
大型辊压机加工过程控制要点
2015-03-31 06:39:43于来义
水泥技术 2015年2期
于来义
大型辊压机加工过程控制要点
ControlPoints of Large Roller Press Machining Process
于来义
1 前言
辊压机是水泥生产的主机设备,工作环境恶劣,机体受力大,其中机架、轴承座、端部件等重要工件加工精度和整体组装精度是整机性能的重要保障。本文主要介绍轴承座等加工精度要求、辊压机机架组装中轴承座的定位方法及加工要点。
2 主要工件加工
2.1 轴承座
辊压机轴承座材质为铸钢,铸件粗加工后探伤;轴承座铸件要求带有试块。机加工前检验尺寸并对试块进行机械性能和化学分析检测,合格后方可进行机加工。粗加工后按JB/ T5000.14Ⅲ标准要求进行超声波探伤。
轴承座内孔的加工,粗糙度Ra3.2,其余各尺寸单边均留5mm余量;热装衬套后进行焊接并退火消除焊接应力。按GB/T11345标准对焊口进行超声波探伤。
精加工轴承内孔及上下两个端面,要求内孔跳动<0.02mm。端面与内孔垂直度<0.02mm。轴承座端面及内孔加工后在镗铣床回转工作台上铣轴承座其余四面,回转工作台应有较高精度,回转180°直线误差要在0.015mm以内,两临边垂直度应小于0.02mm。轴承座的加工精度是确保机架组装中两轴承座同心度要求的关键。
轴承座加工中除以上控制要点外,各孔加工及水压试验要求等应在工序中分别实现和控制。
2.2 端部件及上、下梁加工
辊压机上、下梁与端部件所有钢板,探伤检验合格后下料,按图纸和标准进行焊接,焊后必须退火处理并对机架焊缝做探伤检验。我公司发现上、下梁加工中容易发生变形,因此退火时必须彻底,并且在工件精加工前要用松开装卡再次夹紧的方法释放应力,确保加工精度。加工过程中,上、下梁及端部件应注意加工的等高性要求,成对加工容易保证工件的尺寸精度和形位公差,这也是保证辊压机机架整体精度的重要环节。
3 机架组装加工重点
3.1 装配找正
机架是由上、下梁、固定轴承座和端部件构成框架式整体结构,上、下梁与固定轴承座和端部件之间由螺栓和剪力销连接和定位,相关工件必须用组装后加工的办法才能保证各工件的相对位置精度,从而保证梁固定轴承座轴孔同心,使辊压机辊轴受力良好,因此,装配中两固定轴承座的同心度非常重要。由于镗床加长镗杆挠度变化较大,滑枕和镗杆外伸越长其下沉越多,因此利用加长镗杆找正两轴承座同心度的方法,无法保证大型辊压机组装精度。我公司在大型辊压机组装过程中采用相对测量法,在TK6922A镗铣床上按照以下几个步骤来找正加工:
(1)找正机架:机架长度方向平行于工作台长度方向,水平仪找平靠近机床一侧的机架下梁后,用平尺和水平仪找平另一个机架下梁。
(2)机床上用百分表拉靠近机床一侧的机架下梁正面及侧端面,控制公差在0.05mm以内,找正后,在回转工作台上放一平尺,用同样方法找平平尺,使辊压机机架与平尺平行,然后转动回转工作台90°,使平尺面与机架侧端面平行,用内径千分尺测量平尺与两下梁侧端面距离,使其一致而找正机架梁侧端面,找正两机架梁后,紧固中间架连接螺栓,用压板压紧。
(3)安装端部件及固定轴承座、上梁,安装全部螺栓、螺母预紧。百分表拉轴承座横向与侧面找正后,以当前轴承座作为基准,测量两个轴承座内孔直径尺寸、轴承座壁厚并计算出轴承座内孔中心距平尺的距离,用内径千分尺找另一轴承座,如图1所示。
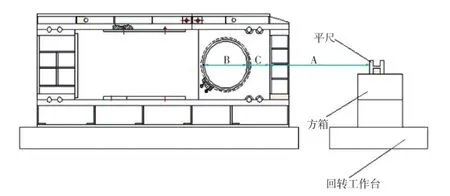
图1 机架组装加工找正示意图
用内径千分尺测量两个轴承座内径B;用外径千分尺测量两轴承座C尺寸,然后用内径千分尺测量轴承座侧面与平尺的距离(水平测量几个点);以靠近主轴端轴承座为基准,调整另一轴承座使得B/2+C+A与基准轴承座相同,将两轴承座同心度控制在0.05mm以内。找正后紧固压紧螺栓即可进行剪力销孔加工。
3.2 剪力销孔加工(图2)

图2 剪力销孔加工示意图
辊压机剪力销承受巨大剪切力,剪力销孔直径大、长径比大,销孔直径公差较严,剪力销与销孔配合程度及销孔加工精度直接影响辊压机机架的受力情况,甚至影响辊压机的寿命。因此剪力销孔的加工成为重点。加工后直径误差应在0.02mm以内,直线度误差在0.03mm左右。
3.3 活动轴承座减磨板的加工
在活动轴承座轴承装配完毕,待轴承座冷却后,将减磨板粘在活动轴承座的上下面燕尾槽中,压实待粘牢后,根据机架装配后测出的上下两垫板间距离计算轴承座减磨板的加工量,在回转工作台上铣轴承座减磨板达到尺寸要求。采用先测量后加工的方法能确保尺寸精度要求,保证活动轴承座与机架梁之间的间隙要求。
TQ172.632
B
1001-6171(2015)02-0048-02
中材(天津)重型机械有限公司,天津300409;
2014-07-27;编辑:赵莲
猜你喜欢
建材发展导向(2023年4期)2023-03-14 07:20:04
机床与液压(2023年1期)2023-02-03 04:57:52
城市轨道交通研究(2022年2期)2022-11-18 09:45:42
一重技术(2021年5期)2022-01-18 05:42:06
建筑机械化(2021年9期)2021-09-30 08:52:08
装备制造技术(2021年1期)2021-05-21 07:55:16
制造技术与机床(2017年6期)2018-01-19 02:41:06
凿岩机械气动工具(2017年3期)2017-11-22 07:21:54
国际木业(2016年2期)2016-12-01 05:04:17
光学精密工程(2016年6期)2016-11-07 09:07:41
