
用电化学调控浮选方法提高某难选镍矿选矿指标
2015-03-20 06:30王宇斌彭祥玉
金属矿山 2015年5期
张 威 王宇斌 余 乐 李 帅 彭祥玉
(西安建筑科技大学材料与矿资学院,陕西 西安 710055)
用电化学调控浮选方法提高某难选镍矿选矿指标
张 威 王宇斌 余 乐 李 帅 彭祥玉
(西安建筑科技大学材料与矿资学院,陕西 西安 710055)
陕西某镍矿石属岩浆熔离型低品位硫化镍矿石,镍品位为0.53%。由于矿石中的主要脉石矿物蛇纹石和滑石易泥化、可浮性好,且有用矿物和脉石矿物难以充分单体解离,因此,现场采用3粗2扫1精1扫精、中矿顺序返回闭路流程仅能获得镍品位为5.12%、镍回收率为68.40%的镍精矿。为提高资源的利用率和企业的效益,对该矿石进行了电化学调控浮选试验。结果表明,以DHN为电化学调控剂,在磨矿细度和选矿工艺流程不变的情况下,获得了镍品位为5.20%、镍回收率为73.78%的镍精矿,与现场精矿比较,镍品位提高了0.08个百分点,但镍回收率大幅度提高了5.38个百分点。该提高精矿指标的方案不仅效果突出,而且便于在现场实施。
难选镍矿 电化学调控浮选 电化学调控剂DHN
硫化矿电化学调控浮选是通过电势-pH值的匹配、调节和控制来改变硫化矿物表面的疏水性和亲水性,从而实现浮选分离的选矿方法[1-2]。20世纪80年代以来,电化学调控浮选工艺在前苏联的许多选矿厂得到了广泛应用,并取得了明显的经济效益[4-7]。国内也对该工艺进行了大量研究,西安建筑科技大学曾对安庆铜矿和梅山铁矿进行了电化学调控浮选研究,并取得了一定成果[3-6]。陕西某镍矿选厂药剂制度复杂,中矿量较大,精矿品位和回收率指标均不理想。为了充分回收镍矿资源,提高企业的经营业绩,对该复杂难选镍矿进行了电化学调控浮选试验。
1 矿石性质
试验矿石为岩浆熔离型低品位硫化镍矿石,其矿物成分较复杂,各矿物嵌布粒度均较细,共生关系密切。矿石中的脉石矿物主要是菱镁矿、滑石、蛇纹石等,有用矿物主要是镍黄铁矿,部分镍黄铁矿发生了氧化蚀变,矿石中硫化镍仅占总镍的75.40%。
矿石主要化学成分分析结果见表1,镍物相分析结果见表2。
由表1可知,矿石中有回收价值的元素为镍,其他元素不具备回收价值。

表1 矿石主要化学成分分析结果Table 1 Main chemical composition analysis of raw ore %
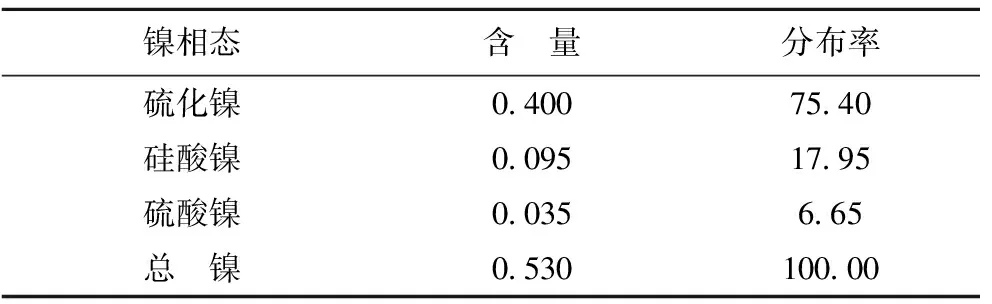
表2 矿石镍物相分析结果Table 2 Nickel phase analysis of raw ore %
由表2可知,矿石中的镍主要为硫化镍,占总镍的75.40%,可采用浮选工艺回收,其中的硅酸镍和硫酸镍回收难度较大。
2 现场工艺流程及生产指标
现场生产工艺流程及药剂制度见图1,生产指标见表3。
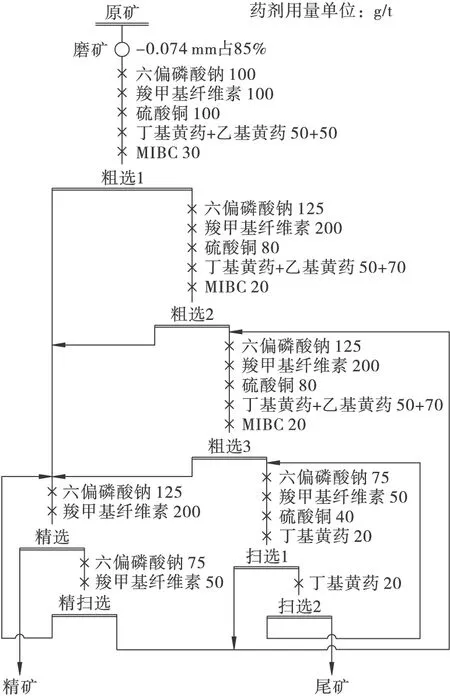
图1 现场生产流程
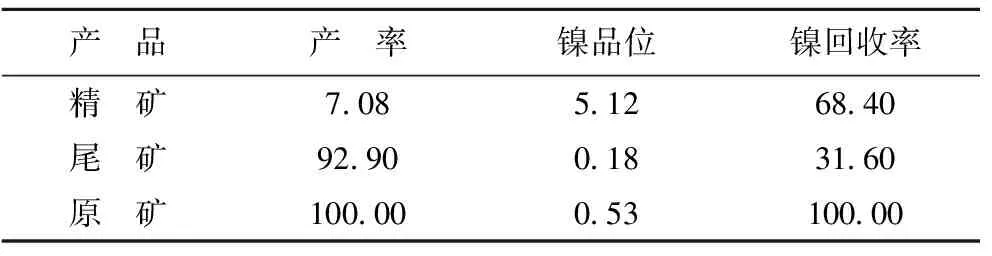
表3 现场生产指标
分析研究表明,造成现场精矿镍品位和回收率不高的主要原因是矿石中的有用矿物和脉石矿物共生关系密切、嵌布粒度较细,且主要脉石矿物蛇纹石和滑石易泥化、可浮性好。
3 试验结果及分析
3.1 条件试验
为了便于对现场工艺流程进行优化改造,试验尽可能参考现场工艺流程及条件,所用药剂丁基黄药、甲基异丁基甲醇(MIBC)、羧甲基纤维素、电化学调控剂DHN均为工业级纯度,六偏磷酸钠和硫酸铜为化学纯。条件试验流程见图2。

图2 条件试验流程
3.1.1 DHN用量试验
DHN用量试验的丁基黄药总用量为240 g/t(粗选1、粗选2、粗选3的用量比为3∶2∶1,下同),硫酸铜总用量为360 g/t(粗选1、粗选2、粗选3的用量比为5∶3∶2,下同),六偏磷酸钠总用量为350 g/t(粗选1、粗选2、粗选3的用量比为3∶3∶2,下同),羧甲基纤维素总用量为500 g/t(粗选1、粗选2、粗选3的用量比为2∶2∶1,下同),试验结果见图3。
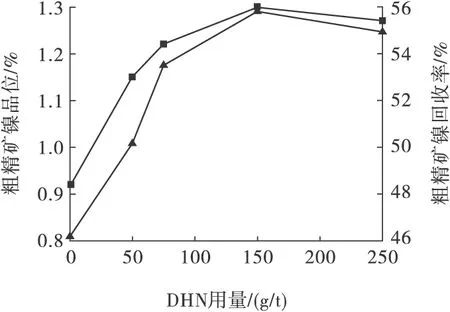
图3 DHN用量试验结果
由图3可知,随着DHN用量的增加,镍粗精矿镍品位和镍回收率均先上升后降。综合考虑,确定镍粗选DHN的用量为150 g/t。
3.1.2 丁基黄药用量试验
丁基黄药用量试验的DHN用量为150 g/t,硫酸铜总用量为360 g/t,六偏磷酸钠总用量为350 g/t,羧甲基纤维素总用量为500 g/t,试验结果见图4。
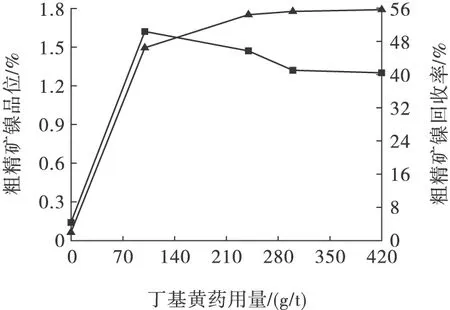
图4 丁基黄药用量试验结果
由图4可知,随着丁基黄药用量的增大,粗精矿镍品位先大幅上升后小幅下降,粗精矿镍回收率呈先快后慢的上升趋势。因此,确定粗选丁基黄药的总用量为240 g/t。
3.1.3 硫酸铜用量试验
硫酸铜用量试验的DHN用量为150 g/t,丁基黄药总用量为240 g/t,六偏磷酸钠总用量为350 g/t,羧甲基纤维素总用量为500 g/t,试验结果见图5。
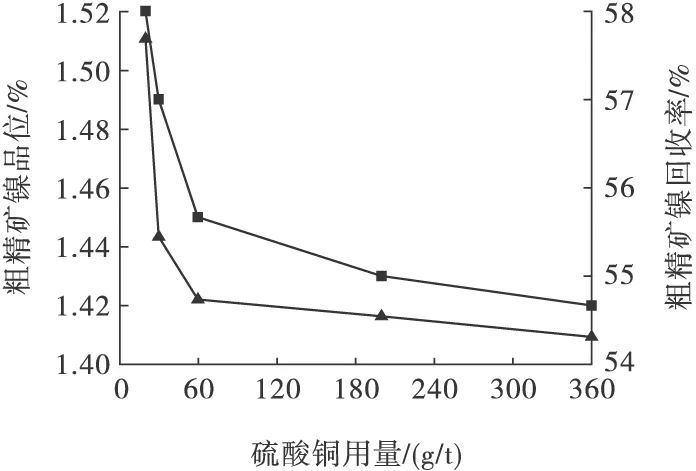
图5 硫酸铜用量试验结果
由图5可知,随着硫酸铜用量的增大,粗精矿镍品位和回收率呈先快后慢的下降趋势。硫酸铜用量变化对镍回收影响较大的原因在于硫酸铜与DHN发生反应会消耗DHN解离出的硫离子[7],使得电化学调控剂DHN在电化学浮选中效果不明显。因此,确定硫酸铜的总用量为20 g/t 。
3.1.4 六偏磷酸钠用量试验
六偏磷酸钠用量试验的DHN总用量为150 g/t,丁基黄药总用量为240 g/t,硫酸铜总用量为20 g/t,羧甲基纤维素总用量为500 g/t,试验结果见图6。

图6 六偏磷酸钠用量试验结果
由图6可知,随着六偏磷酸钠用量的增加,粗精矿镍品位呈先快后慢的上升趋势,镍回收率呈先慢后快的下降趋势。综合考虑,确定六偏磷酸钠的总用量为270 g/t。
3.1.5 羧甲基纤维素用量试验
羧甲基纤维素用量试验的DHN用量为150 g/t,丁基黄药总用量为240 g/t,硫酸铜总用量为20 g/t,六偏磷酸钠总用量为270 g/t,试验结果见图7。
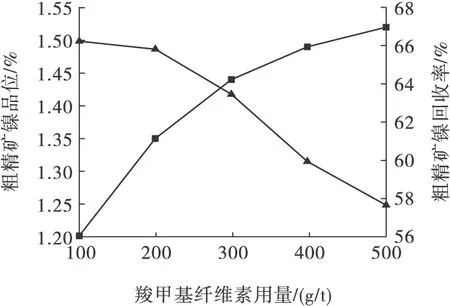
图7 羧甲基纤维素用量试验结果
由图7可知,随着羧甲基纤维素用量的增加,粗精矿镍品位上升,镍回收率下降。综合考虑,确定羧甲基纤维素的总用量为200 g/t。
3.2 闭路试验
在条件试验和开路试验基础上,结合选厂实际生产情况,确定的闭路试验流程见图8,试验结果见表3。
由表4可知,采用现场相同的浮选工艺流程,在添加电化学调控药剂DHN后,最终获得了镍品位为5.20%、镍回收率为73.78%的镍精矿。与现场精矿比较,镍品位提高了0.08个百分点,但镍回收率大幅度提高了5.38个百分点。
4 结 论
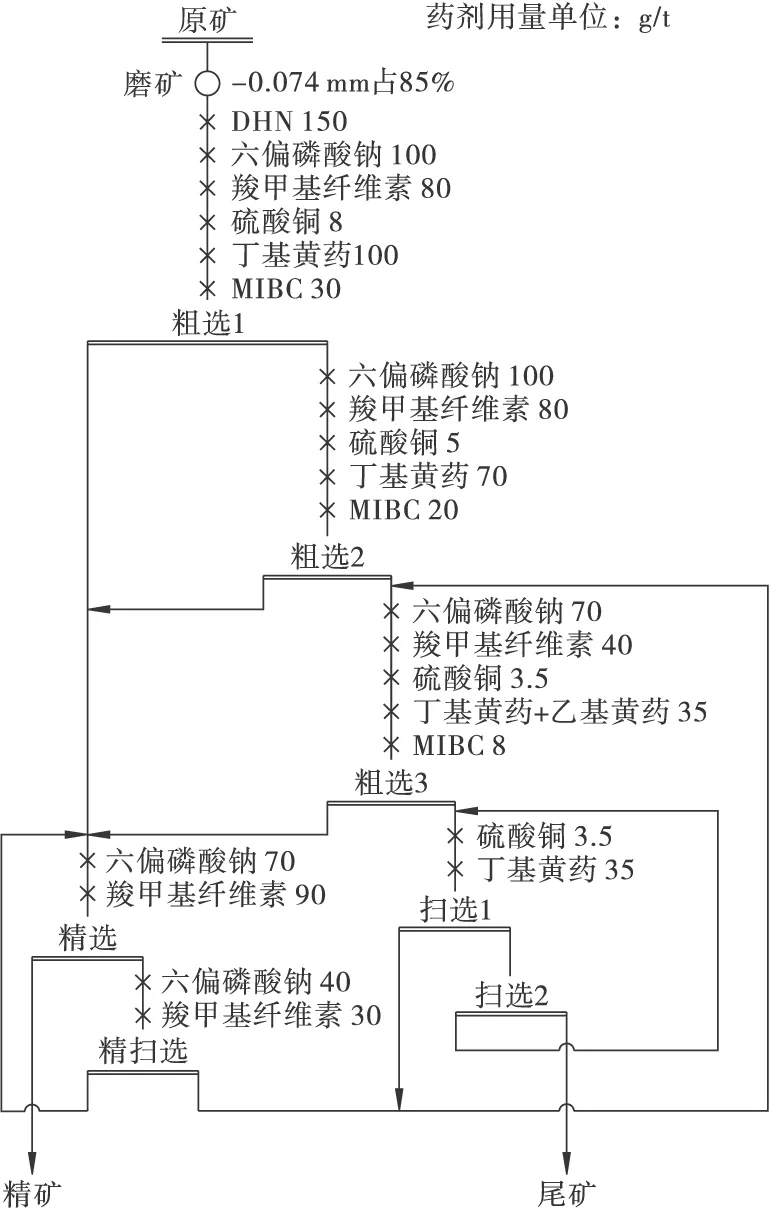
图8 闭路试验流程
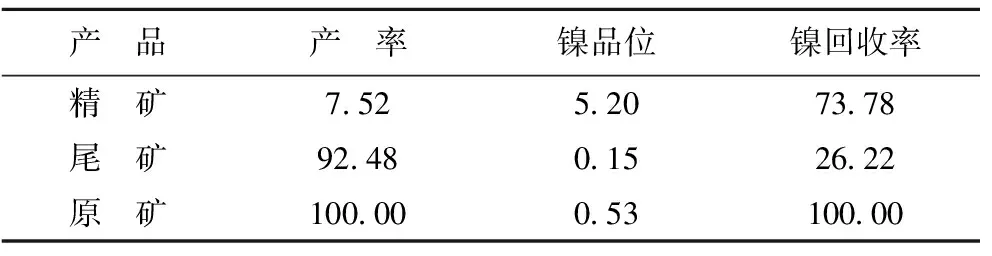
表4 闭路试验结果
(1)陕西某镍矿石属岩浆熔离型低品位硫化镍矿石,镍品位为0.53%。矿石中矿物成分较复杂,各矿物嵌布粒度均较细,共生关系密切。矿石中的脉石矿物主要是菱镁矿、滑石、蛇纹石等,有用矿物主要是镍黄铁矿,部分镍黄铁矿发生了氧化蚀变,矿石中硫化镍仅占总镍的75.40%。
(2)现场采用3粗2扫1精1扫精、中矿顺序返回流程处理该矿石,最终仅获得镍品位5.12%、镍回收率68.40%的镍精矿。造成现场选矿指标不理想的原因是矿石中的主要脉石矿物蛇纹石和滑石易泥化、且可浮性好,同时有用矿物和脉石矿物共生关系密切、嵌布粒度较细,难以充分单体解离。
(3)在磨矿细度和选矿工艺流程不变的情况下,采用电化学调控浮选的方法可获得镍品位5.20%、镍回收率73.78%的镍精矿,与现场精矿比较,镍品位提高了0.08个百分点,但镍回收率大幅度提高了5.38个百分点。
[1] 王淀佐.硫化矿浮选与矿浆电位[M].北京:高等教育出版社,2008:297-305. Wang Dianzuo.Flotation and Pulp Potential of Sulfide Ore[M].Beijing:Higher Education Press,2008:297-305.
[2] 孙小俊,李建华.黄铁矿在酸性体系下的电化学研究[J].金属矿山,2011(9):72-75. Sun Xiaojun,Li Jianhua.Electrochemical study on pyrite in acidic medias[J].Metal Mine,2011(9):72-75.
[3] 张亚辉,熊学广,张 家,等.用柠檬酸和六偏磷酸钠降低金川铜镍精矿镁含量[J].金属矿山,2013(5):67-70. Zhang Yahui,Xiong Xueguang,Zhang Jia,et al.Decreasing the content of MgO in Jinchuan copper-nickel concentrate by citric acid and (NaPO3)6[J].Metal Mine,2013(5):67-70.
[4] 匡敬忠,贾 帅,李 成.某铜锌矿石铜锌分离浮选工艺研究[J].金属矿山,2013(1):76-79. Kuang Jingzhong,Jia Shuai,Li Cheng.Research of copper-zinc flotation separation process of a copper-zinc ore[J].Metal Mine,2013(1):76-79.
[5] 贾仰武.云南某铜铅锌硫化矿铜铅分离浮选实验研究[J].矿冶工程,2009(4):47-49. Jia Yangwu.Experimental research on copper-lead flotation separation of a Cu-Pb-Zn sulfide ore in Yunnan[J].Mining and Metallurgical Engineering,2009(4):47-49.
[6] 黄和平,邱 波,张治元.安庆铜矿电化学调控浮选探索[J].矿冶工程,2005(4):36-38. Huang Heping,Qiu Bo,Zhang Zhiyuan.Exploratory research in electrochemical control flotation in Anqing Copper Mine[J].Mining and Metallurgical Engineering,2005(4):36-38.
[7] 邢春燕,贾瑞强,霍明春.氧化铜矿硫化浮选中硫化钠大量消耗机理研究[J].昆明理工大学学报:自然科学版,2012(2):7-10. Xing Chunyan,Jia Ruiqiang,Huo Mingchun.Large consumption mechanism of sodium sulfide in copper ore flotation[J].Journal of Kunming University of Science and Technology:Natural Science Edition,2012(2):7-10.
(责任编辑 罗主平)
Electrochemical Control Flotation on Improving Separation Indexes of a Refractory Nickel Ore
Zhang Wei Wang Yubin Yu Le Li Shuai Peng Xiangyu
(CollegeofMaterials&MineralResources,Xi'anUniversityofArchitectureandTechnology,Xi'an710055,China)
A certain magmatic liquation nickel sulfide ore is from Shaanxi Province with nickel grade of 0.53%.Serpentine and talc,as the main gangue minerals,is easy to be slimed and have good floatability,and the valuable minerals are not easy to be liberated from the gangues.By adopting the process of three roughing-one cleaning-two scavenging and middling back to the flowsheet in turn,nickel concentrate could be obtained with only 5.12% Ni and 68.40% recovery.In order to increase the resources utilization and enterprise's benefits,electrochemical control flotation experiments were carried out.The results indicated that:using DHN as electrochemical control agent,nickel concentrate with nickel grade of 5.20% and recovery of 73.78% was obtained under the same grinding fineness and process.Compared with the on-site concentrate,nickel grade was increased by 0.08 percentage points,while the recovery rate was increased by 5.38 percentage points.The method has good performance in improving the concentrate amd is easy to be put into practice as well.
Refractory nickel ore,Electrochemical regulating flotation,Electrochemical control agent DHN
2015-03-10
陕西省科学技术研究发展计划项目(编号:2014SJ-04),河南省科技厅基础研究项目(编号:102300410215),西安建筑科技大学重点学科建设专项基金项目(编号:XK201205)。
张 威(1991—),男,硕士研究生。通讯作者 王宇斌(1972—),男,副教授,博士后。
TD952,723+.7
A
1001-1250(2015)-05-093-04
猜你喜欢
石家庄学院学报(2021年3期)2021-05-23
——以硫酸铜饱和溶液析出晶体的计算为例
数理化解题研究(2017年10期)2017-05-17
中国洗涤用品工业(2016年2期)2016-02-28
河北科技大学学报(2015年5期)2015-03-11
中国医药科学(2015年15期)2015-02-27
应用化工(2014年12期)2014-08-16
应用化工(2014年7期)2014-08-09
食品工业科技(2014年7期)2014-03-11
中国中医药现代远程教育(2014年14期)2014-03-01
西安工程大学学报(2014年2期)2014-02-28
