
变直径管液压胀形工艺流程优化
2015-03-15 08:19:14马锋涛雷君相
通信电源技术 2015年6期
马锋涛,雷君相
(1.上海理工大学 机械工程学院,上海200093;2.上海理工大学 材料科学与工程学院,上海200093)
为了提高结构的耐撞性,使碰撞能量的耗散尽可能以一种可控制的方式进行,利用金属的塑性变形吸收能量是一种很好的能量吸收方式[1]。圆管无论是向内或者向外翻转时都要耗散能量,能够获得作用力不变的稳定状态,这对于能量吸收来说是非常理想的[2]。圆管在液压机上经液压胀形可以得到变直径管[3]。变直径管轴向压缩过程中,随着压缩位移的不断增加,变直径管可能发生两种形式的翻转变形,一种是内管向外翻转并不断缩短,中管从无到有,并不断伸长。另一种是外管向内翻转并不断缩短,中管不断变长。还可能两种变形模式同时发生。翻转力随着轴向位移的不断增加而增大并逐渐趋向于稳定[4]。而变直径管成形质量直接影响轴向压缩翻转时的力学性能。本文着重探究变直径管成型过程中胀形压力、圆管和凹模的摩擦系数、折叠圆角工艺对变直径管轴向压缩自由翻转变形力学性能的影响。
1 有限元建模
本文材料采用20钢,材料参数如表1。

表1 圆管材料参数
模型建立采用ABAQUS6.10有限元分析软件,采用ABAQUS/Explicit求解器求解。ABAQUS/Explicit可以有效地求解非线性问题[5]。圆管的自由翻转过程涉及材料非线性、几何结构非线性、变形模式非线性。因此采用ABAQUS/Explicit动态隐式求解器。用于液压胀形与折叠的圆管长度260 mm,外径40 mm,壁厚1.4 mm。
模型建立从圆管通过内高压在模具中胀形得变径管,再通过左右冲头移动和管腔内部液压力联合作用折叠出折叠圆角半径,然后卸载管内液压力和冲头的压力,并将已成型好的变径管脱离磨具。最后轴向冲压变径管,变径管发生自由翻转变形。即变径管液压胀形与折叠并发生轴向变形的过程分四步:(1)液压胀形(如图1);(2)折叠(如图2);(3)卸载(如图3);(4)冲压变形(如图4)。
影响变径管轴向压缩变形力学性能的主要参数包括液压胀形阶段的液压力、液压胀形与折叠过程管壁和凹模的摩擦系数以及折叠圆角的形状。数值模拟共分为三组:第一组液压力均采用90 Mpa,管壁与凹模的摩擦系数均为0.1,分别采用无折叠圆角半径、折叠9 mm、折叠12 mm三个不同的折叠参数。第二组分别采用70 Mpa、80 Mpa、90 Mpa三个不同的液压力,管壁与凹模的摩擦系数均采用0.1,折叠过程左右冲头折叠位移均为9 mm(折叠出来的圆角为倒圆锥形)来进行有限元数值模拟。第三组采用90 Mpa的液压力,圆角折叠9 mm,管壁与凹模的摩擦系数分别为0.1、0.15、0.2。
2 数值模拟结果分析
第一组无折叠圆角半径、折叠9 mm、折叠12 mm,分别对应折叠位移d=0,d=9,d=12,摩擦系数均相同为0.1,胀性液压力均为90 MPa。所得到的变径管轴向压缩力-位移曲线如图5所示。
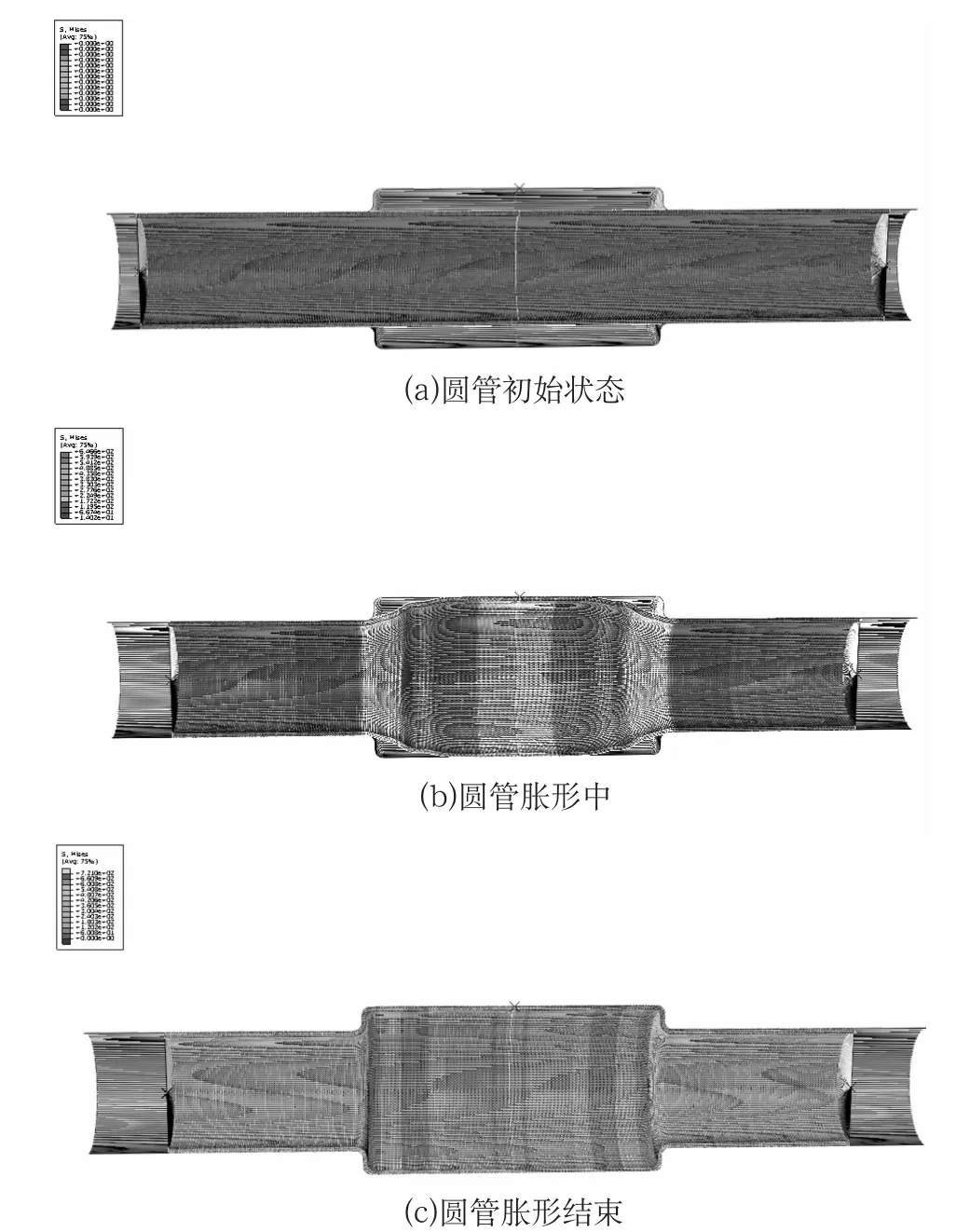
图1 液压胀形过程

图2 液压折叠
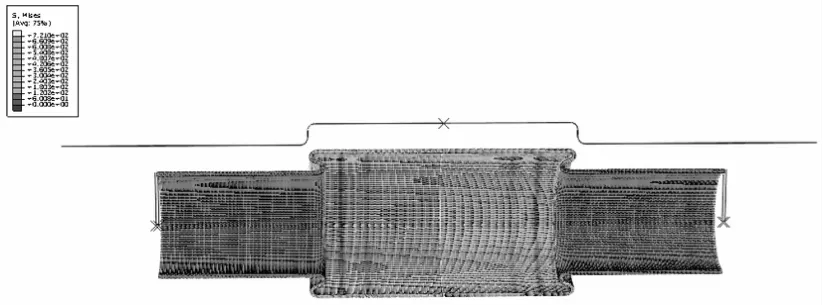
图3 卸载

图4 轴向压缩变形
通过图5可以看出随着位移的增加轴向自由翻转力不断趋于平稳。但达到平稳的速度不同,折叠量d=12的变径管轴向压缩时趋向于平稳的速度最快,折叠量d=9的变变直径管次之,无折叠工艺的变径管趋向于稳定的速度最慢。测量得到的轴向力最大值如表2所示。

图5 折叠量分别为d=0,d=9,d=12力-位移曲线对比

表2 不同折叠量对应的最大轴向力
通过表2可以看出最大轴向力相差不大,因此,折叠圆角半径主要影响变径管轴向压缩达到稳定的速度,而对翻转力最大值影响不明显。
第二组折叠量为9 mm,摩擦系数0.1,胀形阶段的液压力分别采用 P=70 MPa、P=80 MPa、P=90 MPa三个不同的液压力值,得到的变直径管轴向压缩的力-位移曲线如图6所示。

图6 胀形液压力分别为P=70、80、90 MPa力-位移曲线对比
通过图6可以看出随着轴向位移的增加胀形液压力P=70的变径管增加最快,P=90的变径管次之,P=80的变径管最慢。测量得到的轴向自由翻转力最大值如表3所示。

表3 不同胀形压力对应的最大轴向力
通过表3可以看出胀形压力在保证可以胀形出变径管的情况下,增加液压力的值并不会对变径管轴向压缩力学性能产生明显的影响,只是影响轴向力达到稳定的速度。
第三组折叠9 mm,胀形液压力90 MPa,管壁与凹模的摩擦系数分别采用f=0.1,f=0.15,f=0.2。得到的变直径管轴向压力-位移曲线如图7所示。
通过图7可以看出,摩擦系数越小,随着轴向压缩位移的增加,轴向力趋向于稳定的速度越快,轴向力也更加平稳。测得轴向翻转力最大值如表4所示。
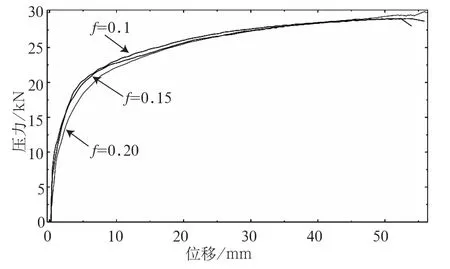
图7 管壁与凹模摩擦系数分别为0.1、0.15、0.2力-位移曲线对比

表4 不同摩擦系数对应的最大轴向力
通过表4可以看出,在保证可以胀形出变径管的情况下,胀形系数对变径管轴向压缩最大翻转力影响不大。但是,摩擦系数对变径管胀形折叠结束后壁厚有显著影响。不同摩擦系数下的最大壁厚,见表5。

表5 不同摩擦系数下的最大壁厚
3 结 论
(1)液压胀形结束后的折叠工艺对变径管轴向压缩力学性能有显著影响,会使轴向自由翻转力趋向于稳定的速度明显加快。
(2)在保证胀形过程圆管可以贴合凹模的情况下,液压胀形阶段液压力的增加不利于变径管轴向压缩的力学性能。
(3)摩擦系数越小,变径管轴向压缩时变形力达到稳定的速度越快。摩擦系数对液压胀形与折叠结束后变径管壁厚影响较大。摩擦系数越小壁厚增厚也越小。
[1]余同希.结构的耐撞性和能量吸收装置 [J].力学与实践,1985,7(3):2-9.
[2]余同希,卢国兴.材料与结构的能量吸收[M].北京:化学工业出版社,2006.
[3]苑世剑.现代液压成形技术[M].北京:国防工业出版社,2009年.
[4]邓天根,雷君相.变径管自由翻转变形的趋向性研究[J].锻压技术,2014,39(2):144-149.
[5]庄 茁,由小川.基于ABAQUS的有限元分析和应用[M].北京:清华大学出版社,2009.
猜你喜欢
矿冶工程(2023年6期)2024-01-20 10:21:38
选煤技术(2023年2期)2023-08-09 05:56:48
模具制造(2022年2期)2022-03-25 11:41:26
钢管(2021年2期)2021-11-30 02:11:01
中国设备工程(2021年1期)2021-02-01 04:41:18
装备制造技术(2020年1期)2020-12-25 05:18:30
制造技术与机床(2018年11期)2018-11-23 01:07:36
制造技术与机床(2017年6期)2018-01-19 02:41:06
重庆理工大学学报(自然科学)(2017年8期)2017-09-12 06:35:12
天津城建大学学报(2015年5期)2015-12-09 01:26:50
