
解决实心轮胎自动成型机组成型小车定位不准问题
2015-03-30 06:12,,,
现代机械 2015年6期
,,,
(贵州轮胎股份有限公司,贵州 贵阳 550008 )
1 问题分析
某公司目前配有一套8-16寸的实心轮胎自动成型机组,采用冷喂料挤出机供胶,三辊压延机出片,移动成型小车进行实心轮胎胎胚缠贴成型。移动成型小车部分主要由小车轨道、小车底板、接近开关、小车走轮、旋转编码器、小车驱动机构、成型机头及控制箱、卸胎机构(图中未画出)等组成(图1)。
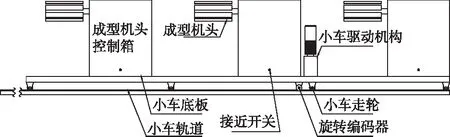
图1 成型小车组成结构示意图

图2 成型胎胚胶片错位图 (图中圈内h尺寸即为错位距离)
每个机头要在两个不同的缠贴工位上(图中未画出)缠贴两种不同的胶料。一个循环需要三个机头均完成胎心胶、胎面胶的缠贴工作,成型小车每个循环需在四个定位点上定位并进行胎胚缠贴。成型小车每完成一个工段,自动换位,靠安装在轨道上的旋转编码器和安装在成型机头上的接近开关检测移动距离并进行位置判断,根据移动距离和位置判断结果进行定位。在实际生产过程中,频繁出现成型小车欠位(未走到标准位,差距在5 mm以上)停车或超位(走超过标准位,差距在5 mm以上)停车的问题,最终停车位偏离标准缠贴位,导致成型胎胚不同胶层之间严重错位,产生不合格品,造成损失,且无法实现自动化生产,严重降低生产效率。以下是现场缠贴的不合格胎胚(图2),系成型小车定位不准导致。
以下是旋转编码器检测数据的统计表(检测时点为成型小车正确定位后静态检测)(表1)。
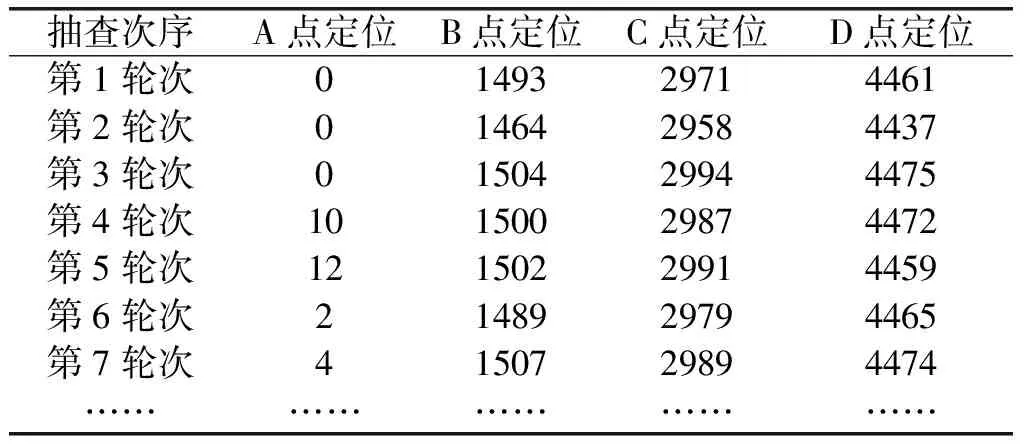
表1 D4024成型小车位置值跟踪表
注1:D4024为旋转编码器检测数据在PLC中的存储地址。
注2:表中位置值×1.6即为成型小车的实际位置检测值(mm)。
实践表明,重现性是成型小车定位最重要的指标。从上表中可以看出,其重现性很差,用编码器检测的位置值作为定位信号显然不理想。为了提高检测精度,提高重现性,我们尝试把编码器安装在成型小车驱动机构减速机输出轴上,发现检测结果重现性更差,未达到目的,只得进行提高定位精度的改造。
分析成型小车定位不准的原因主要是:①编码器滚轮靠摩擦力带动在轨道上跟随转动,由于小车本身的惯性,启动和停止时产生打滑,造成编码器检测数据失真,导致定位不准。②由于小车运行过程中及静态成型时震动较大,造成小车移动,导致定位不准。③轨道本身平行度不够,成型小车运行时产生不确定性滑动,导致定位不准。④编码器通讯电缆过长,且与动力线路混排,干扰较大,造成编码器检测数据失真,导致定位不准。
2 改造方案的选择与确定
从现场实际情况看,可供选择的方案有:①采用直线导轨代替铁轨,采用伺服电机作为走步电机。该方案从技术角度看是可行的。但需要拆掉原有导轨,重新铺设直线导轨。这就要求把整个机构拆除,待轨道改造安装完成后重新安装。同时,原有的走步电机、传动机构等均得不到利用。可见该方案需要的周期长,工作量大,成本高,未采用;②采用定位地锚进行强制定位。该方案成本低,见效快,但无法解决“编码器检测数据失真,导致定位不准”的相关问题,需要进一步完善方案。③采用激光测距仪替换旋转编码器,优化②方案。经过反复论证,最终采用方案③。
3 改造方案设计
改造方案如图3所示。主要改造内容为:①增加了一套激光测距装置;②增加了一套地锚定位装置。③对控制程序进行修改。该方案的好处是:①测量小车位置的激光测距仪直接固定安装在房柱上,可靠地减小成型小车在运行过程中震动、打滑对测量结果的影响。②激光测距仪测量精度高,分辨率达到1 mm;重复精度≤2 mm。③采用地锚装置后,能可靠控制缠贴过程中的震动等问题对生产过程的影响,提高合格率和生产效率。
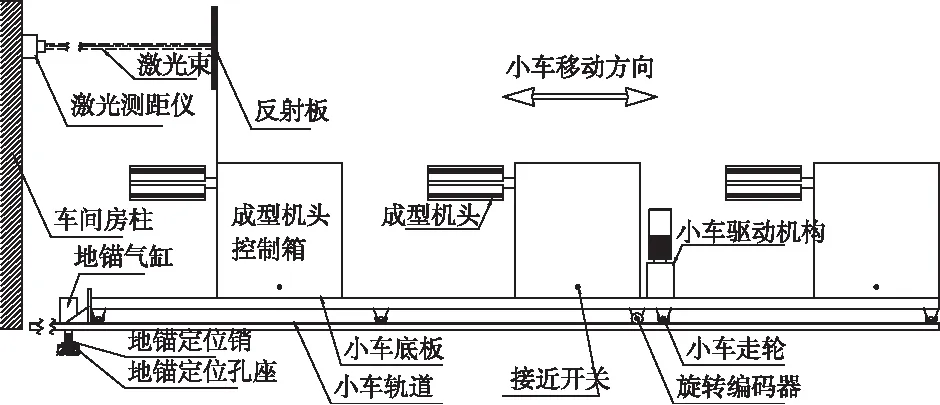
图2 成型小车改造方案示意图
4 主要改造内容
1)激光测距仪的选型与安装。通过比较,我们选用宜科(天津)电子有限公司生产的OSM72-KL20V2BLIU6Q12.8/485型激光测距仪。该测距仪的技术参数如表2。
表2

测量距离/m0.2-20光源红色激光产品特点重复精度/mm≤2输出2∗Push-Pull模拟量mA/V测量时间/ms15-30供电电压24VDC±20%防护等级IP67绝对测量精度7mmLED显示屏+LED指示灯;示教按键设置;模拟量、开关量双输出、RS485;抗环境极限光干扰能力极强;金属外壳;紧凑尺寸重复精度<1.5mm/慢速-45ms1.5mm/中速-30ms<2mm/快速-15ms
参数设置:将测量范围设为200~2 000 mm;输出设为电流输出4~20 mA。
2)选用三菱AJ65SBT-64AD模拟数字量转换模块。用来把激光测距仪的模拟信号(电压和电流输入)转换成16位编码的二进制数据数字值。该模块具有以下特点:a)高精度。该模块以±0.4%的精度(相对于工作环境温度0至55℃时数字输出值的最大值)进行A/D转换,或以±0.2%的精度(相对于工作环境温度25±5℃时数字输出值的最大值)进行A/D转换;b)每个通道都可选择输入范围。每个通道都可以选择模拟输入范围来更改I/O的转换特性;c)1/±4000的高分辨率。通过更改输入范围,可以选择并设置分辨率数字值为1/4000或1/±4000(当选择-10V至+10V范围或用户范围设置1时)来提高分辨率数字值。d)采样处理或移动平均处理的指定。作为转换方法,可以指定每个通道的采样处理或移动平均处理。e)比常规 A/D 转换器模块还小。该模块与常规CC-LinkA/D转换器模块AJ65BT-64A/D相比,安装面积小了60%,体积小了38%。f)最多可连接42个模块。可以把最多42个AJ65SBT-64AD模块连接到一个主站上。
该模块通过系统的CC-Link接入PLC控制系统(主模块为QJ61BT11N通信模块),站号顺序排列为47号,使用第1通道(CH1),其远程设备站远程输入RX、远程输出RY、远程寄存器的全局标签设置如表3。
表3

序号类标签名数据类型软元件地址注 释1VAR_GLOBALBF_64AD1_initial_request_flagBitX6D8%IX1752RX(n+1)82VAR_GLOBALBF_64AD1_initial_completion_flagBitX6D9%IX1753RX(n+1)93VAR_GLOBALBF_64AD1_initial_completionBitY6D8%QX1752RY(n+1)84VAR_GLOBALBF_64AD1_initial_setting_flagBitY6D9%QX1753RY(n+1)95VAR_GLOBALBF_64AD1_conversion_enableWord[Signed]D1184%MW0.1184RWwm6VAR_GLOBALBF_64AD1_input_rangeWord[Signed]D1185%MW0.1185RWwm+17VAR_GLOBALBF_64AD1_average_processingWord[Signed]D1186%MW0.1186RWwm+28VAR_GLOBAL激光测距Word[Signed]D1684%MW0.1684激光测距实际值RWr0
以下是激光测距仪在四个定位点上检测数据的统计表(检测时点为成型小车正确定位后静态检测)。

表4 D1868成型小车位置值跟踪表
注1:D1868为激光测距仪检测数据在PLC中的存储地址。
注2:表中位置值×2.448即为成型小车的实际位置检测值(mm)。
从表4中可以看出,其在各定位点上的重现性很好,用激光测距仪检测的位置值完全可以作为成型小车的定位信号。
3)地锚装置的设计制造与安装激光测距仪的安装保证了成型小车的位置测量精度,重现性已能满足位置判断要求。但是,成型过程中的缠贴振动、成型小车在轨道的无规律滑动还没有得到解决,这也是导致成型偏歪的一个重要原因,需要设计、安装地锚装置来解决这个问题。图3是定位地锚装置的机械结构原理图。四个定位销孔(图中只画出一个)用钢板加工,固定分装在四个定位点上,与小车轨道焊接相连。定位销钉安装在定位气缸活塞杆上,定位时伸入定位销孔中,小车移动时缩回;定位气缸通过支架安装在成型小车底板上,和成型小车同步移动。定位销的伸缩由PLC控制。
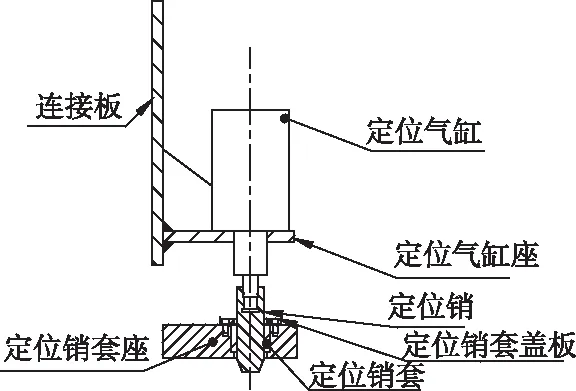
图3 定位地锚装置机械结构图
5 改造后效果
经过改造,成型小车定位不准问题得到很好解决,自动化程度得到提高,故障率大幅度降低,效率得到较大提升,成型胎胚质量得到较大提升。下图是改造完成后生产的胎胚(图4),胶层间已没有错位,问题圆满解决,可以实现自动化生产,质量、效率均大幅度上升。
图4 改造完成后成型的胎胚
6 结语
本次问题解决利用比较先进的光电测距技术、CC-Link网络组态通讯技术、PLC程序逻辑控制技术,成功解决了实心轮胎自动成型机组成型小车定位不准的问题,实现了自动化生产,大幅度提高了生产效率和产品质量。
[1] AJ65SBT-64AD用户手册.三菱电机株式会社,2001
[2] QnA编程参考手册.三菱电机株式会社,2001
[3] 三菱电机株式会社.Q系列CC-Link网络系统用户参考手册.2001
[4] 宜科(天津)电子有限公司.激光测距仪OSM72使用说明书
[5] 杨德麟,等.红外测距仪原理与检测[M].中国测绘出版社,1995
猜你喜欢
网络安全与数据管理(2022年1期)2022-08-29
快乐语文(2020年36期)2021-01-14
科学大众(2020年17期)2020-10-27
文苑(2018年22期)2018-11-19
电子制作(2018年8期)2018-06-26
制造技术与机床(2017年7期)2018-01-19
科学家(2017年16期)2017-09-20
价值工程(2017年8期)2017-03-25
卷宗(2017年1期)2017-03-17
西安工程大学学报(2016年6期)2017-01-15
