
云南某低品位铜矿石中伴生金的强化回收
2015-03-28 02:36何庆浪
金属矿山 2015年9期
何庆浪 杨 波 童 雄 谢 贤 莫 峰,
(1. 云南华联锌铟股份有限公司,云南 文山663701;2. 昆明理工大学国土资源工程学院,云南 昆明650093)
我国铜资源的显著特点是共伴生组分多,综合价值高,许多铜矿山生产的铜精矿含有价值可观的金、银、铂族等稀贵金属,如金川铜镍矿中伴生有丰富的金、铂族金属元素等[1-3]。提高铜等有色金属矿石中伴生金、银等稀贵金属的回收率,既能提高企业的经济效益,又能提高资源综合利用率,缓解社会发展对金、银等稀贵金属的需求。
据统计,我国从铜等有色金属矿床中回收的金占年产金总量的35% ~40%[4],但大多数选矿厂中伴生金的回收率均不高。金综合回收效果不理想的原因主要有以下3 方面: 一是浮选工艺流程不够完善,相比较主金属元素,对伴生元素金等的回收重视不够;二是浮选药剂制度不够合理,难以满足伴生金等稀贵金属元素的回收要求,尤其是采用高碱工艺,极大地影响了伴生金的回收; 三是矿物单体解离度不够,金等裸露效果不理想,影响了伴生金等的回收[5-8]。
云南某低品位铜矿石铜、金品位分别为0.35%、0.114 g/t,由于现场的药剂制度和工艺流程以铜的回收为主,对伴生在黄铜矿和黄铁矿中金的回收效果较差。实验室研究发现,以现场工艺流程为基础,通过提高磨矿细度和对浮选药剂制度进行优化,可在一定程度上显著提高伴生金的回收率,提高资源的综合利用效率和企业的经济效益。
1 试 样
试样中金属矿物主要为黄铜矿、褐铁矿及少量的黄铁矿,非金属矿物主要为石英、长石、云母和绿泥石等。试样中的金主要以微细粒自然金的形式包裹在黄铜矿和黄铁矿中。试样主要化学成分分析结果见表1,铜物相分析结果见表2。
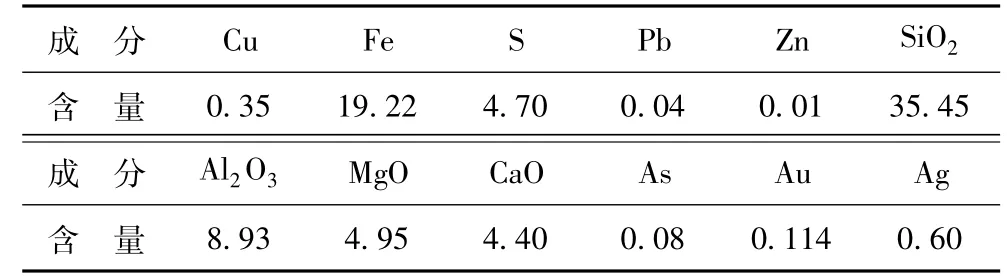
表1 试样主要化学成分分析结果Table 1 Main chemical composition analysis results of the sample %

表2 试样铜物相分析结果Table 2 Copper phase analysis results of the sample %
从表1 可以看出,试样中主要元素为铜、金和铁,均具有回收价值。
从表2 可以看出,试样中的铜主要以硫化铜的形式存在,占总铜的94.28%。
2 试验结果与讨论
2.1 条件试验
条件试验采用1 次粗选流程。
2.1.1 磨矿细度试验
磨矿细度试验的捕收剂丁基黄药用量为100 g/t,起泡剂2#油用量为30 g/t,试验结果见见表3。
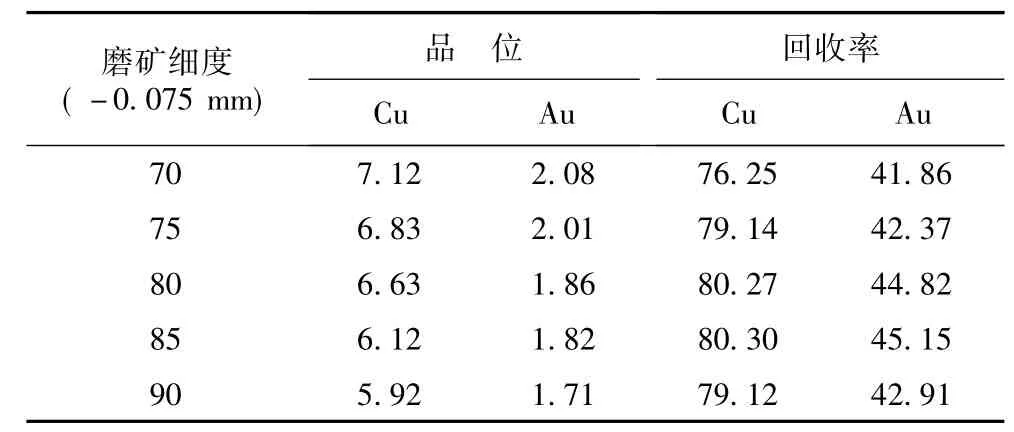
表3 磨矿细度试验粗精矿指标Table 3 Rough concentrate index at different grinding fineness %
从表3 可以看出: 提高磨矿细度,粗精矿铜金品位均下降;磨矿细度从-0.075 mm 占70%提高至-0.075 mm 占85%,铜和金回收率上升; 当磨矿细度为-0.075 mm 占85%时,铜精矿铜和金的回收率最高;进一步提高磨矿细度至-0.075 mm 占90%,铜金回收率开始下降。综合考虑,确定磨矿细度为-0.075 mm 占80%。
2.1.2 捕收剂试验
2.1.2.1 捕收剂选择试验
现场采用的捕收剂丁基黄药虽是铜矿物浮选的良好捕收剂,但对伴生金的捕收能力较弱。为改善金的综合回收效果,对多种捕收剂和捕收剂组合进行了筛选试验。捕收剂选择试验的磨矿细度为-0.075 mm 占80%,2#油用量为30 g/t,试验结果见表4。

表4 捕收剂种类试验粗精矿指标Table 4 Rough concentrate index on types of collector
从表4 可以看出,与单一捕收剂丁基黄药相比,采用组合捕收剂Z -200 +丁铵黑药,可明显提高伴生金的回收率1.96 个百分点。
Z-200 对硫化铜矿物具有较好的选择性,而丁铵黑药可强化对伴生金的回收。因此,确定采用Z-200 +丁铵黑药为铜金混浮捕收剂。
2.1.2.2 Z-200 +丁铵黑药配比试验
Z-200 +丁铵黑药配比试验固定二者总用量80 g/t,磨矿细度为-0.075 mm 占80%,起泡剂2#油为30 g/t,试验结果见表5。

表5 Z-200 +丁铵黑药配比试验粗精矿指标Table 5 Rough concentrate index on mass ration of Z-200 to ammonium dibutyl dithiophosphate
从表5 可以看出,Z -200 与丁铵黑药配比的变化对铜金回收率影响较小,当Z-200 与丁铵黑药的配比为3 时,粗精矿铜金品位较高。因此,确定Z -200 与丁铵黑药质量比为3。
在此基础上进行了Z-200 与丁铵黑药粗选用量试验,试验确定的铜粗选Z -200 与丁铵黑药用量为60 +20 g/t。
2.1.3 起泡剂种类与用量试验
730A 是一种起泡能力更强、泡沫稳定、黏度适中、用量低、来源广、成本低的新型起泡剂[9-10]。2#油与730A 对比试验的磨矿细度为-0.075 mm 占80%,Z-200+丁铵黑药用量为60+20 g/t,试验结果见表6。
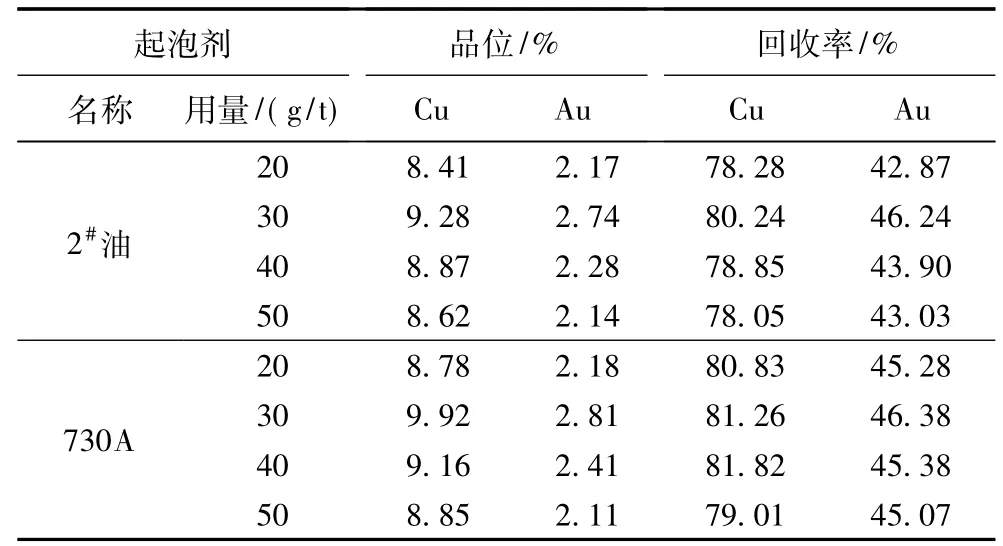
表6 起泡剂种类与用量试验粗精矿指标Table 6 Rough concentrate index on type and dosage of frother
从表6 可以看出:与2#油相比,730A 可一定程度上提高铜粗精矿铜品位和铜金回收率;随着730A 用量的增大,铜粗精矿铜金品位和铜金回收率均先上升后下降。因此,确定选铜起泡剂730A 的用量为30 g/t。
2.2 闭路试验
在条件试验和开路试验基础上进行了闭路试验,试验流程见图1,试验结果见表7。
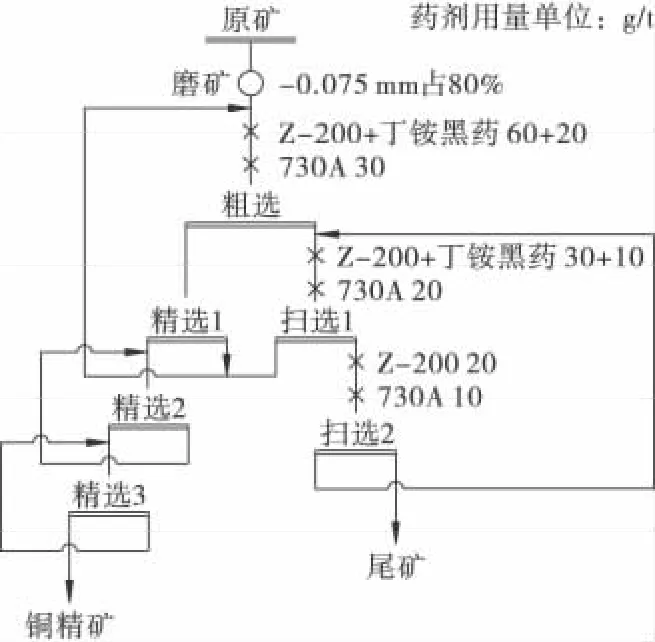
图1 闭路试验流程Fig.1 Flowsheet of closed circuit flotation experiment
从表7 可以看出,采用图1 所示的流程处理试验矿石,可得到铜品位为22.48%、含金4.53 g/t、铜回收率为92.85%、金回收率为56.30%的铜精矿。

表7 闭路试验结果Table 7 Experimental results of closed circuit flotation%
3 结 论
(1) 云南某低品位铜矿石铜、金品位分别为0.35%、0.114 g/t,主要铜矿物为黄铜矿,硫化铜占总铜的94.28%,矿石中的金主要以微细粒自然金的形式包裹在黄铜矿和黄铁矿中。
(2) ) 现场在磨矿细度为-0.075 mm 占74.30%的情况下,以丁基黄药为捕收剂,2#油为起泡剂,采用1 粗3 精2 扫、中矿顺序返回流程回收铜金,最终获得的铜精矿铜金回收率分别为91.60%和45.70%,金回收率明显较低。
(3) 试验在磨矿细度为-0.075 mm 占80%的情况下,以Z-200 +丁铵黑药为捕收剂,730A 为起泡剂,采用1 粗3 精2 扫、中矿顺序返回流程回收铜和金,获得的铜精矿铜品位为22.48%、含金4.53 g/t、铜回收率为92.85%、金回收率为56.30%。与现场生产指标相比,不仅金回收率显著提高了10.60 个百分点,而且铜回收率也小幅提高了1.25 个百分点。
[1] 周玉才. 某难选低品位铜硫矿选矿工艺研究[J]. 有色矿冶,2013(2) :31-34.
Zhou Yucai. Study on the mineral processing technology of a refractory low grade copper sulfide ore[J]. Non-Ferrous Mining and Metallurgy,2013(2) :31-34.
[2] 刘 豹,孙乾予,刘 淼. 云南某氧化铜矿石选矿试验[J]. 金属矿山,2013(7) :79-82.
Liu Bao,Sun Qianyu,Liu Miao. Beneficiation tests of a copper oxide ore from Yunnan[J]. Metal Mine,2013(7) :79-82.
[3] 穆迎迎,孙 伟,耿志强,等. 含易浮钙镁矿物的某黄铜矿的浮选试验[J]. 金属矿山,2014(11) :67-70.
Mu Yingying,Sun Wei,Geng Zhiqiang,et al. Flotation study on a chalcopyrite containing easy-floating calcium-magnesium minerals[J]. Metal Mine,2014(11) :67-70.
[4] 雷贵春. 德兴铜矿伴生金的回收研究与实践[J]. 黄金,2000(9) :32-35.
Lei Guichun. Study and practice of the recovery of associated gold in Dexing Copper Mine[J]. Gold,2000(9) :32-35.
[5] 邱廷省,黄 雄,尹艳芬,等. 安徽某低铜高硫磁铁矿石选矿试验[J]. 金属矿山,2014(11) :58-61.
Qiu Tingsheng,Huang Xiong,Yin Yanfen,et al. Mineral processing test of a low-copper and high-sulfur magnetite ore in Anhui[J].Metal Mine,2014(11) :58-61.
[6] 覃文庆,姚国成,顾帼华,等. 硫化矿物的浮选电化学与浮选行为[J]. 中国有色金属学报,2011(10) :2669-2677.
Qin Wenqing,Yao Guocheng,Gu Guohua,et al. Electrochemistry of sulfide minerals and its floatability[J]. The Chinese Journal of Nonferrous Metals,2011(10) :2669-2677.
[7] 阙绍娟,黄荣强,卢 琳. 广西某低品位铜镍矿石选矿工艺研究[J]. 金属矿山,2014(4) :91-94.
Que Shaojuan,Huang Rongqiang,Lu Lin. Beneficiation experiment on a low-grade copper-nickel ore from Guangxi[J]. Metal Mine,2014(4) :91-94.
[8] 王贻明,吴爱祥,艾纯明. 低品位硫化铜矿超声强化浸出实验与机理分析[J]. 中国有色金属学报,2013(7) :2019-2025.
Wang Yiming,Wu Aixiang,Ai Chunming. Experiment and mechanism analysis on leaching process of low grade copper sulfide intensified by ultrasonic wave[J]. The Chinese Journal of Nonferrous Metals,2013(7) :2019-2025.
[9] 李晓阳,刘述忠,杨新华. 新起泡剂730A 浮选铜矿的应用[J].中国有色金属学报,2002(3) :587-591.
Li Xiaoyang,Liu Shuzhong,Yang Xinhua. Flotation of copper ores with new frother 730A[J]. The Chinese Journal of Nonferrous Metals,2002(3) :587-591.
[10] 刘述忠,李晓阳,等. 新起泡剂730A 在铅锌矿的浮选研究[J]. 有色矿冶,2002(6) :11-13.
Liu Shuzhong,Li Xiaoyang,Yu Yunbai,et al. Research of new frother 730A on lead-zinc ores flotation[J]. Non-Ferrous Mining and Metallurgy,2002(6) :11-13.
猜你喜欢
昆钢科技(2022年2期)2022-07-08
矿业工程研究(2022年1期)2022-05-06
选煤技术(2022年1期)2022-04-19
选煤技术(2021年3期)2021-10-13
山东理工大学学报(自然科学版)(2021年6期)2021-07-02
矿产综合利用(2020年1期)2020-07-24
山东化工(2020年3期)2020-03-06
建筑科技(2018年6期)2018-08-30
湖南有色金属(2017年6期)2017-12-22
化纤与纺织技术(2015年1期)2015-12-26
