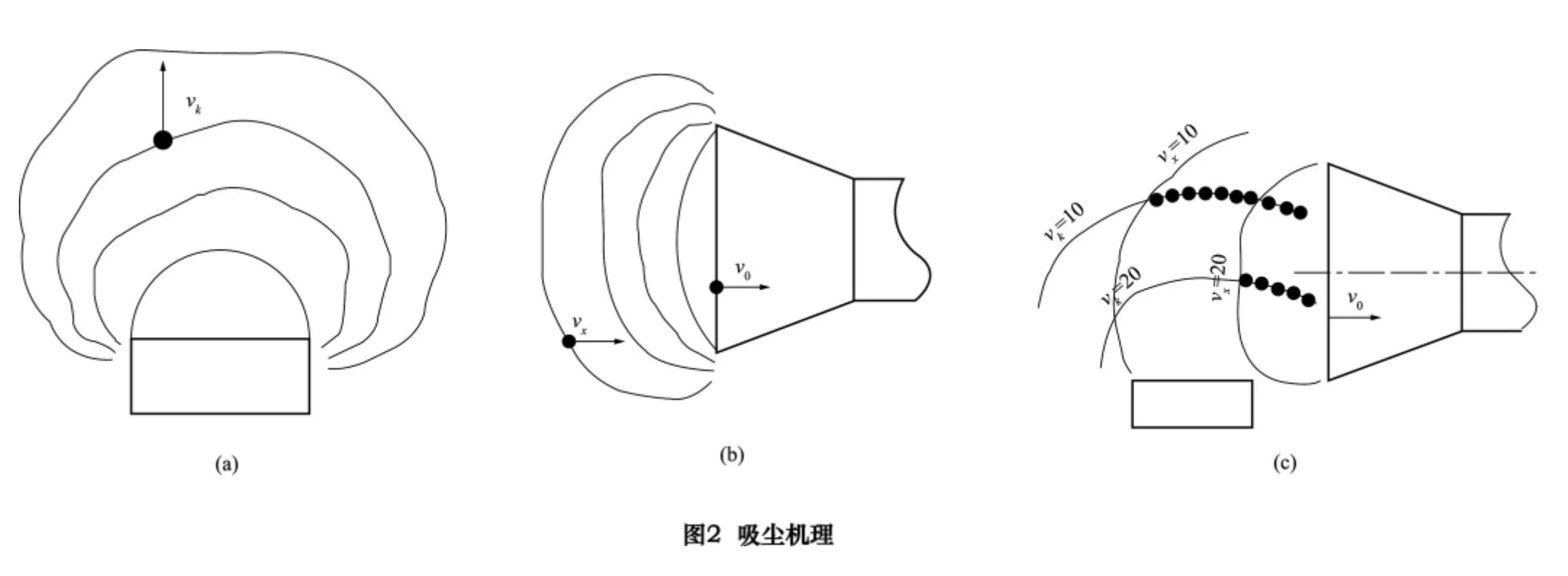
在卧式铣床上铣削端面,见图1,铣削时会产生大量的粉尘。粉尘在扩散时,由于振动力和温度的作用,扩散的状态是等速曲线,如图2a,在同一条曲线上,各个点的扩散速度相同,用vk表示。吸风罩抽吸静态空气时,气流向罩口内扩散,扩散的状态也是等速曲线,如图2b,在同一曲线上,各个点的扩散速度相同,用vx表示。罩口吸气时,罩口外的速度衰减很快,罩口处的平均速度用v0表示。把吸风罩置于扬尘处,在任意一点处,只要vx>vk,吸风罩就可以把该点的含尘气体吸入罩内,如图2c,vk=20 m/s 的曲线的一部分被vx=20 m/s的曲线包围,被包围的部分各点的含尘气体可以被抽吸。当vk=20 m/s 曲线上的含尘气体继续向外扩散,扩散速度随之下降,待下降到vk=10 m/s 的位置时,vk=10 m/s 的曲线大部分被vx=10 m/s 的曲线包围,大部分含尘气体可以被抽吸[1]。
2 基于FLUENT 的干铣削气流速度场分析
2.1 几何建模与网格划分
研究中应用GAMBIT 软件进行几何建模和网格划分。铣刀直径为200 mm,刀齿数为10 个,轴向尺寸为63 mm,其几何模型见图3。计算域是以铣刀回转轴心线为轴的半径为1 m 的圆柱侧面、与距铣刀轴心线为300 mm 的下水平面围成的近似半圆柱体,该近似半圆柱体的轴线长度为126 mm,划分网格后的计算域见图4。由于被加工端面的尺寸一般比铣刀直径略小,将铣刀右端面设置成开放面,并将半圆柱侧面和左端面也设置成开放面;考虑到机床底面尺寸较大,为了将下水平面模拟成机床底面,将下水平面设置成固壁面。
2.2 求解与结果分析
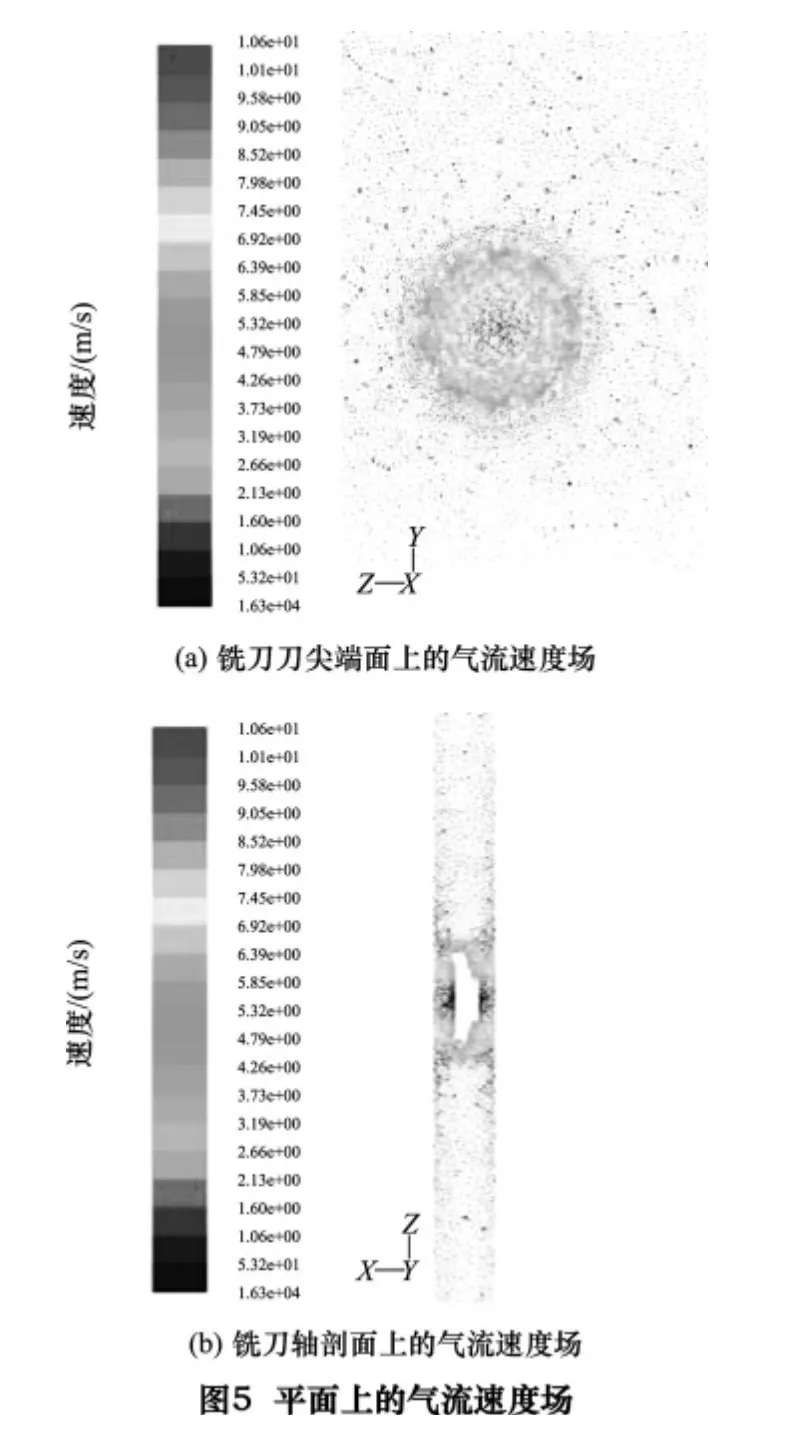
将网格化模型导入至FLUENT 软件,对铣削过程中铣刀周围的气流速度场进行数值模拟。在卧式铣床上铣削端面时,铣削运动主要是铣刀的高速旋转和走刀,走刀运动与铣刀的旋转运动相比是非显著运动,对铣削气流的影响较小,因此设置铣刀转速为150 rad/s,而忽略走刀运动。假设铣刀周围气体流动过程为粘性、稳态绝热、不可压缩的连续介质,并选择压力基求解器和标准的k-ε 双方程湍流模型进行求解,得出气流在三维空间的速度场分布情况如图5 所示。
选取如图5 所示两个平面上的气流速度场进行分析,图5a 所示平面位于铣刀刀尖上并与半圆柱两近似半圆面互相平行,图5b 所示平面位于铣刀轴线上并与半圆柱下水平面互相平行。由图5 可知,刀片安装在铣刀盘上形成的凸起与凹坑对气流的影响比较大,气流在凸起与凹坑处的速度已达到10 m/s;在刀片周围有一环形区域,气流速度在环形区域内比较高,而气流速度在环形区域外衰减的很快,当计算域中某点至铣刀轴线的径向距离超过200 mm 时,气流速度基本上为零。


3 吸风罩优化设计
3.1 吸风罩的设计计算
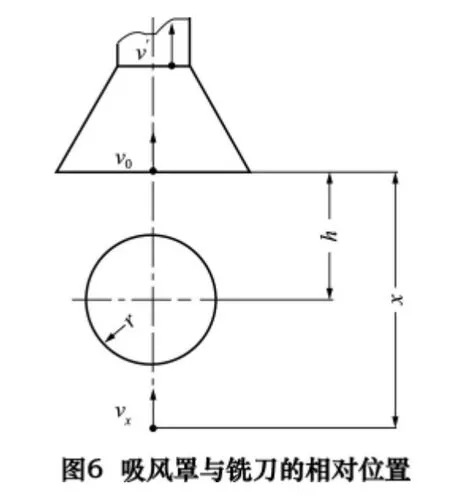
对于图1 所示的卧式铣床,为了方便工人操作,同时使罩口尽量接近尘源,将吸风罩安装在铣刀上方。本文采用无边圆形吸风罩,吸风罩与铣刀的相对位置如图6 所示。
3.1.1 圆形吸风罩罩口面积的设计计算[2]

式中:R 为罩口半径,m;r 为设备或粉尘源的半径(见图6),m;h 为设备或粉尘源至罩口的轴向距离(见图6),m;A 为罩口面积,m2。
3.1.2 圆形吸风罩抽吸风量的计算

式中:vx为轴线上距罩口x 处的风速(见图6),m/s;x为从粉尘飞扬点到吸风罩口的距离(见图6),m;Q 为抽吸风量,m3/h;v'为吸风罩连接管管口处的平均风速(见图6),m/s;A'为连接管管口面积,A'=πr'2,m2;r'为管口半径,m。
3.1.3 卧式铣床吸风罩参数选取
取吸风罩罩口至铣刀回转中心的轴向距离为200 mm以便安装与拆卸被加工工件,由于气流速度在铣刀周围的环形区域内较大,因此将铣刀回转中心看作粉尘源,认为粉尘由铣刀回转中心向外扩散,于是吸风罩罩口至粉尘源的距离h=200 mm,根据式(1)和(2)得出吸风罩罩口半径为R=150 mm,吸风罩罩口面积为A=0.07 m2。由2.2 的分析结果可知,当气流至铣刀回转轴线的距离超过200 mm 时,气流的速度基本上为零。因此将距离铣刀回转轴线下方200 mm的点作为控制点,取控制点处的轴吸风速vx=1 m/s,此时x=400 mm,根据式(3)得出吸风罩的抽风量Q=6012 m3/h;取吸风罩连接管口直径为80 mm,根据公式(4)得出吸风罩连接管口处的平均风速v'大小为332.5 m/s。
3.2 吸风罩优选
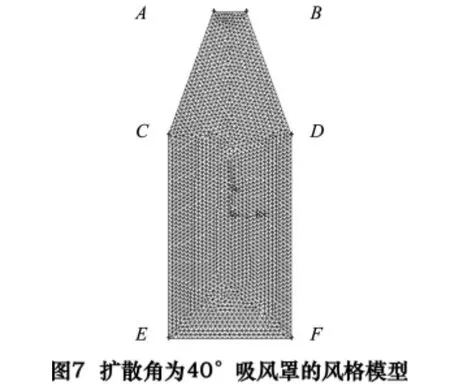
根据上述参数,应用GAMBIT 软件对扩散角分别为40°、50°和60°的吸风罩进行几何建模和网格划分,图7 所示为扩散角为40°时吸风罩的二维网格模型,AB 表示连接管口,CD 表示吸风罩口,AC 和BD 表示收缩壁面,EF 表示机床底面。将AB 设置成速度进口,进口速度v'=-332.5 m/s;AC、BD 和EF 设置成固壁面,CE 和DF 设置成开放面。
将建立好的网格模型导入至FLUENT 软件中,选择压力基求解器和标准的k-ε 双方程湍流模型进行求解,得出图8 所示3 种吸风罩所产生抽吸气流的速度场分布情况。

3 种吸风罩内的抽吸气流都是中间流速较大,靠近收缩壁面流速较小,当扩散角为60°时,吸风罩内的气流速度比较均匀,靠近收缩壁面的低速气流占据的空间最小。另外,由于扩散角为60°时吸风罩长度较短,抽吸气流从连接管口至罩口的速度衰减量较小。因此宜采用扩散角为60°的吸风罩作为干铣削除尘系统的吸风罩。
4 结语
利用FLUENT 软件对干铣削加工过程中气流的速度场进行数值模拟,根据气流速度的分布范围与大小确定圆形吸风罩的安装位置、罩口面积、连接管口面积、控制点和控制风速,并计算出抽吸风量和连接管口的平均风速,进而设计出扩散角为40°、50°和60°的吸风罩。最后对3 种吸风罩罩口内外气流的分布情况进行对比分析,结果表明当扩散角为60°时吸风罩罩口内气流速度分布比较均匀,气流能够较好的充满罩内空间,且气流从连接管口至罩口的速度衰减量较小,更加有利于提高吸风罩对粉尘的吸附效率。
[1]胡传鼎.通风除尘设备设计手册[M].北京:化学工业出版社,2003.
[2]李志华.通风除尘系统中吸尘罩的设计与计算[J].特种橡胶制品,2005,26(2):24-26.
[3]吴建章,李东森.通风除尘与气力输送[M].北京.中国轻工业出版社,2009.
[4]任凡.机械加工车间环境影响分析及粉尘特性研究[D].重庆:重庆大学,2010:62-71.
[5]郭蕾,朱新才,邓星,布袋除尘器吸风罩的研究[J].重庆科技学院学报,2013,15(3):100-103.
[6]李腾飞,徐敏义,王飞飞.精通CFD 工程仿真与案例实战[M].北京:人民邮电出版社,2011.
[7]于勇.FLUENT 入门与进阶教程[M].北京:北京理工大学出版社,2008.
[8]温正,石良辰,任毅.FLUENT 流体计算应用教程[M].北京:清华大学出版社,2009.
[9]韩占诚,王敬,兰小平.FLUENT 流体工程仿真计算实例与应用[M].北京:北京理工大学,2004.
猜你喜欢
哈尔滨轴承(2022年1期)2022-05-23
模具制造(2019年10期)2020-01-06
活力(2019年17期)2019-11-26
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2019年6期)2019-06-25
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年2期)2017-05-04
制造技术与机床(2017年12期)2017-02-02
中学数学杂志(初中版)(2016年3期)2016-06-24
今日中学生(初一版)(2013年4期)2013-06-07
