竹粉/共聚酰胺激光烧结复合材料的制备与成型特性1)
2015-04-03 11:32:04赵德金郭艳玲宋文龙姜凯译
东北林业大学学报 2015年6期
赵德金 郭艳玲 宋文龙 姜凯译
(东北林业大学,哈尔滨,150040)
选择性激光烧结是增材制造技术的一种,也叫分层制造技术,该技术主要利用STL 格式零件模型的分层信息,用计算机控制激光对该零件进行一层一层的加工。这项技术已经被广泛应用成品金属件加工和使用热塑性树脂加工的熔模铸造用模型、样机、工艺品及功能性零件[1-2]。目前被广泛研究的激光烧结热塑性树脂材料一般都是尼龙11、尼龙12、聚丙烯以及聚醚醚酮等材料[3-6]。大多数学者基本都是研究尼龙基复合材料力学特性、激光烧结参数,以及添加增强填料对材料综合性能的影响[7-10],有关天然植物纤维粉末热塑性树脂,有学者研究过木粉/聚醚砜(PES)热熔胶和稻壳粉/Co-PES 热熔胶粉复合材料激光烧结特性,得出其拉伸强度分别为1.21、1.47 MPa[11-12]。竹粉也是天然植物纤维,竹材具有良好的力学性能,材料脆性大,易于加工粉碎,竹制品产生的废弃物占竹材料质量的60%[13]。竹子生长周期短,成材快,随着木材资源的匮乏,竹材在应用上将成为木材的替代品。那么随着竹制品企业的发展,这部分竹材废弃物的利用将成为一个重要问题。本实验研究了竹粉/共聚酰胺复合材料的激光烧结以及其成型特性。
1 材料与方法
1.1 材料及设备
竹粉,自制,120 目。共聚酰胺,复合偶联剂,抗氧剂和润滑剂。
振动筛(新乡华成机械设备有限公司)、带加热功能高速混合机(张家港市宏基机械有限公司)、万能拉伸实验台(MTS 系统公司),差示扫描量热分析仪(Perkin Elmer Diamond DSC,美国)和电子扫描显微镜(FEI Quanta 200,荷兰)。
1.2 竹粉/共聚酯复合材料的制备
本实验竹材废弃物从某竹筷厂收集,并用粉碎机将其进一步粉碎,利用振动筛使用标准120 目筛网将粉碎的竹粉进行筛分,获得粒径小于120 μm 的竹粉;然后利用张家港弘基机械厂生产的具有加热功能的高速混合机对竹粉进行烘干处理。利用混合机自加热和混合机叶片和竹粉高速摩擦产生的热量使竹粉迅速升温,通过控制混合机的转速以及加热温度将竹粉的干燥温度控制在100 ~120 ℃。利用高速混合机干燥,高速混合机的叶片不断地搅拌竹粉,水蒸气可快速地通过混合机的排气孔排出,对竹粉的干燥均匀且快速,一般干燥5 ~6 h,竹粉的含水率小于5%。干燥后的竹粉堆积密度为0.35 g/cm3,电镜扫描图片如图1a 所示,观察图片发现竹粉有大量短竹纤维和不规则片状颗粒组成。
共聚酯是一种白色无毒无味的环境友好型热塑性树脂粉末材料,电镜扫描图片如图1b 所示,共聚酰胺由大量不规则块状颗粒组成。
按m(竹粉)∶m(共聚酰胺)= 1 ∶3 配比,同时加入少量复合偶联剂、抗氧剂和润滑剂利用高速混合机在50 ℃以下700~800 r/min 混合15 min。将竹粉/共聚酰复合材料塑封保存。由于竹粉相对于矿物填料具有质量轻和质地柔软的特点,在竹粉/共聚酰复合材料制备和加工过程中对设备的磨损小,并且机械阻力小。
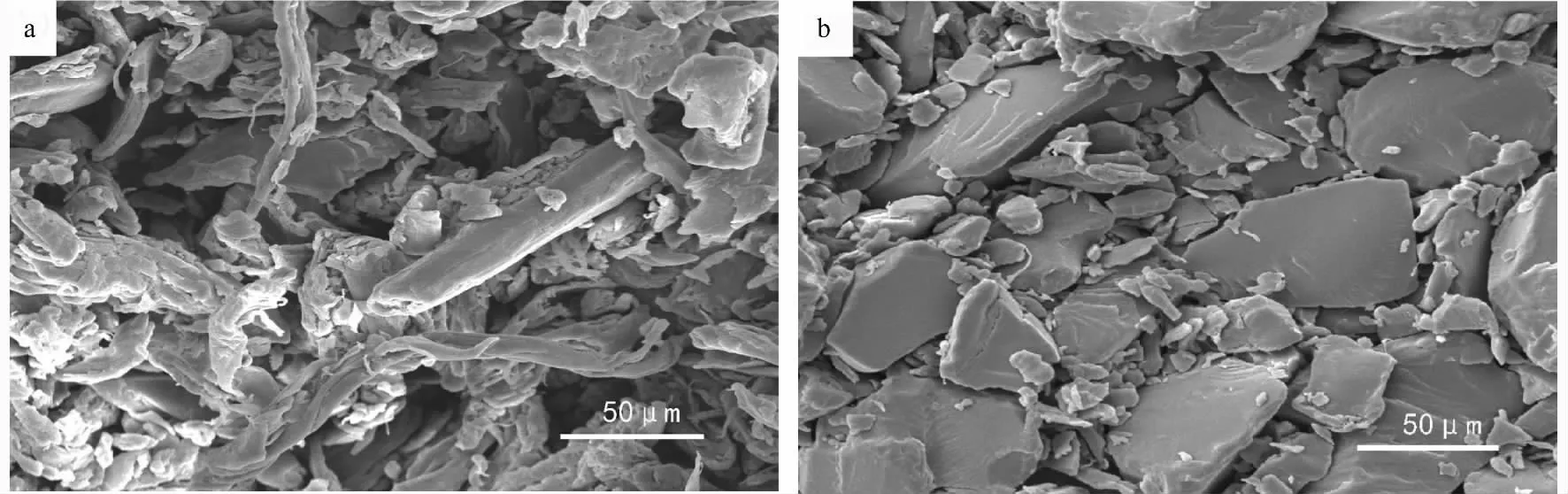
图1 粉末电镜扫描图片(×500)
1.3 选择型激光烧结
拉伸测试件采用华中科技大学HRPS-ⅢA 型激光烧结机烧结,采用波长为10.6 μm、光斑为(2.6±0.4)mm、功率为55W 的CO2激光器,拉伸测试按照ISO527-1 进行拉伸测试,其零件尺寸165 mm×13 mm×4 mm。
1.4 拉伸测试和电镜扫描
采用万能拉伸试验台进行拉伸测试,拉伸速度为5 mm/min。零件的激光烧结表面和断面采用电子扫描显微镜进行扫描。
1.5 DSC 测试
使用差示扫描量热分析仪对共聚酰胺做DSC分析。DSC 分析测试时,取样品5 mg 左右,升温速率为10 ℃/min,温度范围为40 ~180 ℃;降温5 ℃/min,温度范围40 ~180 ℃。采用氮气保护,流速为20 mL/min。
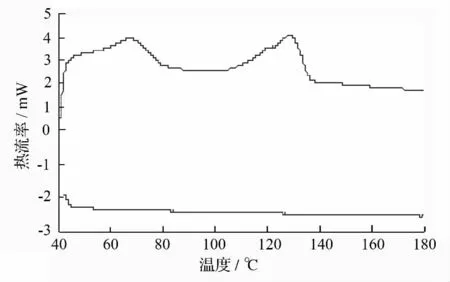
图2 共聚酰胺DSC 曲线
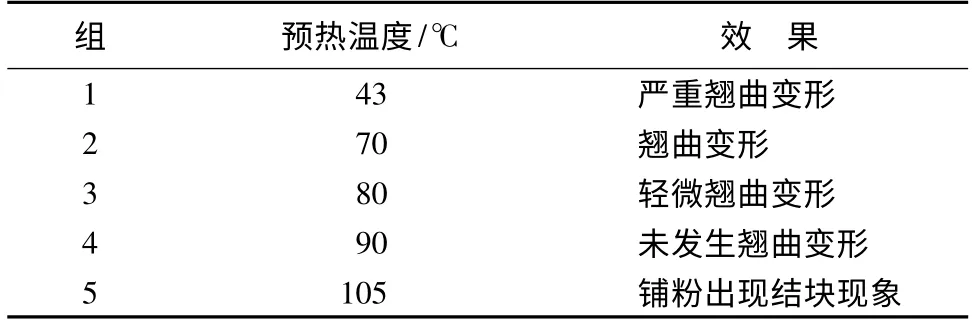
表1 粉床预热温度对竹粉/共聚酰胺复合材料单层激光加工的影响
2 结果与分析
2.1 DSC 曲线分析
共聚酰胺作为竹粉的黏合剂,恰当的粉床预热温度将减少竹粉/共聚酰胺复合材料在激光烧结加工过程中翘曲变形,保证加工的顺利进行。从图2 可以看出,共聚酰胺升温曲线有两个放热峰,说明该共聚酰胺有两种材料复合而成,降温曲线没有明显的吸热峰,说明该材料在40 ~180 ℃发生固化,没有较大的吸热现象。通过实验来确定粉床的预热温度,将粉床的预热温度设定为43、70、80、90、105 ℃等5 个温度进行单层激光烧结实验,效果如表1 所示。结果表明,预热温度为90 ℃比较理想。
2.2 选择性激光烧结
激光烧结加工零件的主要参数有激光功率(P)、激光扫描间距(s)、激光扫描速度(v)和铺粉层厚(l)4 个参数,而激光烧结加工的能量密度(DE)可由以下公式计算[14]:

本实验研究了当激光功率为10 W、激光扫描速度为2 000 mm/s、铺粉厚度为0.1 mm,以及扫描间距为0.1、0.15 和0.2 激光烧结拉伸测试件的力学特性,拉伸强度平均值如图3 所示,拉伸件的应力应变曲线如图4 所示。从图3 可以看出,当激光功率10 W、扫描速度2 000 mm/s、铺粉层厚0.1 mm 和激光扫描间距为0.1 mm 时,拉伸强度为8.3 MPa。拉伸件的力学强度随着激光扫描间距增加而减小,根据公式(1)可知,激光扫描间距增加,则能量密度数值降低,推测共聚酰胺对竹粉的粘结效果降低,最终导致力学强度降低。
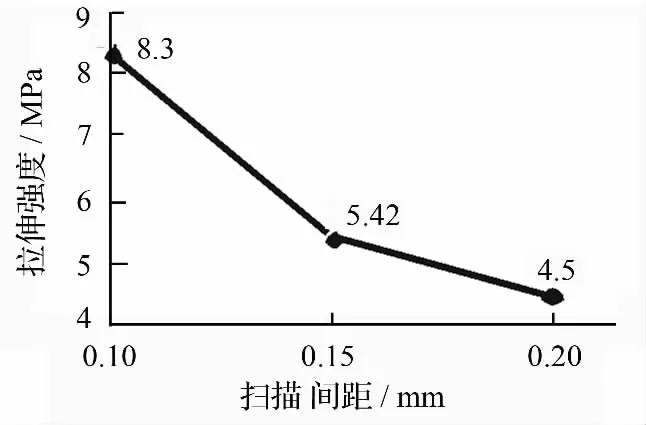
图3 扫描间距对拉伸强度的影响
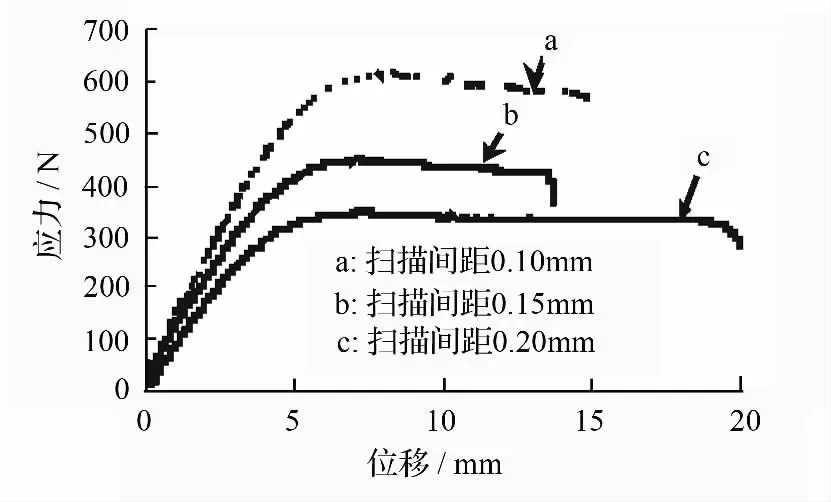
图4 拉伸件的力位移曲线
拉伸测试件的标距为l0=50 mm,l1为拉伸测试件标距变形后的断裂长度值,断裂伸长率由下列公式计算:

从图4 可以看出,拉伸过程中,拉伸测试件具有明显的线性阶段,断裂伸长率较大,通过公式(2)计算分别为:当扫描间距为0.1 mm 时,断裂伸长率为30%;扫描间距为0.15 mm 时,断裂伸长率为26%;扫描间距为0.2 mm 时,断裂伸长率为38%。
2.3 激光烧结零件微观形貌
胶接理论是研究胶接力的形成机理,对于竹粉而言,它是一种表面不规则、多孔性材料,含有大量的纤维素(60%)及木质素(32%),并且它的微纤丝角(2°~10°)[15],竹粉/共聚酰胺复合材料在激光烧结过程中就可以用胶接理论中的化学键理论和机械结合理论来解释。竹粉中纤维素和木质素含有大量的羟基,复合偶联剂即可与胶黏剂形成化学键又可与纤维素和木质素的羟基发生化学反应形成化学键[16]。从激光烧结测试件表面和断面可以看出共聚酰胺与竹粉胶合效果显著,说明共聚酰胺在偶联剂的作用下通过激光瞬间加热速溶对竹粉的浸润效果良好,从图5(a)、5(b)放大图片可以看出,竹粉颗粒被共聚酰胺包裹,并与共聚酰胺形成连续的复合材料基体。这种结构可以用机械结合理论解释,由于竹粉中含有竹纤维和片状粉末颗粒,他们在激光烧结件中充当锚杆,对复合材料起到增强效果,并且表面粗糙存在不规则形状微孔。这些微孔主要是因为竹粉表面粗糙及共聚酰胺粉末形状不规则,铺粉过程中形成具有空隙的粉末层。当激光烧结时,共聚酰胺聚合粘结竹粉颗粒形成微孔。
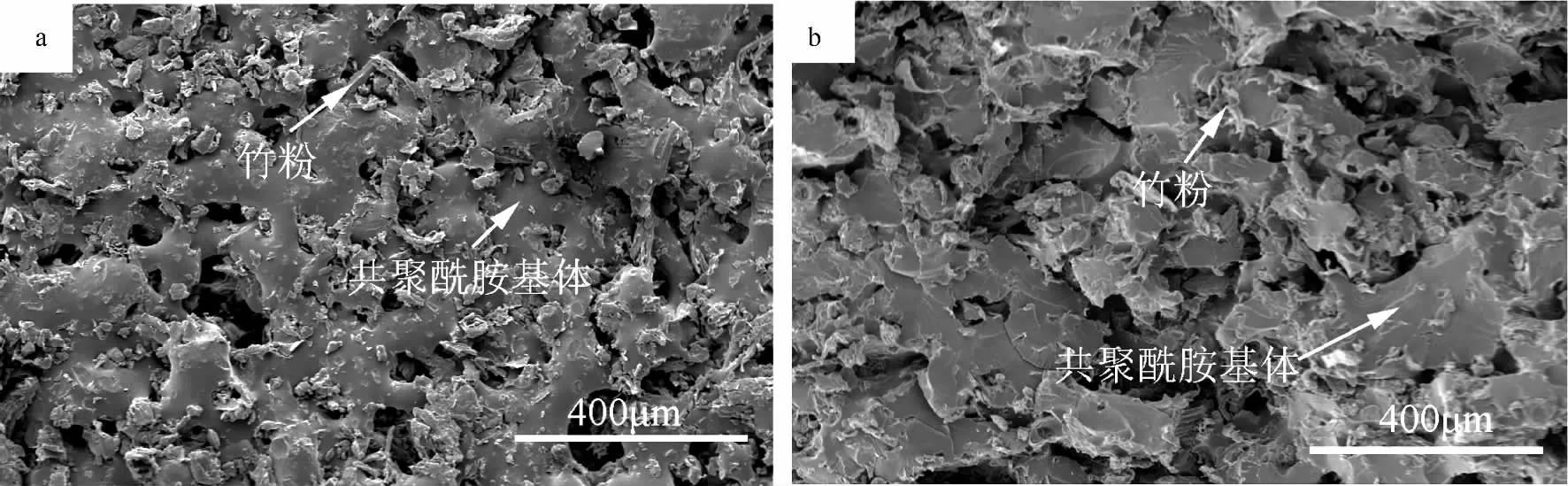
图5 烧结件电镜扫描图片
3 结论
本实验制备了一种适合选择性激光烧结的竹塑复合材料,并采用选择性激光烧结制造了结构复杂的零件。通过电镜扫描图片,结合胶接机理的化学键理论和机械结合理论分析了竹粉/共聚酰胺复合材料的成型机理。通过实验发现材料的拉伸强度达到8.3 MPa,与木塑复合材料和稻壳塑料复合材料激光烧结拉伸强度相比有了较大提高。
粉床的预热温度对材料的成型影响很大,通过DSC 曲线分析可知,当材料预热温度过低,材料变形严重,当材料预热温度超过融化温度的起点,材料结块,无法顺利进行激光烧结加工。
[1] Nelson J C. Selective laser sintering A definition of the process and an empirical sintering model[D]. Austin:The University of Texas at Austin,1993:1-8.
[2] Gibson L,Rosen D W,Stucker B. Additive manufacturing technologies:rapid prototyping to direct digital manufacturing[M].New York:Springer New York Heidelberg Dordrecht London,2010:1-6.
[3] Dupin S,Lame O,Barr S C,et al. Microstructural origin of physical and mechanical properties of polyamide 12 processed by laser sintering[J]. European Polymer Journal,2012,48(9):1611-1621.
[4] Schmidt M,Pohle D,Rechtenwald T. Selective Laser Sintering of PEEK[J]. CIRP Annals-Manufacturing Technology,2007,56(1):205-208.
[5] Berzins M,Childs T H C,Ryder G R. The Selective Laser Sintering of Polycarbonate[J]. CIRP Annals-Manufacturing Technology,1996,45(1):187-190.
[6] Drummer D,Rietzel D,K Hnlein F. Development of a characterization approach for the sintering behavior of new thermoplastics for selective laser sintering[J]. Physics Procedia,2010,5(B):533-542.
[7] Salmoria G V,Leite J L,Vieira L F,et al. Mechanical properties of PA6/PA12 blend specimens prepared by selective laser sintering[J]. Polymer Testing,2012,31(3):411-416.
[8] Goodridge R D,Tuck C J,Hague R J M. Laser sintering of polyamides and other polymers[J]. Progress in Materials Science,2012,57(2):229-267.
[9] Guo Y,Jiang K,Bourell D L. Preparation and laser sintering of limestone PA12 composite[J]. Polymer Testing,2014,37:210-215.
[10] Chung H,Das S. Functionally graded Nylon-11/silica nanocomposites produced by selective laser sintering[J]. Materials Science and Engineering A,2008,487(1/2):251-257.
[11] 姜凯译.木塑复合材料选择性激光烧结实验与后处理研究[D].哈尔滨:东北林业大学,2011:35-37.
[12] Zeng W,Guo Y,Jiang K. Preparation and Selective Laser Sintering of Rice Husk-Plastic Composite Powder and Post Processing[J]. Digest Journal of Nanomaterials and Biostructures,2012,7(3):1063-1070.
[13] 郑丹丹,刘玉环,林向阳,等.竹废料开发利用探讨[J].福建林业科技,2005(2):153-157.
[14] Olakanmi E O. Direct selective laser sintering of aluminium alloy powders[D]. Leeds:University of Leeds,2008:67-75.
[15] Jain S,Kumar R,Jindal U C. Mechanical behaviour of bamboo and bamboo composite[J]. Journal of Materials Science,1992,27(17):4598-4604.
[16] 顾继友.胶黏剂与涂料[M].北京:中国林业出版社,1999:16-18.
猜你喜欢
林业勘察设计(2021年3期)2022-01-04 03:29:06
现代塑料加工应用(2021年5期)2021-02-28 08:18:26
竹子学报(2020年3期)2020-07-12 02:53:18
纺织科学研究(2017年4期)2017-05-17 04:00:03
河北林业科技(2016年5期)2016-11-08 03:12:48
中国塑料(2016年5期)2016-04-16 05:25:36
华东理工大学学报(自然科学版)(2015年3期)2015-11-07 09:17:35
华东理工大学学报(自然科学版)(2015年3期)2015-11-07 09:17:35
中国塑料(2015年12期)2015-10-16 00:57:21
中国塑料(2015年4期)2015-10-14 01:09:22