
现场总线在复合材料生产线的应用
2015-03-21 07:12:49酆亚楠邵长斌
纤维复合材料 2015年2期
刘 波,酆亚楠,王 腾,邵长斌
(北京机电研究所,北京 100083)
现场总线在复合材料生产线的应用
刘 波,酆亚楠,王 腾,邵长斌
(北京机电研究所,北京 100083)
本文研制的复合材料生产线采用Profibus-DP现场总线控制系统和Safetybus p安全总线系统,两个独立系统分别运行,前者负责整个生产线的生产运行,后者负责整个生产线的安全监测及执行,提高了生产线自动化程度、工艺稳定性及安全性。
复合材料在线生产;Profibus-DP;Safetybus p;人机界面
1 引 言
随着我国居民收入的提高和生活水平进一步提高,家用轿车行业的蓬勃发展,在满足现有轿车质量和安全性的情况下对降低汽车自重、减少油耗需求越来越迫切,因而非金属材料在汽车上的应用越来越广泛。以往在高端轿车应用的复合材料也逐渐向中低端扩展,工业化、标准化的生产需求逐步增强。现有的复合材料生产多为单机设备生产,过多依赖人的参与,辅助时间过长、效率低、产品质量一致性难以保证。基于现场总线自动化系统,将各个单机设备通过Profibus-DP通讯网络连接起来,通过对各个设备监控和控制,有机协调设备间运行,提供稳定高效的工业化复合材料产品。
该复合材料生产线控制系统采用了西门子Profibus-DP现场总线,极大提高生产线稳定性和可靠性。安全系统采用皮尔磁Safetybus p安全总线系统并安装安全栅栏,则区分工作和非工作区,同时实时监测设备急停及安全门锁,生产中安全性也显著提高。
2 设备配置
双螺杆挤出机——基料的配比及与玻纤融合;
同步传送带——高效出料;
机器人——物料的传送;
液压机——复合材料的压制成型。
3 动作流程
要提高此类产品的工业化、自动化生产水平,根据其工艺流程得出动作流程十分重要。目前单机程度高、人工参与度大、工艺较不稳定,根据以上问题,发挥工业自动化生产节拍稳定、工艺一致性特点,从而能生产出性能优良、产品质量稳定的复合材料产品。该生产线动作流程图如图1所示。
4 控制系统
控制系统分为Profibus-DP现场总线控制系统和Safetybus p安全总线系统,两个独立系统分别运行。前者负责整个生产线的生产运行,后者负责整个生产线的安全监测及执行。二者运行可以满足高效可靠生产,其生产事故发生概率也明显降低。
4.1 Profibus-DP现场总线
Profibus-DP现场总线是满足自动化工厂中分布式I/O与现场设备之间所需要的高速数据通讯,可满足系统快速响应的要求,传输速率高,价格低廉、稳定可靠等特点。该总线物理层采用RS485传输方式,传输速率在9.6kbps到12Mbps。网络上的站点按照地址顺序组成一个逻辑拓扑环。令牌只在主站之间顺序传递。持有令牌的主站可以在拥有令牌期间对属于它的从站进行读取数据的操作。

图1 动作流程图
如图2所示Profibus-DP网络负责交换传递总控与各单机间的所有控制信号,包括动作及状态信号。诊断中继器的采用主要是用于网络诊断,实时监控网络并在出现网络故障时提示报警。DP/DP耦合器用于连接两个不同Profibus-DP网络,通讯速率和站地址都可以不同。最为重要的是一个网络的故障不会影响另一个网络的运行。

图2 总控网络图
4.2 主控单元
主控可编程控制器系统采用西门子S7-CPU317系列,该可编程控制器处理器每条二进制指令执行时间为25 ns,字操作时间为30 ns。以上性能满足该控制网络系统可靠的快速响应的要求。将该PLC作为控制系统主站,通过Profibus-DP总线网络与ET200及经由DP/DP耦合器与单机设备组成控制网络。
5 安全系统
5.1 Safetybus p安全总线
Safetybus p安全总线是基于CAN现场总线系统,带有线性总线拓扑结构的事件驱动多主机系统。即信息只在分散的I/O或总线用户状态改变时发送。
其的优点:
(1)得到EN954-1第四级和DIN V 19250的AK6级以及IEC 61508 SIL 3认证;
(2)事件驱动,更短的反应时间;
(3)与所有通用标准场地总线都可连接;
(4)分散式结构减少配线工作。
如图3所示该项目Safetybus p网络负责将各个单机设备急停、安全门急停及安全门锁的状态传送至安全PLC,根据安全PLC内部编写的程序逻辑运算后将安全信号输出至相关设备,从而使相关设备根据输出的安全门和急停状态产生相应的处理。
5.2 安全主控单元
PSS安全PLC通过不同通道运行,即两个不同厂家生产的双CPU处理安全程序。每个输入信号经由不同的通道映入CPU,信息于此被不同的处理器进行分析。然后对比结果,若两者计算结果相同则信息将转到输出模块。若计算结果不同,系统将进入安全状态—立即关闭所有的输出端。
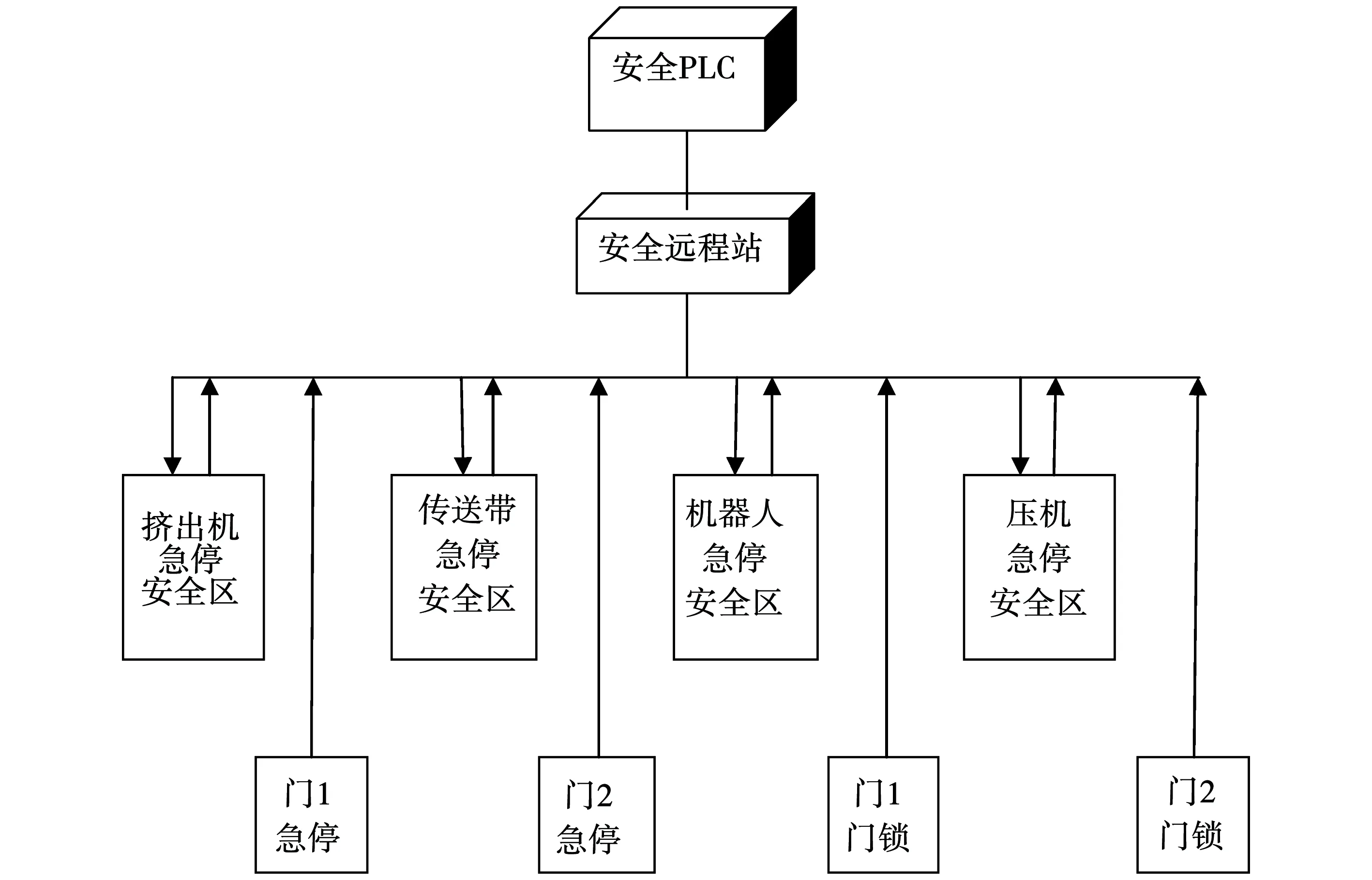
图3 安全网络图
该项目采用PSSU SB2 3006-3-ETH DP-S安全PLC以及多个PSS DI4DO4远程安全I/O模块组成,其中输入模块采集设备急停输入和安全门锁双回路输入信号,根据所编写程序的逻辑运算输出双回路输出急停和安全门信号。双回路信号满足EN954-1等级3的输入出要求。
基于安全系统以上特点和优势,再将生产线各个单机设备组成的工作区域安装安全栅栏、安全门,并在门上设置急停按钮及电子门锁,从而有效隔离工作和非工作区。任何人员在设备生产运行中无法进入生产区域,以上措施将极大降低生产事故的发生。

图4 触摸屏示意图
6 生产监控系统
实际生产中操作人员对生产线状态要求实时掌握、问题的处理要求集中便捷操作,应用人机界面对操作人员实现以上要求来说至关重要。人机界面的使用也可减少生产线操作人员的数量,并且有机的将人与系统有效的连接起来。
该生产线选用西门子MP377 12寸触摸屏作为现场操作的人机界面,通过自带的DP通讯接口,经由Profibus-DP网络与主控PLC相连。使用wincc-flexible软件将网络中各个单机设备准备就绪条件、故障报警、参数设置及I/O监控等信息在人机界面上显示。
它能满足以下要求:
(1)生产过程状态实时监控;
(2)操作人员可便捷控制;
(3)参数设置;
(4)报警及报警记录;
(5)产品配方功能。
图4所示整个复合材料生产线触摸屏示意图,显示各个设备就绪条件、安全门、门锁等状态。
7 结 语
该复合材料生产线的投入使用,实现了工业连续化生产,生产节拍从人工的不确定性提高至50 s以内,生产效率得到提高,工艺更加稳定可靠;同时模具的更换可以控制在1 h以内,从而产品的更换更加快速。该生产线可应用于汽车零部件等大规模现代化生产。复合材料不仅仅是轿车、新动力、新型建材、信息工业、石油化工、绿色环保等范畴更新换代和工业晋级中的重要材料,也是航空航天高技术及顶级技术范畴的重要材料。全球面临动力危机和资源缺少,复合材料又迎来了更为广阔的应用。
[1] 孙勇,苏畅,杨晓津. 基于现场总线的锻造自动化生产线控制系统[J].锻造与冲压,2013(21):34-40.
[2] 江梅,陈丽萍. 玻璃纤维增强复合材料在汽车上的应用[J].新材料产业,2002(10):20-25.
[3] 刘基权.玻璃钢制品液压机的关键技术研究[D]. 重庆:重庆大学硕士学位论文,2011.
[4] 杨昌琨. SafetyBUSp安全总线[J].国内外机电一体化技术,2004(4):1-2.
[5] 钱敏.PROFIBUS-DP现场总线控制系统 [J].上海有色金属,2002(4):171-174.
[6] 王东云,凌德麟,黄建萍.西门子PROFIBUS-DP现场总线及应用[J].航天控制,2002(4):69-73.
Application of Fieldbus in Composite Production Line
LIU Bo,FENG Ya’nan,WANG Teng,SHAO Changbin
(Beijing Research Institute of Mechanical and Electrical Technology,Beijing,China 100083)
In this paper, composite production line in the Profibus-DP fieldbus control system and Safetybus p safety bus system, operating two independent systems respectively. The former is responsible for the entire production line of production and operation in the latter is responsible for the entire production line safety monitoring and enforcement, the production line to improve the automatic degree, process stability and security.
online production of composites;Profibus-DP;Safetybus p;HMI
2015-02-11)
刘波(1980-),男,北京人,本科,工程师。研究方向:复合材料自动化生产线制造。 E-mail:lbshoulder@163.com.
猜你喜欢
今日农业(2021年13期)2021-11-26 11:50:54
新疆钢铁(2021年1期)2021-10-14 08:45:36
锻压装备与制造技术(2021年2期)2021-07-19 08:50:44
航天工业管理(2019年11期)2019-04-20 07:05:38
测控技术(2018年6期)2018-11-25 09:50:12
测控技术(2018年8期)2018-11-25 07:42:08
能源(2017年9期)2017-10-18 00:48:22
现代企业文化(2016年1期)2016-12-23 02:09:39
有色金属设计(2015年2期)2015-02-28 21:08:59
电子设计工程(2015年8期)2015-02-27 12:05:26
