
粘胶纤维指标对纺纱的影响分析
2015-03-28 07:09:34朱娜娜高会元
化学工程师 2015年8期
刘 辉,朱娜娜,高会元
(华北理工大学 化学工程学院,河北 唐山063009)
粘胶纤维,化学纤维的一个主要品种。由天然纤维素经碱化而成碱纤维素,再与CS2作用生成纤维素黄酸酯,溶解于稀碱液内得到的粘稠溶液称粘胶,粘胶经湿法纺丝和一系列处理工序后即成粘胶纤维。粘胶纤维[1]具有良好的吸湿性能和染色性能,织物手感柔软,穿着舒适,光稳定性和热稳定性高。但其形态稳定性和弹性较差,湿态时强度下降,伸度增加。
为了对粘胶纤维的品质做出评价,划分等级,便于企业根据不同等级合理定价,根据粘胶纤维物理、化学性能与外观疵点进行品质评定。一般分为优、一、二、三等。粘胶纤维在出厂前,企业重点检测纤维的以下指标[2]:一般包括干断裂强度及其变异系数、湿断裂强度、干断裂伸长率、线密度偏差率、长度偏差率、超长纤维、倍长纤维、残硫、疵点、油污黄纤维、白度、纤度、长度、卷曲数、含油、回潮率等。根据不同品种的粘胶纤维特点还需对其他指标进行检验,如无纺布用洁净高白纤维需检测pH 值、表面活性物、黄变、灰分、吸水性等,阻燃纤维需检测灰分、锌离子等。本文中纤维的强力、超长、倍长、疵点、含油、回潮等指标对纺纱过程影响很大,针对各指标的变化,针对性地调整工艺,并且对日常检测管理具有一定的经济效益。
1 纤维强力对成纱质量的影响
断裂强度是指纤维在断裂时所受到的最大应力[3]。其中干断裂强度(即干强)是指在标准状态下,即在温度为20±2℃,相对湿度为65±3%的条件下测定的断裂强度,湿断裂强度(即湿强)是指被蒸馏水浸湿后的纤维,在标准状态下所测定的断裂强度。国标要求1.2D 规格高白有光纤维优等品出厂标准:
干断裂强度≧2.20CN/dtex,以A、B 两种1.2D×38mm 高白有光优等纤维原料为例,分别进行单唛环锭纺60 支纱线实验:纺纱工艺流程:
A002D 抓棉机→A006B 混棉机→A036B 开棉机→A092A 双棉箱给棉机→A076C 单打手成卷机→A186F 梳棉机→FA303 并条机(两道)→A456A粗纱机→FA502 细纱机→1332M络筒机
(1)清花、梳棉工序工艺参数设定:打手转速420r·min-1锡 林 转 速330r·min-1刺 辊 转 速808r·min-1盖板线速度81mm·min-1。
(2)并条工序工艺参数设定:生条定量:18.5g/5m干定量头并:17.0g/5m 干定量末并:16.0g/5m 后区牵伸头并:1.7 倍后区牵伸末并:1.35 倍 并条速度:130m·min-1。
(3)细纱工序:设计捻系数397,锭速13300r·min-1。
(4)粗纱工序:设计捻系数69.8,锭速580r·min-1,粗纱定量4.3g·m-1。
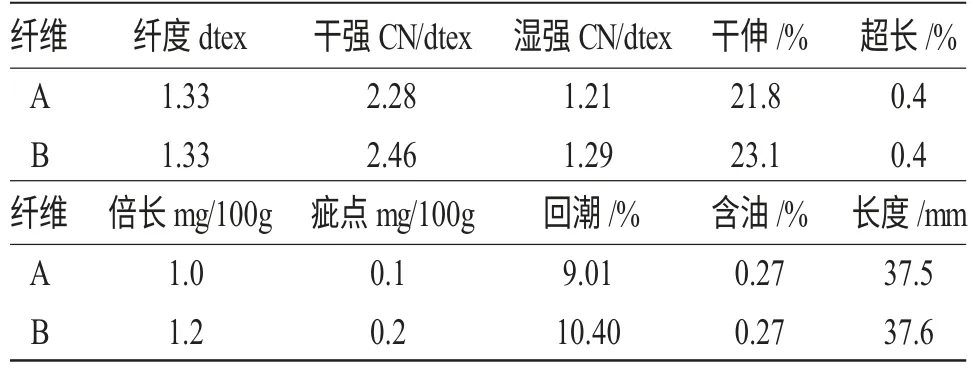
表1 A、B 纤维指标Tab.1 A,B fiber index
结果显示,在同样的工艺条件下,梳棉时,纤维强力低,易损伤,产生飞花、短绒多,部分聚集在纱线上易形成毛羽、棉结,造成在细沙环节断头率高,生产效率低,纱线指标偏差(其中A 的断头率高,B的断头率低)。
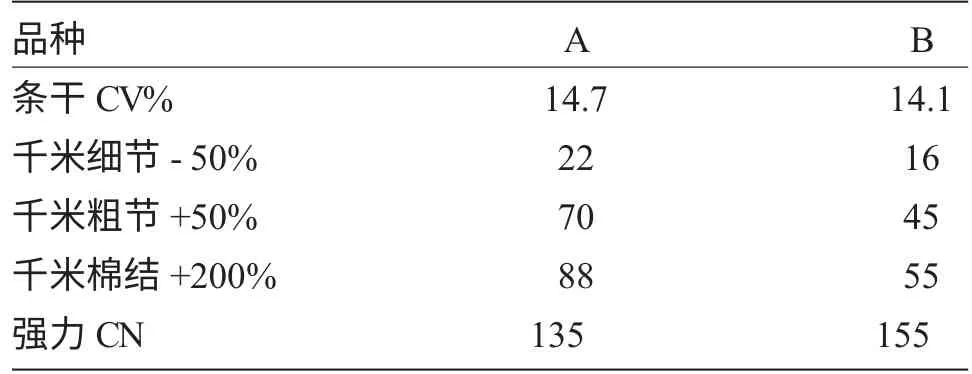
表2 成纱指标Tab.2 Yarn forming indexe
2 超长、倍长纤维对纺纱过程的影响
超长纤维是指短纤维长度超过名义长度5mm并小于名义长度2 倍的纤维。倍长纤维是指超过名义长度2 倍以上的纤维。
超长、倍长纤维过多首先会影响成品纤维品质的等级。其次,超长、倍长纤维的存在,会使在梳棉过程中发生绕打手、绕锡林、绕罗拉等现象,牵伸时并条通过性差,易出疙瘩条;另外若罗拉间隔距不合理,在粗纱、细沙工序中,超长、倍长纤维在牵伸中无法被拉断,且浮游纤维数量增加,影响对纤维运动的控制,导致成纱条干恶化,纱线条干不匀,造成大肚纱;并且由于超长、倍长纤维的弯钩及与其他纤维的抱合力差,而造成毛羽增加,最终严重影
3 疵点对纺纱过程的影响
响纤维的可纺性和成纱质量。因此,要求超长、倍长纤维含量越低越好。
疵点是指纤维在生产过程中形成的不正常异状纤维,主要包括并丝、流丝、胶块等。疵点的存在会影响纤维的可纺性和成品质量。纤维中疵点含量高,尤其是并丝、流丝含量高时,梳棉时多数不能梳理掉,在后序纺纱环节将造成断头率高,生产效率低下。增加梳棉落棉率,虽然能将大部分并丝、流丝梳理掉,但是会造成原料的大量浪费。纱线中的并丝、流丝含量高,在织布整经时也会造成的大量的断头;另外由于纱线中含有并丝、流丝等疵点,在后序印染时,会造成染色不均,影响产品质量。因此,纤维中疵点含量要求越低越好。
4 含油率对纺纱过程的影响
含油率是指纤维上含油干重占纤维干重的百分率。含油率的高低与纤维的可纺性能关系密切[4]。纤维在纺纱过程中因摩擦而产生静电,静电电荷如果不能及时逸散,在纤维表面形成聚集,就会出现纤维粘连和纤维缠绕罗拉的现象,因而对纺纱加工带来一定的影响。因此在纤维生产过程中需要添加油剂,这一方面是纺丝工艺本身的要求,另一方面在纺纱织布过程中可以降低纤维的摩擦系数,减少产生静电,并可提高纤维的柔软润滑性、耐磨性、耐热性、匀染性、固定性等。纺纱时,含油率低的纤维容易产生静电现象,含油率过高则容易产生粘缠现象,都会影响纺织加工的正常进行。纤维含油率的控制,与气候条件、空气湿度有关,一般冬季必夏季略高,北方比南方略高。纺织用粘胶纤维含油一般控制在0.20%~0.35%之间。
5 回潮对纺纱过程的影响
纤维回潮率指纤维含水重量占纤维干重的百分比[5]。回潮控制不当,将对纺纱加工带来困难:回潮过高将会使纤维缠结成块状,增加梳理难度,损伤针布,梳理时会造成锡林缠毛现象严重,且棉网易断,造成支数不好控制;回潮过干,则纤维容易起静电,短绒、飞毛增加,制成率降低,严重时会造成梳毛机机头跑条现象无法控制。所以,粘胶纤维回潮一般控制在8%~13%。
6 结论
粘胶纤维的干强、超长、倍长、疵点、含油、回潮等指标不仅决定着纤维产品的品质、等级,而且对纺纱加工过程起着重大影响,直接决定成纱质量。纤维强力越高,超长、倍长、疵点越少,含油、回潮控制在范围内,则纺纱过程越易控制,成纱质量越好。粘胶纤维至问世以来在国际市场上一直以其优异的性能而具有强进的竞争力,因此,世界产量在很长一段时间内呈现上升趋势。目前,国内粘胶纤维市场也正逐步扩大,企业能否抓住机会做大、做强,成为行业排头兵,关键看产品能否得到市场的认可。提高产品质量,将质量放在首位,保持企业竞争力,是企业发展的关键。
[1] 上官小霞,王凌健,李燕娥,等.棉花纤维发育的分子机理及品质改良研究进展[J].棉花学报,2008,20(1):62-69.
[2] 熊伟,眭云鹤,王照旭.品质指标与纺纱和织物质量之间的关系分析[J].纺织器材,2013,39(6):45-54.
[3] 王德诚.三友集团粘胶短纤维装备集成创新及产业化项目通过鉴定[J].合成纤维工业,2014,37(3):68-68.
[4] 熊宗伟,王雪姣,顾生浩,等.中国棉花纤维品质检验和评价的研究进展[J].棉花学报,2012,24(5):451-460.
[5] Bakare F O,Akesson D,Skrifvars M,et al.Morphological and mechanical properties of a biobased composite from a lactic acid based thermoset resin and viscose fiber reinforcement[J]. 2014,47(2):28-60.
[6] Karacan I, Soy T. Structure and properties of oxidatively stabilized viscose rayon fibers impregnated with boric acid and phosphoric acid prior to carbonization and activation steps[J].Journal of Materials Science,2013,48(5):2009-2021.
猜你喜欢
纺织科学与工程学报(2022年2期)2022-04-27 11:52:20
纺织科学研究(2021年6期)2021-07-15 08:41:42
纺织科技进展(2021年3期)2021-06-09 08:07:20
纺织科学与工程学报(2020年1期)2020-06-12 09:14:42
纺织器材(2020年1期)2020-03-24 09:14:34
电子技术与软件工程(2019年22期)2020-01-16 07:39:14
国际纺织导报(2019年2期)2019-05-30 07:31:48
四川蚕业(2018年3期)2018-11-19 09:12:02
纺织报告(2018年12期)2018-03-31 16:57:10
新疆大学学报(自然科学版)(中英文)(2015年2期)2015-05-16 10:57:34
